Paso de lanzas para instalaciones de tratamiento a vacío.
Dispositivo para la introducción de lanzas de soplado o lanzas de quemador desplazables en la dirección axialen un recipiente de reacción estanco al vacío con el propósito de un tratamiento metalúrgico de metal fundido oacero fundido bajo vacío,
que consiste de un tubo de guía (8) con una caja de prensaestopas (14) para elguiado y el sellado de la lanza (7), una boca (1) refrigerado con agua montado en el recipiente de reacción,conectado con este con respecto a la sobre-presión prevalente en el mismo con conexión (4) y una carcasaestanca al vacío (5) con una brida de carcasa (3), así como un compensador (12) instalado entre la carcasa yel tubo de guía prensaestopas (8) para compensar movimientos relativos laterales, así como movimientosrelativos axiales o angulares entre el tubo de guía (8) y la carcasa (5) durante el movimiento de la lanza,caracterizado porque la brida inferior del compensador (12) está conectada con una brida (10) fijado con el tubode guía (8) móvil con caja prensaestopas (14) y la brida superior del compensador (12) está atornillada a labrida superior de la carcasa (11) fija, de modo que el espacio anular (6) formado en el interior entre las paredesdel compensador y las bridas, por una parte, y la superficie exterior del tubo de guía (8), por otra parte, está enconexión con el aire exterior y por lo tanto está a presión atmosférica, mientras que el espacio interior (5) de lacámara de carcasa que rodea el compensador es (12) está conectado con la presión de vacío existente en elrecipiente de reacción.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09008503.
Solicitante: INTECO SPECIAL MELTING TECHNOLOGIES GMBH.
Nacionalidad solicitante: Austria.
Dirección: WIENER STRASSE 25 8600 BRUCK/MUR AUSTRIA.
Inventor/es: HOLZGRUBER,HARALD DIPL.-ING, LUVEN,MICHAEL DIPL.-ING.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21C7/10 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21C PROCESOS DEL HIERRO FUNDIDO, p. ej. AFINADO, FABRICACION DE HIERRO O ACERO DULCE; TRATAMIENTO DE LAS ALEACIONES FERROSAS EN ESTADO LIQUIDO. › C21C 7/00 Tratamiento en estado líquido de las aleaciones ferrosas, p. ej. de aceros, no cubiertos por los grupos C21C 1/00 - C21C 5/00 (tratamiento de metales líquidos durante el moldeo B22D 1/00, B22D 27/00). › Trabajo a vacío.
- F27D3/16 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › F27D 3/00 Carga; Descarga; Manipulación de las cargas (sistemas transportadores caracterizados por su aplicación a fines particulares no previstos en otras partes B65G 49/00; desplazamiento de las cargas en un horno F27B 9/14). › Introducción de un chorro fluido o de una corriente en la carga (F27D 3/18 tiene prioridad).
- F27D3/18 F27D 3/00 […] › Carga de material en partículas utilizando un transportador fluido.
- F27D99/00 F27D […] › Materia no prevista en otros grupos de esta subclase.
PDF original: ES-2396184_T3.pdf
Fragmento de la descripción:
Paso de lanzas para instalaciones de tratamiento a vacío En los diversos métodos para el tratamiento metalúrgico de metal fundido o de acero bajo vacío se insertan lanzas de soplado y/o lanzas de quemador de forma vertical o en oblicuo desde arriba, utilizando un paso de vacío hermético desde el exterior en un recipiente de vacío. Estos lances tienen la tarea de introducir bajo vacío gases, como por ejemplo oxígeno, argón, nitrógeno, o sólidos con un gas portador en el acero fundido en el recipiente de vacío.
Lanzas de este tipo generalmente están conectadas con un carro desplazable, accionado por motor con el que se puede mover la lanza a la posición de funcionamiento requerida. Como un sello de vacío sirve una caja prensaestopas que rodea la lanza del tipo de construcción usual y conocido.
La posición y alineación de la prensaestopas debe ser paralelo a la trayectoria del carro para asegurar un avance y la retirada de la lanza sin problemas. En realidad, sin embargo, aquí se producen variaciones sobre un lado causadas por las tolerancias dimensionales y de fabricación y por otro lado por una distorsión térmica de la tapa del recipiente de vacío, de modo que el eje de la lanza no siempre transcurre de forma paralela a la trayectoria de carro.
Como consecuencia, a menudo se experimentan altas fuerzas de fricción entre la superficie de la lanza y la prensaestopas, que pueden conducir a la fuga de la prensaestopas, o el fallo del funcionamiento del carro.
Para superar estos inconvenientes graves en el documento DE 195 18 361 C1 se propone el uso de una prensaestopas con un compensador de metal de paredes finas para con ello compensar en gran medida desviaciones en el paralelismo entre el eje de la lanza y el trayecto de carro. El pasaje de lanza con compensador 20 descrito en la memoria de patente mencionada anteriormente, acorde con el estado de la técnica está construido de modo que en el espacio interior del compensador prevalece la misma presión que en el recipiente de tratamiento, es decir vacío en el caso de un tratamiento a vacío y la presión atmosférica externa actúa sobre la pared exterior del compensador. Por la presión de la atmósfera de aproximadamente 3000 kg que actúa desde fuera sobre el compensador, el compensador se tensa o bien se deforma, por lo que la flexibilidad necesaria del mismo está 25 severamente restringida u obstruida. Por otra parte, las elevadas fuerzas que actúan sobre el compensador en combinación con desviaciones axiales y laterales de la secuencia de movimiento de la lanza pueden llevar a la formación de grietas en el compensador y, por tanto a fallos del mismo. Aunque con la solución propuesta en el documento DE 195 18 361 C1 se puede obtener una mejora en términos de paralelismo del eje, este mismo sigue siendo vulnerable, como se ha descrito anteriormente, y por lo tanto no siempre es fiable en cuanto al
funcionamiento.
Con la ahora presente nueva invención las desventajas y los problemas descritas anteriormente se podía eliminar de una manera sorprendentemente simple por el hecho de que debido a la disposición según la invención del compensador, en contraste con el documento DE 195 18 361 C1, las paredes internas del compensador se cargan por la presión atmosférica, mientras que las paredes exteriores del compensador están expuestas a la presión interna en el recipiente de tratamiento, es decir, el vacío. Así que es posible utilizar en lugar del compensador de metal un compensador de, material resistente a la temperatura, flexible, tal como caucho, con la ventaja de que este prácticamente no sufre ninguna deformación, debido a la presión atmosférica que actúa desde el interior.
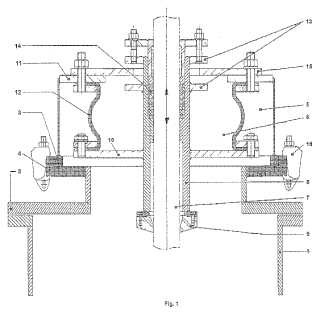
En la Figura 1 está representada una realización preferida de un pasaje de lanza según la invención. Por la presión atmosférica de aproximadamente 1 kg/cm2 existente en la parte interior (6) del compensador (12) se mantiene la 40 forma de fuelle orientada hacia afuera, de modo que está garantizada una flexibilidad correspondiente en la dirección axial y lateral. Una placa de tope superior (15) dividida en dos parte está atornillada con la brida superior
(11) con la cámara de carcasa (5) bajo vacío, que también sirve como la brida superior para el compensador (12) , cuyo espacio interior (6) se encuentra a presión atmosférica. La placa de tope superior (15) limita el movimiento axial y lateral del tubo de guía (8) con la lanza (7) sellada por una prensaestopas de vacío (14) , por una parte, por dos 45 anillos espaciadores (13) montados en el tubo de guía (8) y por otro lado por la brecha entre la placa de tope (15) y el tubo de guía (8) . Por esto se evita un estiramiento excesivo del compensador (12) más allá de las tolerancias permitidas en la dirección axial, así como en la dirección lateral. La instalación del compensador (12) se realiza entre la brida superior (11) de montaje de la carcasa (5) situada en la zona del vacío y la brida inferior (10) de montaje que está montada en el tubo de guía (8) . La cámara de carcasa (5) se fija a través de la brida inferior (3) de la misma en 50 la brida de la pieza de conexión (4) por medio de tornillos de fijación (16) . La pieza de conexión, a su vez, está conectado a través de una brida de sellado (2) se atornilla a la brida de la boca (1) refrigerada por agua, fijada en la tapa del recipiente de vacío. En el extremo inferior del tubo de guía (8) está sujeta por bridas de forma reemplazable, además, un anillo raspador (9) en forma de anillo. A través de este anillo raspador (9) en la superficie de lanza se raspan salpicaduras de escoria o de acero pegadas durante el movimiento ascendente de la lanza (7) .
Preferiblemente, el anillo raspador consiste de un acero resistente al desgaste, tal como, por ejemplo, manganeso acero duro o similar.
Una ventaja importante adicional de la estructura propuesta según la invención consiste en la forma simple del compensador flexible con su forma de fuelle redonda exterior, favorecida por la presión interior atmosférica. En contraste con un compensador de acero inoxidable, de pared delgada, con múltiples arrugas/falten que requiere un conector especial para la prevención de inundaciones o la eliminación de deposiciones de polvo, el compensador flexible según la invención es resistente al polvo que se depositan por las inundaciones en la superficie exterior del compensador.
En el pasaje de la lanza según la invención por lo tanto se trata de un dispositivo para la introducción de lanzas de soplado y de quemador desplazables en la dirección axial dentro de un recipiente de reacción estanco al vacío con el propósito de tratamiento metalúrgico de metal o acero fundido bajo vacío, que consiste esencialmente en un tubo de guía (8) con una prensaestopas (14) para el guiado y el sellado de la lanza (7) , una boca (1) refrigerada por agua con brida de conexión (4) montado en el recipiente de reacción y estando en conexión con este con respecto a la baja presión prevaleciente en el mismo y una carcasa (5) estanca al vacío con la brida de carcasa (3) , así como un compensador (12) montado entre la carcasa y el tubo de guía prensaestopas (8) para compensar movimientos relativos laterales, así como axiales o angulares entre el tubo de guía (8) y la carcasa (5) durante el movimiento de la lanza. Aquí, los rasgos característicos son la brida inferior del compensador (12) que está conectada con una brida (10) fijada en el tubo de guía móvil (8) con caja prensaestopas (14) y la brida superior del compensador (12) que está atornillada con la brida de carcasa (11) superior fijo de modo que el espacio anular (6) formado el interior entre las paredes del compensador y las bridas por un lado y la superficie exterior del tubo de guía (8) por el otro lado está conectado con el aire exterior y por lo tanto está a la presión atmosférica, mientras que el espacio interior (5) de la cámara de carcasa que rodea al compensador (12) está conectado con la presión de vacío existente en el recipiente de reacción.
Como material para el del compensador (12) de una manera ventajosa se puede utilizar un material flexible 20 resistente a la temperatura. En particular, para ello es utiliza de goma resistente a la temperatura.
Con el fin de mantener dentro de límites deseables la movilidad del tubo de guía (8) de la caja de prensaestopas (14) en la dirección vertical, en el tubo de guía (8) por debajo y por encima de una placa de tope (15) por lo menos dividida en dos partes, que está montada en la brida de montaje superior (11) de la carcasa, se pueden montar anillos espaciadores (13) cuyo diámetro exterior excede el diámetro de la placa de tope en la carcasa.
El movimiento lateral del tubo de guía (8)... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la introducción de lanzas de soplado o lanzas de quemador desplazables en la dirección axial en un recipiente de reacción estanco al vacío con el propósito de un tratamiento metalúrgico de metal fundido o acero fundido bajo vacío, que consiste de un tubo de guía (8) con una caja de prensaestopas (14) para el
guiado y el sellado de la lanza (7) , una boca (1) refrigerado con agua montado en el recipiente de reacción, conectado con este con respecto a la sobre-presión prevalente en el mismo con conexión (4) y una carcasa estanca al vacío (5) con una brida de carcasa (3) , así como un compensador (12) instalado entre la carcasa y el tubo de guía prensaestopas (8) para compensar movimientos relativos laterales, así como movimientos relativos axiales o angulares entre el tubo de guía (8) y la carcasa (5) durante el movimiento de la lanza,
caracterizado porque la brida inferior del compensador (12) está conectada con una brida (10) fijado con el tubo de guía (8) móvil con caja prensaestopas (14) y la brida superior del compensador (12) está atornillada a la brida superior de la carcasa (11) fija, de modo que el espacio anular (6) formado en el interior entre las paredes del compensador y las bridas, por una parte, y la superficie exterior del tubo de guía (8) , por otra parte, está en conexión con el aire exterior y por lo tanto está a presión atmosférica, mientras que el espacio interior (5) de la cámara de carcasa que rodea el compensador es (12) está conectado con la presión de vacío existente en el recipiente de reacción.
2. Pasaje de lanza según la reivindicación 1, caracterizado porque el compensador es material flexible, resistente a la temperatura, especialmente caucho.
3. Pasaje de lanza según las reivindicaciones 1 y 2, caracterizado porque la movilidad del tubo de guía (8) de la
caja de prensaestopas (14) está limitada en la dirección vertical por anillos espaciadores (13) montados en el tubo de guía por debajo y por encima de una placa de tope (15) dividida al menos en dos partes de la brida de montaje (11) superior de la carcas, cuyo diámetro exterior excede el diámetro de la placa de tope en la carcasa.
4. Pasaje de lanzas según las reivindicaciones 1, 2 y 3, caracterizado porque la movilidad lateral del tubo de guía (8) de la caja prensaestopas está limitada por el hueco que existe entre el diámetro de la abertura de paso de 25 la placa de tope (15) dividida al menos en dos partes y el diámetro exterior del tubo de guía (8) .
5. Pasaje de lanza según las reivindicaciones 1 a 5, caracterizado porque en el extremo inferior del tubo de guía (8) está montado de forma reemplazable un anillo raspador (9) en forma de cuña que encierra a la lanza de soplado (7) .
Patentes similares o relacionadas:
Parte de cubierta de un recipiente de fusión metalúrgico, del 26 de Febrero de 2020, de SMS MEVAC GMBH: Parte de cubierta de un recipiente de fusión metalúrgico para cubrir una abertura de una cavidad de una parte de cuchara del recipiente de […]
 Método y disposición para evitar que salga gas de una abertura de un recipiente, del 25 de Septiembre de 2019, de Glencore Technology Pty Ltd: Un método para evitar la salida de gas desde una primera abertura de un recipiente , incluyendo el recipiente al menos una abertura distinta a través de la […]
Método y disposición para evitar que salga gas de una abertura de un recipiente, del 25 de Septiembre de 2019, de Glencore Technology Pty Ltd: Un método para evitar la salida de gas desde una primera abertura de un recipiente , incluyendo el recipiente al menos una abertura distinta a través de la […]
Planta y método para la desgasificación al vacío de acero líquido, del 22 de Mayo de 2019, de SMS group S.p.A: Planta para la desgasificación al vacío de acero líquido, que comprende: - al menos una cámara de vacío , adecuada para recibir temporalmente acero […]
Endoprótesis que contiene acero ferroso multifase, del 17 de Abril de 2019, de W.L. GORE & ASSOCIATES, INC.: Una endoprótesis que comprende un acero ferroso de múltiples fases que comprende 16,0-18,0% en peso de cromo; 6,0-8,0% en peso de níquel; 0,8-1,2% en peso de tungsteno; […]
Método de fundido y refinado de acero para una tubería de acero con un excelente rendimiento de resistencia a los ácidos, del 20 de Febrero de 2019, de NIPPON STEEL CORPORATION: Un método para fundir y refinar acero para una tubería de acero con un excelente rendimiento de resistencia a los ácidos, el acero consiste, en % en masa, en C: […]
 Dispositivo de afino al vacío de tipo cilindro recto y método para usarlo, del 4 de Abril de 2018, de Magang (Group) Holding Co. Ltd: Un dispositivo de afino al vacío de tipo cilindro recto que comprende una cámara de vacío , un snorkel , y una cuchara de acero , en donde, durante el afino al vacío, […]
Dispositivo de afino al vacío de tipo cilindro recto y método para usarlo, del 4 de Abril de 2018, de Magang (Group) Holding Co. Ltd: Un dispositivo de afino al vacío de tipo cilindro recto que comprende una cámara de vacío , un snorkel , y una cuchara de acero , en donde, durante el afino al vacío, […]
Lingote de acero para forja y cigüeñal integral, del 4 de Mayo de 2016, de KABUSHIKI KAISHA KOBE SEIKO SHO: Un lingote de acero para forja colado con un molde donde: la densidad numérica DBOT de inclusiones de 5 a 10 μm en el diámetro más largo observadas en un corte […]
Acero endurecido y revenido y procedimiento de obtención de piezas de dicho acero, del 16 de Marzo de 2016, de SIDENOR INVESTIGACION Y DESARROLLO, S.A.: Acero de temple y revenido con una composición concreta de los siguientes elementos: 0,22 % = C = 0,30 %, 0,40 % = Mn <1,00 %, 1,00 % = Cr = 2,50 %, […]