Prensa manual con dispositivo de seguridad contra sobrecarga y procedimiento de protección para una prensa de accionamiento manual.
Prensa de accionamiento manual (10), con una disposición de ejes o árboles (22,
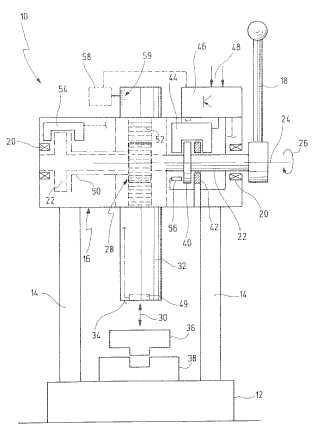
50), que esta configurada por lo menos en dos partes, y a saber con un eje de entrada (22) y un eje de salida (50), caracterizado por que, el eje de entrada (22) pasa como eje de palanca manual interior a través del eje de salida (50) que se ha configurado a modo de un eje exterior hueco, comprendiendo un órgano de accionamiento (18) acoplado a la disposición de ejes (22, 50), cuya actuación en un movimiento de elevación (30) es conmutable por un lado a la colisa de prensa (32) acoplada a los ejes (22, 50) y con una disposición de embragues (44, 54) con dos acoplamientos, de los cuales, en función de la fuerza de prensado y/o de la posición relativa de la colisa de prensa (32) se ha configurado un primer embrague (44) a modo de bloqueo de la carrera de elevación para fijar el eje de entrada (22) y un segundo embrague (54) como embrague de sobrecarga para cortar un flujo de fuerza entre el eje de entrada (22) y el eje de salida (50) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/006717.
Solicitante: GEBR. SCHMIDT FABRIK FÜR FEINMECHANIK GMBH & CO. KG.
Inventor/es: BABIEL, HARTMUT, SUTERMEISTER,Peter.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B30B1/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 1/00 Prensas, que utilizan un elemento apisonador, caracterizadas por la forma de propulsión del pistón, siendo la presión transmitida a éste o a la platina de la prensa directamente o únicamente por medio de órganos que trabajan por simple impulso o tracción. › por sistemas de piñones y cremalleras.
- B30B15/00 B30B […] › Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P).
- B30B15/10 B30B […] › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Frenos especialmente adaptados a las prensas.
- B30B15/12 B30B 15/00 […] › Embragues especialmente adaptados a las prensas.
- B30B15/14 B30B 15/00 […] › Control de las prensas accionadas mecánicamente.
- B30B15/28 B30B 15/00 […] › Dispositivos para impedir la deformación o la avería de las prensas o de las distintas partes de las prensas.
PDF original: ES-2384111_T3.pdf
Fragmento de la descripción:
Prensa manual con dispositivo de seguridad contra sobrecarga y procedimiento de protección para una prensa de accionamiento manual.
La presente invención se refiere a una prensa de accionamiento manual.
Una prensa según el concepto general de la reivindicación 1 y un procedimiento dado a conocer por el concepto general de la reivindicación 17, del documento DE 102 23 153.
La presente invención se refiere además a un procedimiento para proteger cualquier prensa de este tipo. Las prensas de accionamiento manual del tipo anteriormente enunciado se emplean habitualmente en los puestos de trabajo a destajo. Teniendo en cuenta que la energía empleada en el accionamiento manual de estas prensas aumenta hacia el final de la carrera de prensado, parte del personal de servicio tiende a aplicar excesiva fuerza y con ello a manipular cualitativamente de forma incorrecta la pieza en elaboración por prensado, llegando incluso a dañarla.
En muchos procedimientos manuales de prensado actuales, en lugar de los procedimientos de prensado realizados automáticamente, en los que se emplean habitualmente prensas neumáticas con control numérico, no se facilita ninguna documentación. Esto hoy en día en muchos sectores usuarios ya no puede aceptarse, especialmente cuando los procesos de fabricación deben certificarse según la norma ISO 9000.
Para fundamentar que puede haber diferencias entre piezas "buenas" y piezas "defectuosas" se da a conocer en el documento DE 197 05 462 A1, una prensa equipada con una sonda asignada a la carrera de prensado (recorrido) , así como con otra sonda para la fuerza de compresión, para poder facilitar un diagrama de fuerza recorrido para cada operación de prensado, lo que será característico para un buen o mal prensado. Si al determinar una curva de fuerza recorrido esta se sitúa dentro de una banda de tolerancia previamente dada, la pieza será considerada, bien prensada. De otro modo se tratará de una pieza defectuosa, por lo que deberá ser rechazada.
Para poder determinar la fuerza de compresión que se puede disponer para ejecutar un proceso de prensado, con la pieza a mecanizar, como por ejemplo, un anillo de seguridad Seeger, un cojinete, un piñón, una junta, etc., se configurará una colisa de prensa a modo de registrador de fuerza. El dispositivo registrador de fuerza tiene un sistema para determinar las fuerzas, por ejemplo, como una tira integrada para determinar la dilatación (DMS) . La DMS esta conectada a un sistema de control de la prensa, que por otra parte, por ejemplo, esta unido a un transmisor de giro para registrar el ángulo de giro de la palanca de accionamiento, y con ello la trayectoria. El dispositivo de control evalúa los datos registrados, a fin de que tras haber tenido lugar el proceso de prensado permitir establecer la arriba mencionada diferencia entre piezas buenas y defectuosas.
Si del ensayo resulta que la prensa confeccionó una pieza defectuosa, esta puede detenerse automáticamente, mientras la pieza defectuosa permanece todavía en la prensa. Esto ocurre, así mismo, por inducción del dispositivo de control.
En primer lugar aquí existe un primer problema, que en el caso de los procesos manuales de prensado actuales, contrariamente a los procesos de prensado realizados automáticamente, pueden intervenir inesperadamente fuerzas de compresión muy altas, que por ejemplo, son provocadas por un descuido del personal de servicio. Estas altas fuerzas de compresión pueden también ocurrir cuando las piezas a mecanizar por prensado se disponen juntas un número suficiente para no alcanzar todavía la posición mecánica final de la carrera de prensado. En este caso el personal de servicio "experimentará", que la palanca de accionamiento todavía puede accionarse en el sentido del prensado y continúa este movimiento también hasta el extremo. En tal caso puede ejercerse una fuerza de compresión demasiado elevada, lo que da como resultado un prensado defectuoso.
Es por ello necesario, que la fuerza de compresión ejercida sea determinada con la máxima precisión posible, para que la evaluación de la calidad basada en ella pueda realizarse de forma óptima. Con este fin se emplean sistemas para la determinación de fuerzas altamente sensibles, que sin embargo bajo sobrecargas excesivas pueden sufrir distorsiones o como mínimo dañarse. Por otra parte de cuando en cuando intervienen sobrecargas tan elevadas que sobrepasan en un 100 a 200% las resistencias admisibles asignadas a las sobrecargas.
Tal como ya se menciono anteriormente, el nivel actual de la técnica considera la fuerza en función del recorrido, con la finalidad de que tras un proceso completo de prensado pueda llevarse a cabo una evaluación de la calidad (buena/defectuosa) . Como sea que el proceso de prensado se realiza manualmente, cada operación de prensado se ejecuta con distinta fuerza. Esto conduce a que las piezas a mecanizar por prensado, en parte, antes de alcanzar una posición final mecánica la colisa de prensa ya se disponga de alguna de suficiente "buena", pero respectivamente no hasta en la posición final se dispondrá de suficientes. En caso de la consecución anticipada de la disponibilidad sería deseable, poder interrumpir la operación de prensado antes de alcanzar la posición final (mecánica) .
Por el documento DE 199 59 627 se conoce una prensa de accionamiento manual con un dispositivo denominado bloqueo de la carrera de elevación de retorno. El bloqueo de la carrera de elevación de retorno debe impedir que la persona de servicio no termine correctamente el proceso de ensambladura, sino que ya antes de alcanzar la posición final de la colisa de la prensa inicie el proceso de la carrera de elevación de retorno. El bloqueo de la carrera de elevación de retorno en esta conocida prensa se ha configurado a modo de una guía de corredera.
Por el documento mencionado al principio DE 102 23 153 C1 se ha conocido finalmente una prensa de accionamiento manual, en la que el bloqueo de la carrera de elevación de retorno presenta una configuración electrónica. En esta conocida prensa, en un primer ejemplo de realización, se ha previsto un embrague, con el cual el eje es girado por la palanca de accionamiento, su movimiento de giro se convierte en el movimiento de elevación de la colisa de la prensa, y puede fijarse firmemente en la carcasa. En otro segundo ejemplo de realización se ha diseñado un eje de dos partes y el embrague es del tipo separador.
Este conocido tipo de embrague presenta el inconveniente de que solo realiza una función de un sistema de bloqueo para la carrera de elevación de retorno y que la prensa según el segundo ejemplo de realización presenta una mayor dimensión en el sentido del eje.
La presente invención parte de una prensa de accionamiento manual del tipo mencionado anteriormente, y su objetivo es perfeccionarla así como desarrollar un procedimiento que permita evitar los problemas que se han mencionado. Concretamente se ofrecerá una prensa de accionamiento manual así como un procedimiento con el que actuaciones defectuosas en el sentido de una sobrecarga y en el sentido de una carrera de elevación de retorno no admisible se impidan, si bien diferenciándolas. Además la prensa a ser posible deberá tener la mínima dimensión en el sentido del eje.
Este objetivo se soluciona según la presente invención mediante una prensa de accionamiento manual, con una disposición de ejes configurada, por lo menos de dos partes, esto es, con un eje de entrada y un eje de salida, en donde el eje de entrada discurre hacia adentro a modo de eje de palanca de mano interior por el eje de salida, configurado a modo de eje hueco, con un órgano de accionamiento acoplado al dispositivo de ejes, cuyo accionamiento puede conmutarse en un movimiento de elevación de una colisa de prensa, acoplada al dispositivo de ejes, y con una disposición de acoplamiento con dos embragues, de los cuales un primer embrague se ha diseñado como sistema de retención de la carrera de elevación para fijar el eje de entrada en función de la fuerza de compresión y/o de la posición relativa de la colisa de la prensa, y un segundo embrague diseñado a modo de acoplamiento de sobrecarga para cortar un flujo de fuerza entre el eje de entrada y el eje de salida.
Este objeto se resolverá, según la presente invención, por otra parte mediante un procedimiento que se caracteriza por los siguientes pasos:
a) Cierre del primer embrague;
b) Registro de una la fuerza de compresión ejercida a través de un órgano... [Seguir leyendo]
Reivindicaciones:
1. Prensa de accionamiento manual (10) , con una disposición de ejes o árboles (22, 50) , que esta configurada por lo menos en dos partes, y a saber con un eje de entrada (22) y un eje de salida (50) , caracterizado por que, el eje de entrada (22) pasa como eje de palanca manual interior a través del eje de salida (50) que se ha configurado a modo de un eje exterior hueco, comprendiendo un órgano de accionamiento (18) acoplado a la disposición de ejes (22, 50) , cuya actuación en un movimiento de elevación (30) es conmutable por un lado a la colisa de prensa (32) acoplada a los ejes (22, 50) y con una disposición de embragues (44, 54) con dos acoplamientos, de los cuales, en función de la fuerza de prensado y/o de la posición relativa de la colisa de prensa (32) se ha configurado un primer embrague (44) a modo de bloqueo de la carrera de elevación para fijar el eje de entrada (22) y un segundo embrague (54) como embrague de sobrecarga para cortar un flujo de fuerza entre el eje de entrada (22) y el eje de salida (50) .
2. Prensa de accionamiento manual según la reivindicación 1, caracterizada por que, se ha previsto una primera sonda (49) para registrar la fuerza de compresión.
3. Prensa de accionamiento manual según la reivindicación 1 o 2, caracterizada por, una segunda sonda para registrar la posición relativa de la colisa de prensa (32) .
4. Prensa de accionamiento manual según la reivindicación 2 o 3 , caracterizada por un dispositivo de control (46) , que esta acoplado a los embragues (44, 54) y a la primera y/o a la segunda sonda, para emitir señales de acoplamiento a los embragues (44, 54)
5. Prensa de accionamiento manual según la reivindicación 4, caracterizada por que, el dispositivo de control
(46) emite una señal de acoplamiento para mantener cerrado el segundo embrague (54) , cuando la fuerza de prensado o la posición relativa de la colisa de prensa (32) registradas son menores que un valor límite previamente establecido.
6. Prensa de accionamiento manual según la reivindicación 4 o 5, caracterizada por que, el dispositivo de control (46) emite una señal de acoplamiento para abrir el segundo embrague (54) , cuando la fuerza de compresión o la posición relativa de la colisa de prensa (32) es mayor o igual que un valor límite previamente establecido.
7. Prensa de accionamiento manual según una de las anteriores reivindicaciones, caracterizada por que, el órgano de accionamiento (18) esta unido firmemente al eje de entrada (22) de forma que no puede girar.
8. Prensa de accionamiento manual según una de las anteriores reivindicaciones, caracterizada por que, la colisa de prensa (32) mantiene permanentemente la conexión activa con el eje de salida (50) .
9. Prensa de accionamiento manual según una de las anteriores reivindicaciones, caracterizada por que, el primer embrague (44) comprende un disco de freno (40, 42) y un electro imán de frenado (45) .
10. Prensa de accionamiento manual según la reivindicación 9, caracterizada por que, el disco de freno (40) esta unido firmemente al eje de entrada (22) de forma que no puede girar, y el electro imán de frenado (45) esta firmemente unido espacialmente con la prensa (10) , de modo que el eje de entrada (22) puede bloquearse.
11. Prensa de accionamiento manual según la reivindicación 9 o 10, caracterizada por que, se ha previsto además una tercera sonda (56) para registrar la posición relativa del eje de entrada (22) , en donde el disco de freno
(40) se ha configurado de forma que, la tercera sonda (56) registra la posición relativa en cooperación con el disco de freno (40) .
12. Prensa de accionamiento manual según una de las anteriores reivindicaciones, caracterizada por que, además de un dispositivo de reajuste se ha previsto concretamente un resorte, que está acoplado con el eje de entrada (22) para desplazar el órgano de accionamiento (18) a una posición de salida.
13. Prensa de accionamiento manual según una de las anteriores reivindicaciones, caracterizada por que, el órgano de accionamiento (18) es una palanca manual (18) .
14. Prensa de accionamiento manual según una de las anteriores reivindicaciones, de la 3 a la 13, caracterizada por que, la segunda sonda es un sistema lineal e incremental para la medición del recorrido (58) que registra las marcas de recorrido acopladas en la colisa de prensa (32) .
15. Prensa de accionamiento manual según una de las anteriores reivindicaciones, caracterizada por que, el segundo embrague (54) une entre sí por nexo de forma los dos ejes (22, 50) , para convertir el movimiento de elevación (30) .
16. Prensa de accionamiento manual según la reivindicación 15, caracterizada por que, la unión por nexo de forma se consigue mediante un dentado (60) con una muesca de descanso.
17. Procedimiento para proteger contra sobrecarga una prensa de accionamiento manual según una de las reivin
dicaciones de la 1 a la 16, caracterizada por los siguientes pasos: a) Cierre del segundo embrague (54) b) Registro de una fuerza de compresión ejercida por un órgano de accionamiento (18) y respectivamente una posición relativa de la colisa de prensa (32) ; c) Determinación de si la fuerza de compresión registrada o la posición relativa de la colisa (32) han alcanzado un valor límite previamente establecido; y d) Si el valor límite predeterminado es alcanzado, accionar el segundo embrague (54) para por lo menos separar entre sí los dos ejes (22, 50) , después de que el primer embrague (44) haya cerrado.
Patentes similares o relacionadas:
Métodos y sistemas de accionamiento de prensas rotativas, del 26 de Febrero de 2020, de THE BRADBURY COMPANY, INC.: Un sistema de prensa rotativa, que comprende: una primera prensa rotativa (105a; 802a); una segunda prensa rotativa (105b; 802b) adyacente a […]
Procedimiento para optimizar perfiles de movimiento, procedimiento para proporcionar perfiles de movimiento, dispositivo de control, instalación y producto de programa informático, del 4 de Diciembre de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para optimizar los perfiles de movimiento (B1, B2) en una instalación (A), donde la instalación (A) presenta al menos una prensa (1a, 1b, 1c) con […]
Métodos y sistemas de accionamiento de prensas rotativas, del 18 de Septiembre de 2019, de THE BRADBURY COMPANY, INC.: Un método de procesamiento de un material en movimiento, comprendiendo el método: mover un material a través de una primera prensa rotativa (105a) y […]
Prensa eléctrica de polvo de metal o de cerámica y correspondiente procedimiento de control, del 3 de Julio de 2019, de DORST TECHNOLOGIES GMBH & CO. KG: Prensa eléctrica de polvo de metal o de cerámica o herramienta de prensa con una prensa de este tipo con - un equipo de punzonado que está diseñado de manera […]
Procedimiento para hacer funcionar una prensa con accionamiento inferior y prensa que se hace funcionar según el mismo, del 29 de Mayo de 2019, de Schuler Pressen GmbH: Procedimiento para hacer funcionar una prensa con accionamiento inferior usando - al menos un dispositivo de accionamiento dispuesto en una plataforma , […]
Método de control para una instalación de prensas, e instalación asociada, del 21 de Enero de 2019, de FAGOR ARRASATE, S. COOP: Método de control para una instalación de prensas, e instalación, comprendiendo la instalación una servoprensa , un dispositivo de transporte para transportar […]
 Procedimiento para el control de una prensa con relación de transmisión variable, del 5 de Octubre de 2018, de Schuler Pressen GmbH: Procedimiento para el control de una prensa con un motor de accionamiento electrico , que esta conectado a traves de una transmision de prensa con […]
Procedimiento para el control de una prensa con relación de transmisión variable, del 5 de Octubre de 2018, de Schuler Pressen GmbH: Procedimiento para el control de una prensa con un motor de accionamiento electrico , que esta conectado a traves de una transmision de prensa con […]
Dispositivo de estampación para materiales compuestos de fibras, del 30 de Noviembre de 2016, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Dispositivo de estampación para la realización de estampaciones pequeñas en materiales compuestos de fibras con una superficie de estampación […]