Muela de desbaste fina, utilización de esta muela y procedimiento para fabricarla.
Muela (1) de desbaste en forma de disco, presentando la citada muela un eje central X,
una zona de fijación central F y al menos una zona de trabajo periférico Z que se extiende exteriormente a la zona de fijación central con relación al eje central, estando compuesta la citada muela por al menos dos capas (3, 5) formadas a partir de granos abrasivos y estando enmarcada cada una de estas capas por dos capas que no contienen granos abrasivos (2, 4, 6), y dos capas que no contienen granos abrasivos (2, 6) enmarcando la muela, caracterizada porque la zona de trabajo Z presenta un espesor total e superior a 2 mm e inferior a 4 mm y preferentemente inferior o igual a 3, 2 mm, y porque presenta al menos dos sectores de trabajo (S1, S2) adyacentes y preferentemente tres sectores de trabajo (S1, S2, S3) adyacentes dos a dos siendo los sectores de trabajo (S1, S2, S3) sensiblemente perpendiculares dos a dos.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/050864.
Solicitante: SAINT-GOBAIN ABRASIFS TECHNOLOGIE ET SERVICES.
Nacionalidad solicitante: Francia.
Dirección: ROUTE DE L'EMPEREUR 78700 CONFLANS SAINT HONORINE FRANCIA.
Inventor/es: LAVAIRE,Flavien.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24D13/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › B24D 13/00 Muelas cuyo cuerpo comportan partes flexibles al trabajo, p. ej. muelas flexibles de pulido; Accesorios para el montaje de estas muelas. › comprendiendo elementos anulares o circulares aplicados unos junto a otros.
PDF original: ES-2379114_T3.pdf
Fragmento de la descripción:
Muela de desbaste fina, utilización de esta muela y procedimiento para fabricarla.
El presente invento se refiere a una muela de desbaste, y eventualmente de troceado, bajo la forma de un disco, según el preámbulo de la reivindicación 1.
Por desbaste en el sentido del presente invento, hay que entender toda operación de desengrosamiento, de desgaste, de afiladura, de pulido, …por oposición a una operación de troceado consistente en una operación de corte.
Es conocida en la técnica anterior en particular en la solicitud internacional de patente Nº WO 00/74898 la fabricación de muelas finas no para el desbaste sino para el troceado.
El experto conoce por otra parte la norma ISO 525 relativa a productos abrasivos en general.
Como toda norma, es el reflejo exhaustivo de lo que el experto considera como necesario y suficiente para conseguir productos satisfactorios.
Esta norma define en particular criterios indispensables para la realización de muelas de desbaste correspondientes a los tipos referenciados 27, 28 y 29 en esta norma.
Según esta norma, una muela de desbaste debe presentar imperativamente un espesor comprendido entre 4 y 10 mm, tal y como está ilustrado en el documento EP 1543923 sobre el que se basa el preámbulo de la reivindicación
1.
Se comprueba de una manera completamente sorprendente que es posible fabricar muelas de desbaste que no respondan al criterio de espesor de la norma pero que respondan a todos los demás criterios, sobre todo relativos a la seguridad durante la utilización de las muelas, y dando plena satisfacción a la aplicación de desbaste contemplada.
El presente invento se refiere así en su más amplia acepción a una muela de desbaste, según la reivindicación 1, caracterizada sobre todo porque la zona de trabajo presenta un espesor total inferior a 4 mm y preferentemente inferior o igual a 3, 2 mm.
Este espesor es medible sobre toda la anchura y toda la longitud de la zona de trabajo.
La muela según el invento presenta al menos dos sectores de trabajo adyacentes y preferentemente tres sectores de trabajo adyacentes dos a dos.
Estos sectores de trabajo son de preferencia, sensiblemente perpendiculares dos a dos.
La muela según el invento puede presentar en particular un espesor superior a 2, 5 mm o a 3, 2 mm.
Por otra parte, en una variante particular, al menos una capa exterior que no contiene granos abrasivos, hasta incluso las dos capas exteriores que no contienen granos abrasivos, presenta (n) un diámetro más pequeño que el diámetro total de la muela.
En el sentido del presente invento, el término “capa” designa una capa que contiene al menos un material destinado a constituir la muela. Estas capas son de dos tipos:
- capas que no contienen granos abrasivos, sobre todo del tipo hoja de protección llamada “papel”, o del tipo hoja de refuerzo llamada “tejido”, o
- capas formadas a partir de granos abrasivos, del tipo que contiene granos abrasivos unidos entre ellos por un producto aglutinante.
Por otra parte, en el sentido del presente invento, el término “galleta” designa una capa de un constituyente formado a partir de granos abrasivos y que presenta una consistencia tal que la galleta puede ser manipulada, y sobre todo cogida y desplazada con la mano o con la ayuda de una máquina.
Esta galleta puede pues estar constituida por una sola capa formada a partir de granos abrasivos o puede llevar sobre una cara una capa que no contenga granos abrasivos.
Por otra parte, en el sentido del presente invento, el término “sector de trabajo” designa una superficie de la muela en contacto con la cual es posible desbastar.
Se comprueba por otra parte que de una manera completamente sorprendente es posible utilizar el procedimiento de fabricación de muelas finas de troceado conocido por la solicitud internacional de patente Nº WO 00/74898 para la fabricación de muelas de desbaste según el invento.
- una capa a base de granos abrasivos es formada directamente en una muela en ausencia de capa de refuerzo subyacente,
- eventualmente una capa de refuerzo es depositada sobre esta capa de granos abrasivos,
- la o las capas son prensadas para formar una galleta
- la galleta es retirada del molde
- la galleta es ensamblada con - o bien una u otras dos capas de refuerzo, de manera tal que las dos capas de refuerzo rodeen a la muela, - o bien al menos otra galleta y al menos una u otras dos capas de refuerzo de manera tal que las dos capas de
refuerzo rodeen a la muela,
- el conjunto es prensado con el fin de formar una muela.
Gracias al hecho de que se fabrique primero una galleta y se superpongan a continuación las diferentes capas, el tiempo de paso en cada puesto ulterior puede ser notablemente reducido ya que no depende más que de la duración de las operaciones de vertido del producto pulvurulento o de la prensadura bajo alta presión. Además, la presión utilizada puede ser reducida.
El presente invento se refiere igualmente a la utilización de una muela según el invento, para realizar una operación de desbaste.
En el marco del presente invento se utiliza una instalación de fabricación de muelas de desbaste, y eventualmente de troceado, bajo la forma de un disco, presentando cada una de las citadas muelas un eje central, una zona de fijación central y al menos una zona de trabajo periférico que se extiende en la periferia exterior de la zona de fijación central con relación al eje central, comportando cada una de las citadas muelas al menos una capa a base de granos abrasivos y dos capas que no contienen granos abrasivos y que enmarcan la muela, comportando la citada instalación:
- un puesto de relleno de un molde por la o las capas de constituyente a partir de las cuales se forma la galleta,
- una máquina de prensado de la o las capas de constituyente contenida (s) en el molde para formar la citada galleta,
- un puesto de ensamblaje destinado a formar una pila de capas superpuestas a partir de al menos una galleta y de al menos otra capa de constituyente,
- una máquina de prensado para comprimir la pila y formar una muela de desbaste, y eventualmente de troceado, en
la cual una zona de trabajo presenta un espesor total inferior a 4 mm y preferentemente inferior o igual a 3, 2 mm. Ventajosamente, la muela según el invento puede ser utilizada para desbaste, así como, eventualmente para el troceado.
El presente invento será comprendido mejor con la lectura de la descripción detallada siguiente de ejemplos de
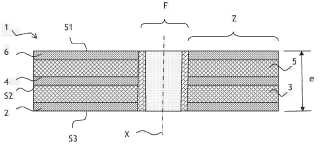
realización no limitativos y de la figura adjunta que ilustra un corte axial de una muela de desbaste según el invento. Hay que precisar que las proporciones entre los diversos elementos representados no son respetadas rigurosamente en esta figura con el fin de facilitar la lectura.
La figura 1 ilustra una muela (1) de desbaste según el invento. Esta muela (1) presenta una forma general de disco y presenta así un eje central X, una zona de fijación central F y
al menos una zona de trabajo periférico Z que se extiende exteriormente a la zona de fijación central en relación con el eje central. La zona de fijación está constituida por una arandela metálica y permite la fijación de la muela sobre un cubo de una
máquina de amolado. Esta arandela puede no ser plana con el fin de permitir fabricar una muela que presente una irregularidad. La muela se compone de dos capas (3, 5) formadas a partir de granos abrasivos. Las capas que no contienen granos abrasivos (2, 4, 6) son por ejemplo rejillas de fibras de vidrio revestidas con
resina fenólica.
Además se puede encolar una hoja de papel sobre una (o las) cara (s) exterior (es) de la muela.
Es posible por otra parte que una capa exterior, e incluso hasta las dos capas exteriores que no contienen granos abrasivos (2, 6) presente (en) un diámetro más pequeño... [Seguir leyendo]
Reivindicaciones:
1. Muela (1) de desbaste en forma de disco, presentando la citada muela un eje central X, una zona de fijación central F y al menos una zona de trabajo periférico Z que se extiende exteriormente a la zona de fijación central con relación al eje central, estando compuesta la citada muela por al menos dos capas (3, 5) formadas a partir de granos 5 abrasivos y estando enmarcada cada una de estas capas por dos capas que no contienen granos abrasivos (2, 4, 6) , y dos capas que no contienen granos abrasivos (2, 6) enmarcando la muela, caracterizada porque la zona de trabajo Z presenta un espesor total e superior a 2 mm e inferior a 4 mm y preferentemente inferior o igual a 3, 2 mm, y porque presenta al menos dos sectores de trabajo (S1, S2) adyacentes y preferentemente tres sectores de trabajo (S1, S2, S3) adyacentes dos a dos siendo los sectores de trabajo (S1, S2, S3) sensiblemente perpendiculares dos a
dos.
2. Muela (1) según la reivindicación 1, caracterizada porque presenta un espesor e sobre todo de 2, 5 mm o de 3, 2 mm.
3. Muela (1) según una cualquiera de las reivindicaciones precedentes, caracterizada porque al menos una capa
exterior que no contiene granos abrasivos (2, 6) , e incluso las dos capas exteriores que no contienen granos 15 abrasivos (2, 6) presenta (an) un diámetro más pequeño que el diámetro total de la muela.
4. .Procedimiento de fabricación de una muela (1) de desbaste según una de las reivindicaciones 1 a 3 con forma de disco, procedimiento según el cual:
– una capa a base de granos abrasivos (3, 5) es formada directamente en un molde con ausencia de una capa de refuerzo subyacente,
- eventualmente una capa de refuerzo es depositada sobre esta capa de granos abrasivos,
- la o las capas son prensadas para formar una galleta
- la galleta es retirada del molde
- la galleta es ensamblada con
- o bien una u otras dos capas de refuerzo, de manera que las dos capas de refuerzo enmarquen la muela,
- o bien al menos otra galleta y con al menos una u otras dos capas de refuerzo de manera que las dos capas de refuerzo enmarquen la muela,
- el conjunto es prensado con el fin de formar la muela.
5. Utilización de una muela (1) según una cualquiera de las reivindicaciones 1 a 3, para realizar una operación de desbaste.
Patentes similares o relacionadas:
Muela abrasiva, del 4 de Mayo de 2016, de LUKAS-ERZETT VEREINIGTE SCHLEIF- UND FRÄSWERKZEUGFABRIKEN GMBH & CO. KG: Muela abrasiva , que se puede accionar de forma rotativa alrededor de un eje de rotación (D) y presenta un lado frontal así como un lado posterior opuesto al lado […]
Muela de desbaste, del 7 de Marzo de 2012, de AUGUST RUGGEBERG GMBH & CO. KG: Muela de desbaste compuesta por varias muelas parciales individuales que - presentan un eje comun , - llevan grano abrasivo , […]
 LAMINA ABRASIVA Y DISCO ABRASIVO QUE CONTIENE DICHA LAMINA, del 21 de Enero de 2010, de LUKAS-ERZETT VEREINIGTE SCHLEIF - UND FRASWERKZEUG-FABRIKEN GMBH & CO. KG: Lámina abrasiva , en particular para su disposición sobre un disco abrasivo que se puede accionar en rotación, caracterizada porque consta de por lo menos dos […]
LAMINA ABRASIVA Y DISCO ABRASIVO QUE CONTIENE DICHA LAMINA, del 21 de Enero de 2010, de LUKAS-ERZETT VEREINIGTE SCHLEIF - UND FRASWERKZEUG-FABRIKEN GMBH & CO. KG: Lámina abrasiva , en particular para su disposición sobre un disco abrasivo que se puede accionar en rotación, caracterizada porque consta de por lo menos dos […]
PROCEDIMIENTO PARA LA FABRICACION DE DISCOS PULIDORES Y DISCOS OBTENIDOS A PARTIR DE ESTE PROCEDIMIENTO., del 16 de Marzo de 1998, de SARRA CODINA, M. DOLORES RAMOS DE LA FE, M. DEL CARMEN: PROCEDIMIENTO PARA LA FABRICACION DE DISCOS PULIDORES Y DISCOS OBTENIDOS A PARTIR DE ESTE PROCEDIMIENTO. CONSISTE EN COLOCAR UN VASTAGO ES UNA PLATAFORMA . EN EL […]
PULIDORA DE PERFILES PARA CARPINTERIA O TRABAJOS AFINES, ADAPTABLE A CUALQUIER PERFIL SIN NECESIDAD DE MECANIZADO PREVIO DE LA PULIDORA., del 16 de Mayo de 1992, de PEDROS BATLLE, AGUSTIN BELLOSTES BACH, MARI CARMEN: PULIDORA DE PERFILES PARA CARPINTERIA O TRABAJOS AFINES, ADAPTABLE A CUALQUIER PERFIL SIN NECESIDAD DE MECANIZADO PREVIO DE LA PULIDORA. EL PULIDO DE MOLDURAS […]