Procedimiento y aparato para posicionar laminaciones.
Un procedimiento para colocar una preforma (B) en una herramienta (100,
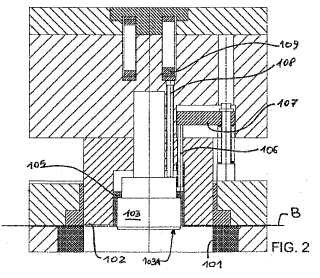
200) para laminaciones de corte y/o estampación, teniendo dicha herramienta una primera porción (U) que incluye al menos un dispositivo (103) de posicionamiento para centrar dicha preforma (B) y al menos un elemento extractor (105) para separar dicha preforma (B) de dicho al menos un dispositivo (103) de posicionamiento, y una segunda porción (L) que incluye al menos un troquel (101) con respecto al cual se lleva a cabo el centrado de dicha preforma (B), incluyendo el procedimiento las etapas de:
- suministrar una preforma (B) a la herramienta entre dicho al menos un dispositivo (103) de posicionamiento y el troquel (101);
- centrar dicha preforma (B) con respecto a dicho troquel (101) acoplando dicho al menos un dispositivo (103) de posicionamiento con al menos un agujero de centrado en dicha preforma (B);
- cerrar dicha herramienta (100, 200) acercando entre sí dicha primera porción (U) y dicha segunda porción (L);
- llevar a cabo al menos una operación de estampación y/o de corte en dicha preforma (B);
- abrir dicha herramienta separando entre sí dicha primera porción (U) y dicha segunda porción (L); y
- operar dicho elemento extractor (105) para separar dicha preforma (B) de dicho al menos un dispositivo (103) de posicionamiento antes de hacer avanzar más dicha preforma (B),
en el que dicho al menos un dispositivo (103) de posicionamiento tiene una porción de acoplamiento que tiene una forma y unas dimensiones tales que se acopla en el contorno de dicho al menos un agujero de centrado formado por la eliminación de una porción previamente cortada de dicha preforma (B),caracterizadoporque dicho al menos un agujero de centrado está situado dentro del perfil de la laminación obtenida como producto final y en el que dicho al menos un elemento extractor (105) incluye una o más porciones adyacentes a dicho al menos un dispositivo (103) de posicionamiento en todo su contorno.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2009/000315.
Solicitante: ERNESTO MALVESTITI S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA RISORGIMENTO, 205 20092 CINISELLO BALSAMO MI ITALIA.
Inventor/es: CONFALONIERI,SERGIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Centrado del material; Colocación de los útiles.
- B21D28/22 B21D 28/00 […] › Entallado de la periferia de piezas sin elaborar circulares, p. ej. para hacer laminillas de máquinas dinamoeléctricas.
PDF original: ES-2377636_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para posicionar laminaciones.
Campo de la invención
La presente invención versa acerca de un procedimiento y el oportuno aparato para colocar preformas que son sometidas a etapas subsiguientes de estampación y/o de corte, en particular para obtener preformas y laminaciones en la producción de motores eléctricos.
Antecedentes de la invención
Tradicionalmente, se usan procedimientos de estampación y/o de corte para producir una pluralidad de preformas perfiladas.
Por ejemplo, es conocido que algunos tipos de motores eléctricos se producen apilando una pluralidad de laminaciones metálicas. En particular, los estátores y los rotores de dichos motores se producen agrupando una pluralidad de laminaciones ferromagnéticas debidamente perfiladas. Generalmente, las laminaciones individuales se obtienen de preformas metálicas que experimentan procesos de estampación y corte para obtener la forma requerida. Las laminaciones así obtenidas son acopladas, en particular apiladas, formando el núcleo de un rotor o formando un estátor. Los procedimientos de estampación y/o de corte también se usan para producir otros tipos de objetos, como, por ejemplo, pequeños engranajes, piezas cortadas, carcasas de ordenador, piezas perfiladas, etc.
Normalmente, la estampación y el corte de preformas, también de productos semiacabados, se obtienen por medio de herramientas específicas. Las herramientas están dotadas de un troquel que, cooperando con un punzón, lleva a cabo la estampación de preformas suministradas a la herramienta, o el corte y la separación de las laminaciones. El punzón está conectado a una porción de la herramienta que se mueve vertical y alternativamente sobre la preforma, que sigue colocada entre el punzón y el troquel. El movimiento hacia delante de la preforma está coordinado con el movimiento del punzón, de modo que cada vez que desciende el punzón nuevas porciones del blanco son interceptadas por el punzón y el troquel para ser estampadas o cortadas. Una herramienta para la producción de laminaciones metálicas para motores eléctricos se describe, por ejemplo, en la solicitud de patente europea EP-A-1859876 a nombre del solicitante.
Tradicionalmente, la porción de la herramienta que soporta el troquel es la porción estacionaria inferior, mientras que la porción de la herramienta que soporta el punzón es la porción superior, que se mueve verticalmente con un movimiento oscilante. La porción superior de la herramienta está debidamente guiada en su movimiento vertical para que el punzón y el troquel estén siempre correctamente alineados.
Las herramientas están generalmente dotadas de un dispositivo para guiar la porción superior de la herramienta con respecto a la porción inferior. El dispositivo de guía comprende dos o más "pilares", generalmente barras rígidas conectadas a la porción superior (o inferior) de la herramienta que se acoplan a la porción inferior (o superior) de la herramienta de manera deslizante.
Cuando desciende el punzón para llevar a cabo el corte de una porción de la preforma, el pilar también se mueve verticalmente, acoplándose un extremo distal del mismo con un asiento obtenido a propósito en la porción inferior de la herramienta, frente al punzón. De esta manera, el dispositivo de guía mantiene el punzón y el troquel centrados durante la etapa de estampación o corte. En la superficie exterior de los pilares, puede proporcionarse una pluralidad de esferas metálicas giratorias que transforman la fricción deslizante en fricción de rotación cuando el pilar encaja en el correspondiente asiento obtenido en la otra porción de la herramienta.
Las herramientas actuales pueden operar a alta velocidad. Por ejemplo, el punzón puede ser operado 300 veces por minuto. La precisión del dispositivo guía en el alineamiento de las dos porciones de la herramienta (superior e inferior) es importante para garantizar estándares elevados de calidad y producción.
Además de los pilares de posicionamiento, diseñados para guiar mutuamente las porciones de la herramienta, las herramientas modernas están dotadas de dispositivos de posicionamiento para centrar la preforma con respecto al troquel y de forma relativa al punzón. En otras palabras, un dispositivo de posicionamiento o, más sencillamente, "localizador" tiene la tarea de alinear correctamente la preforma en el plano para garantizar una colocación precisa con respecto al troquel y el punzón.
Las herramientas modernas están también dotadas de un elemento extractor, es decir, un elemento móvil, operado automáticamente, que tiene la tarea de facilitar la separación de la porción cortada de la porción restante de la misma preforma. El elemento extractor, que es diferente y separado de los dispositivos de posicionamiento, puede tener formas diferentes; por ejemplo, puede ser generalmente cilíndrico o ahusado, y está conectado a la porción superior de la herramienta, es decir, a la misma porción en la que está alojado el punzón. El extractor se mueve con respecto a la porción inferior de la herramienta, en la cual está montada el troquel, pero también puede moverse con respecto a la porción superior de la herramienta por medio de los debidos accionadores mecánicos. El movimiento del elemento extractor está sincronizado con el movimiento de la porción superior de la herramienta.
El documento US-A-6163949, en el que se basa el preámbulo de las reivindicaciones independientes, da a conocer de manera detallada las diversas etapas de estampación y corte de una preforma para obtener las laminaciones del estátor y el rotor de un motor eléctrico. La colocación de la preforma durante su movimiento en la herramienta se realiza por medio de una pluralidad de agujeros circulares de tracción e n posiciones preestablecidas. En cada estación de estampación o de corte de la herramienta, se inserta con apriete en el agujero de centrado un pasador circular con un extremo cónico corto. Para evitar que la extracción del pasador, al final de una etapa de estampación o de corte, levantase la preforma y, por lo tanto, para evitar el avance de la misma, puede proporcionarse un resorte para ejercer presión sobre la misma preforma.
Ahora se describirá la operación de una herramienta tradicional durante un ciclo de corte de laminación de metales.
Cuando se abre la herramienta, es decir, cuando se eleva la porción superior con respecto a la porción inferior, se mueve la preforma hacia delante entre las dos porciones recién mencionadas. Cuando el área de la preforma que ha de ser cortada corresponde al troquel, la porción superior de la herramienta desciende hacia la porción inferior. Antes de que el punzón interactúe con el oportuno troquel para cortar una porción de la preforma, el localizador y el elemento extractor se acoplan simultáneamente con la preforma para inmovilizarla en su sitio, evitando los movimientos laterales de la misma. En esta configuración, el extractor actúa como elemento de retención de la preforma.
Normalmente, el localizador tiene forma cilíndrica y el extremo que se acopla en la chapa (un agujero en la chapa) es ligeramente cónico o está abocinado en la superficie lateral. Dicho extremo encaja en un agujero en la chapa que experimenta el proceso de trabajo.
El corte de la preforma es completado por el punzón que penetra parcialmente en el troquel. En una etapa subsiguiente en el que se abre la herramienta, la porción superior, el punzón y el localizador se elevan con respecto a la porción inferior y el troquel, mientras que el extractor permanece abajo, por ejemplo en contacto con la porción cortada o la parte restante de la preforma. Esto evita la elevación de la porción cortada y/o de la preforma y, por lo tanto, facilita la separación del localizador con respecto a la preforma para permitir el avance inmediato de la misma.
De hecho, para permitir una alta precisión de colocación, el localizador tiene una dimensión para acoplarse en el agujero de centrado con cierta interferencia. Si no estuviera presente el extractor, la preforma podría levantarse con la porción superior de la herramienta por las interferencias mecánicas que pueden ocurrir entre el localizador y el agujero de centrado en la preforma que experimenta el proceso de trabajo. Cuando la porción superior de la herramienta ha cubierto una carrera predefinida en el movimiento de elevación, el extractor se eleva también junto con ella, devolviendo la herramienta a la posición inicial... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para colocar una preforma (B) en una herramienta (100, 200) para laminaciones de corte y/o estampación, teniendo dicha herramienta una primera porción (U) que incluye al menos un dispositivo (103) de posicionamiento para centrar dicha preforma (B) y al menos un elemento extractor (105) para separar dicha preforma (B) de dicho al menos un dispositivo (103) de posicionamiento, y una segunda porción (L) que incluye al menos un troquel (101) con respecto al cual se lleva a cabo el centrado de dicha preforma (B), incluyendo el procedimiento las etapas de:
en el que dicho al menos un dispositivo (103) de posicionamiento tiene una porción de acoplamiento que tiene una forma y unas dimensiones tales que se acopla en el contorno de dicho al menos un agujero de centrado formado por la eliminación de una porción previamente cortada de dicha preforma (B), caracterizado porque dicho al menos un agujero de centrado está situado dentro del perfil de la laminación obtenida como producto final y en el que dicho al menos un elemento extractor (105) incluye una o más porciones adyacentes a dicho al menos un dispositivo (103) de posicionamiento en todo su contorno.
2. El procedimiento revindicado en la reivindicación 1 en el que, en dicha etapa de centrado, dicho dispositivo (103) de posicionamiento se acopla con dicha preforma (B) por adelantado con respecto al momento en el que dicho elemento extractor (105) se acopla a dicha preforma (B).
3. El procedimiento revindicado en la reivindicación 1 en el que la herramienta está dotada de al menos un punzón (102) para estampar y/o cortar una porción (T1) de dicha preforma (B) y en el que dicho dispositivo (103) de posicionamiento se acopla con dicha preforma (B) por adelantado con respecto al momento en el que el punzón (102) hace contacto con la preforma (B) y el elemento extractor (105) se acopla a dicha preforma (B) simultáneamente con dicho punzón (102) o en una etapa posterior.
4. El procedimiento revindicado en la reivindicación 1 en el que dicho dispositivo (103) de posicionamiento lleva a cabo un centrado de precisión de dicha preforma (B) antes de cerrar dicha herramienta.
5. El procedimiento revindicado en la reivindicación 4 en el que dicho dispositivo (103) de posicionamiento lleva a cabo un centrado de precisión antes de que dicho punzón (102) haga contacto con dicha preforma (B).
6. El procedimiento revindicado en cualquiera de las reivindicaciones precedentes en el que dicho dispositivo (103) de posicionamiento es operado automáticamente y su movimiento está sincronizado con la porción (U) de la herramienta en la que está alojado el punzón (102).
7. El procedimiento revindicado en cualquiera de las reivindicaciones precedentes en el que dicha porción (T1) cortada es continua o está formada de una pluralidad de porciones separadas.
8. Un aparato para colocar una preforma (B) en una herramienta (100, 200) para laminaciones de corte y/o estampación, teniendo dicha herramienta una primera porción (U) que incluye al menos un dispositivo (103) de posicionamiento para centrar dicha preforma (B) y al menos un elemento extractor (105) para separar dicha preforma (B) de dicho al menos un dispositivo (103) de posicionamiento, y una segunda porción (L) que incluye al menos un troquel (101) con respecto al cual se lleva a cabo el centrado de dicha preforma (B), en el que dicho al menos un dispositivo (103) de posicionamiento tiene una porción de acoplamiento que tiene una forma y unas dimensiones tales que se acopla en el contorno de dicho al menos un agujero de centrado formado por la eliminación de una porción previamente cortada de dicha preforma (B), caracterizado porque dicho al menos un agujero de centrado está situado dentro del perfil de la laminación obtenida como producto final y en el que dicho al menos un elemento extractor (105) incluye una o más porciones adyacentes a dicho al menos un dispositivo (103) de posicionamiento en todo su contorno.
9. El aparato reivindicado en la reivindicación 8 en el que dicho dispositivo (103) de posicionamiento es operado automáticamente, en el mismo ciclo de estampación y/o de corte, para acoplarse con dicha preforma (B) por adelantado con respecto al momento en el que dicho elemento extractor (105) se acopla con la preforma (B).
10. El aparato reivindicado en la reivindicación 8 en el que se proporciona al menos un punzón (102) para penetrar al menos parcialmente el troquel (101) para cortar una porción (T1) de la preforma (B) y en ese dicho dispositivo (103) de posicionamiento se acopla con dicha preforma (B) por adelantado con respecto al momento en el que el punzón (102) hace contacto con la preforma (B) y el elemento extractor (105) se acopla a dicha preforma (B) simultáneamente con dicho punzón (102) o en una etapa posterior.
11. El aparato reivindicado en la reivindicación 8 en el que el miembro accionador (104) de dicho dispositivo (103) de posicionamiento está sincronizado con el miembro accionador del punzón (102) y/o la porción oportuna de la herramienta (U).
Patentes similares o relacionadas:
Sistema de producción y método de producción de matrículas para automóviles, del 25 de Diciembre de 2019, de Erich Utsch AG: Un sistema de producción (10; 10') para fabricar paneles de matrículas para automóviles , que comprende una máquina de estampado en caliente […]
APARATO PARA FORMAR RANURAS INTERNAS EN UN CUERPO, del 20 de Julio de 2017, de THYSSENKRUPP PRESTA DE MEXICO S.A. DE C.V: Aparato para formar ranuras internas en un cuerpo, el cual permite que las ranuras o dentado de las piezas o cuerpos, se pueda hacer tanto en cuerpos de fondo cerrado como en […]
 Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
UNIDAD DE TROQUELADO., del 16 de Enero de 2006, de EMBA MACHINERY AKTIEBOLAG: Una unidad de troquelado para una máquina para fabricar piezas de partida, en particular de cartón o cartón duro ondulado, comprendiendo dicha unidad medios […]
DISPOSITIVO PARA ESTAMPACION DE MATERIAL EN FORMA DE BANDA O EN FORMA DE PLIEGO, del 16 de Abril de 1999, de ZIMMEL, JURGEN: SE REPRESENTA Y DESCRIBE UN DISPOSITIVO PARA ESTAMPACION DE MATERIAL EN FORMA DE BANDA Y EN FORMA DE PLIEGO, EN PARTICULAR CARTON, CON UNA ZONA DE CRISOL, QUE MUESTRA […]
MAQUINA DE PERFORACION Y CORTADO CON DISPOSITIVO PARA CAMBIO AUTOMATICO RAPIDO DE HERRAMIENTAS, del 16 de Diciembre de 1996, de PICCINI, GIANCARLO COSTA, PIETRO: EL OBJETO DE LA PRESENTE INVENCION ES UNA MAQUINA DE PERFORACION Y CORTADO PROVISTA DE UN DISPOSITIVO PARA EL CAMBIO AUTOMATICO DE UN PAR DE HERRAMIENTAS, […]
TALADRADORA DE PRECISION., del 1 de Enero de 1994, de NIKKA ENGINEERING COMPANY LIMITED: SE TRATA DE UNA TALADRADORA DE PRECISION PARA TRABAJAR CON PRECISION PIEZAS EN LAS CUALES SE HA MARCADO UN CIRCULO O UN GRUPO DE PUNTOS DE REFERENCIA. ESTA […]
PLACAS DE IMPRESIÓN, del 14 de Octubre de 2011, de REXAM BEVERAGE CAN EUROPE LIMITED: Método para crear orificios de ajuste en una placa de impresión que tiene un área de trabajo definida en forma de una imagen en una […]