Método para el embalaje de artículos con una película de material plástico.
Un método para el embalaje de artículos (1 a 7) con una película (16) fabricada de material plástico,
utilizando una máquina de embalaje (10) equipada con dos dispositivos de soldadura transversal (18; 20) situados en sucesión a lo largo de una dirección longitudinal (F), caracterizada porque comprende las fases siguientes:
- posicionar dichos artículos (1 a 7) sobre una cinta transportadora (12) con empujadores que se mueve en una dirección longitudinal (F) activada por un motor (14);
- distanciar dichos artículos (1 a 7) por medio de un mecanismo adecuado, de manera que entre cada uno de dichos artículos (1 a 7) existe un espacio o paso constante;
- alimentar la película (16) destinada para envolver los artículos (1 a 7) a empaquetar, en la dirección de avance (F) de dicha cinta transportadora (12);
- soldar longitudinalmente la película (16), en la dirección de avance (F) de la cinta transportadora (12), para formar una envoltura tubular que envuelve dichos artículos (1 a 7) alineados a lo largo de dicha cinta transportadora (12);
- activar un grupo motor (38) - oscilador (42) del dispositivo de soldadura (20) situado aguas abajo en la dirección longitudinal (F) para soldar y separar dicha película (16) en la porción de espacio entre un artículo (2) y el artículo siguiente (39; y entonces
- activar el grupo motor (36) - oscilador (40) del dispositivo de soldadura (18) dispuesto aguas arriba en la dirección longitudinal (F) para soldar y separar dicha película (16) en la porción de espacio entre dicho artículo (3) y el artículo siguiente (4).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07111652.
Solicitante: SITMA MACHINERY S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Via Vignolese, 1910 41057 Spilamberto (MO) ITALIA.
Inventor/es: BALLESTRAZZI, ARIS, TASSI, LAMBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B59/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 59/00 Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento. › Disposiciones para permitir hacer reglajes durante el funcionamiento de la máquina.
- B65B9/06 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Encerrado de sucesivos objetos, o cantidades de material, en una banda plegada a lo largo o en una banda plegada en forma de tubo alrededor de objetos en cantidades de materiales.
PDF original: ES-2379889_T3.pdf
Fragmento de la descripción:
Metodo para el embalaje de artfculos con una pelfcula de material plastico La presente invención se refiere a un metodo para el embalaje de artfculos con una pelfcula fabricada de material plastico.
Como se conoce, los productos editoriales tales como libros, revistas o periódicos son empaquetados o bien individualmente o junto con otros productos similares o artilugios con pelfculas transparentes y no transparentes fabricadas de polietileno, PVC u otro material similar con el fin de protegerlos de dano externo y en cualquier caso garantizar la conservación adecuada durante el almacenamiento y en el transporte siguiente hasta que son comprados por parte del consumidor final.
El embalaje debe realizarse de tal manera que la pelfcula que forma el embalaje se adhiera al producto de la mejor manera posible, con el fin de protegerlo lo mejor posible y presentarlo al usuario en una forma estetica atractiva.
El equipo conocido para el embalaje de artfculos con una pelfcula de material plastico consta normalmente de un alimentador que transfiere continuamente los productos a empaquetar hasta una cinta transportadora. La cinta transportadora envfa entonces los productos hacia una estación de embalaje, en la que la pelfcula es alimentada para su arrollamiento.
Un primer dispositivo de soldadura longitudinal efectua el cierre de la pelfcula en una dirección de avance longitudinal de la cinta transportadora para formar una envoltura tubular que envuelve los productos alineados sobre la cinta. Finalmente, un dispositivo de soldadura transversal efectua el cierre en una dirección transversal de cada embalaje, separando los productos definitivamente embalados y preparados para la distribución.
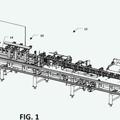
En algunos tipos conocidos de equipo, existen dos estaciones de soldadura transversales consecutivas, que se activan de forma alternativa para acelerar las operaciones de formación del embalaje. Sobre la base de un metodo de embalaje conocido incorporado en dichas maquinas, la estación de soldadura transversal situada aguas arriba con respecto a la dirección de avance de la cinta transportadora, es activada primero produciendo un embalaje en el que estan presentes temporalmente dos productos adyacentes. La estación de soldadura transversal situada aguas abajo es activado posteriormente para separar los dos productos uno del otro, formando los embalajes definitivos. Algunas fases de un metodo de este tipo se muestran, para fines ilustrativos, en la figura 1 de los dibujos adjuntos.
No obstante, uno de los inconvenientes que surge con este metodo de embalaje particular es debido al hecho de que cuando se efectua la primera soldadura transversal, existe una retirada de la envoltura tubular que envuelve temporalmente los dos productos, habiendo sido efectuada previamente ya la soldadura longitudinal de la pelfcula.
Esta condición de retirada con respecto a la dirección de avance de la cinta transportadora, indicada por la flecha ilustrada en la figura 2 de los dibujos adjuntos, puede conducir al debilitamiento de las soldaduras transversales de la envoltura, en particular en lo que se refiere a la primera soldadura de cabecera y tambien a un estiramiento excesivo del material de que esta hecha la pelfcula, con la formación consecuente de embalajes que tienen una resistencia escasa.
Ademas, puede suceder que los dos productos presentes en el embalaje se aproximen entre sf, es decir, que se reduzca la distancia o paso D pre-establecida entre productos contiguos sobre la cinta transportadora, y tambien se puede debilitar la soldadura transversal intermedia efectuada por la estación de soldadura situada aguas abajo.
Por lo tanto, un objetivo de la presente invención es proporcionar un metodo para el embalaje de artfculos con una pelfcula de material plastico, utilizando, en particular, una maquina equipada con dos estaciones de soldadura transversal, capaces de resolver los problemas de los metodos conocidos, evitando soldaduras transversales debiles que podrían poner en peligro un buen embalaje de los productos.
Otro objetivo de la invención es proporcionar un metodo para el embalaje de artfculos con una pelfcula de material plastico que se puede aplicar a maquinas de embalaje tradicionales con ajustes mfnimos.
Otro objetivo es proporcionar un metodo para el embalaje de artfculos con una pelfcula de material plastico que es 45 particularmente sencillo y funcional, con costes reducidos.
Estos objetivos de acuerdo con la presente invención se consiguen proporcionando un metodo para el embalaje de artfculos con una pelfcula de material plastico, como se especifica en la reivindicación 1.
Otras caracterfsticas de la invención se indican en las reivindicaciones dependientes.
Las caracterfsticas y ventajas de un metodo para el embalaje de artfculos con una pelfcula de material plastico de 50 acuerdo con la presente invención apareceran mas evidentes a partir de la siguiente descripción ilustrativa y no limitativa, con referencia a los dibujos esquematicos adjuntos, en los que:
La figura 1 es una representación esquematica de algunas fases de un metodo tradicional para el embalaje de artfculos con una pelfcula de plastico, utilizando una maquina de embalaje equipada con dos estaciones de soldadura transversal.
La figura 2 es una representación esquematica en detalle de una de las fases de soldadura transversal ilustradas en la figura 1.
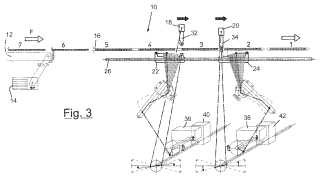
La figura 3 es una representación esquematica de una maquina de embalaje, equipada con dos estaciones de soldadura transversal, en la que se activa una primera fase del metodo para el embalaje de artfculos con una pelfcula de material plastico de acuerdo con la presente invención.
Las figuras 3A y 38 representan, respectivamente, las curvas de velocidad del motor y del oscilador asociados con las dos estaciones de soldadura transversal con referencia particular a la primera fase de embalaje ilustrada en la figura 3.
La figura 4 es una representación esquematica de una maquina de embalaje, equipada con dos estaciones de soldadura transversal, en la que se activa una segunda fase del metodo para el embalaje de artfculos con una pelfcula de material plastico de acuerdo con la presente invención; y Las figuras 4A y 48 representan, respectivamente, las curvas de velocidad del motor y del oscilador asociados con las dos estaciones de soldadura transversal con referencia particular a la segunda fase de embalaje ilustrada en la figura 4.
Con referencia en particular a las figuras 3 y 4, estas muestran de forma esquematica una maquina de embalaje, indicada en conjunto con 10, en la que se incorpora un metodo para el embalaje de artfculos con una pelfcula de material plastico de acuerdo con la presente invención.
Los artfculos, que deben embalarse, numerados de 1 a 7 comenzando desde el artfculo situado aguas abajo, estan posicionados sobre una cinta transportadora 12 equipada por empujadores, solamente ilustrados parcialmente y activados por un motor 14, que se mueve en la dirección indicada por las flechas F. Un mecanismos de rodillo y contra-rodillo adecuado (no mostrado) distancia los artfculos 1-7 unos de los otros, para que este presente un espacio o paso constante entre ellos.
Una pelfcula 16 de material plastico destinada para envolver los artfculos 1 a 7 a embalar es alimentada en la dirección de avance F de la cinta transportadora 12. La pelfcula 16 es soldada primero longitudinalmente, es decir, en la dirección F, para formar una envoltura tubular que envuelve los artfculos 1 a 7 alineados a lo largo de la cinta transportadora 12, y los artfculos 1 a 7 envueltos de esta manera llegan a una estación de soldadura transversal, que consta de un primer dispositivo de soldadura transversal 18 y un segundo dispositivo de soldadura transversal 20 situado aguas abajo, en la dirección de la flecha F, con respecto al primer dispositivo 18.
Cada uno de los dos dispositivos de soldadura transversal 18 y 20 esta montado, de una manera conocida, sobre carros 22 y 24 opuestos respectivos, capaces de moverse a lo largo de un carril 26 coaxialmente con respecto a la cinta transportadora 12 y situado debajo de la misma. Un yunque 28, 30 esta situado sobrecada carro 22, 24, capaz de oponerse a la acción de la cabeza de soldadura 32, 34 de cada dispositivo 18, 20 durante la acción de soldadura y corte de la pelfcula 16.
Un motor 36, 38 y un oscilador 40, 42 relativo estan asociados con cada uno de los dos dispositivos de soldadura transversal... [Seguir leyendo]
Reivindicaciones:
1. Un metodo para el embalaje de artfculos (1 a 7) con una pelfcula (16) fabricada de material plastico, utilizando una maquina de embalaje (10) equipada con dos dispositivos de soldadura transversal (18; 20) situados en sucesión a lo largo de una dirección longitudinal (F) , caracterizada porque comprende las fases siguientes:
- posicionar dichos artfculos (1 a 7) sobre una cinta transportadora (12) con empujadores que se mueve en una dirección longitudinal (F) activada por un motor (14) ;
- distanciar dichos artfculos (1 a 7) por medio de un mecanismo adecuado, de manera que entre cada uno de dichos artfculos (1 a 7) existe un espacio o paso constante;
- alimentar la pelfcula (16) destinada para envolver los artfculos (1 a 7) a empaquetar, en la dirección de avance (F) de dicha cinta transportadora (12) ;
- soldar longitudinalmente la pelfcula (16) , en la dirección de avance (F) de la cinta transportadora (12) , para formar una envoltura tubular que envuelve dichos artfculos (1 a 7) alineados a lo largo de dicha cinta transportadora (12) ;
- activar un grupo motor (38) - oscilador (42) del dispositivo de soldadura (20) situado aguas abajo en la dirección longitudinal (F) para soldar y separar dicha pelfcula (16) en la porción de espacio entre un artfculo (2) y el artfculo siguiente (39; y entonces
- activar el grupo motor (36) -oscilador (40) del dispositivo de soldadura (18) dispuesto aguas arriba en la dirección longitudinal (F) para soldar y separar dicha pelfcula (16) en la porción de espacio entre dicho artfculo (3) y el artfculo siguiente (4) .
2. El metodo de acuerdo con la reivindicación 1, caracterizado porque la tasa de rotación del motor (36; 38) y el oscilador (40; 42) de cada dispositivo de soldadura transversal (18; 20) es variable con respecto a la tasa de rotación del motor (14) que mueve dicha cinta transportadora (12) hacia delante.
3. El metodo de acuerdo con la reivindicación 2, caracterizado porque la tasa de rotación de dichos motores (36; 38) se establece en la mitad de la tasa de rotación de dicho motor (14) .
4. El metodo de acuerdo con la reivindicación 2, caracterizado porque la tasa de rotación de dichos motores (36; 38) se incrementa cuando cada uno de dichos dispositivos (18; 20) esta en la fase de soldadura, para compensar posibles movimientos longitudinales de dicha pelfcula (16) con respecto al plano de dicha cinta transportadora (12) .
5. El metodo de acuerdo con la reivindicación 2, caracterizado porque la tasa de rotación de dichos osciladores (40; 42) se incrementa cuando cada uno de dichos dispositivos (18; 20) esta en la fase de soldadura.
6. El metodo de acuerdo con la reivindicación 1, caracterizado porque cada uno de dichos dispositivos de soldadura transversal (18; 20) es capaz de desplazarse en una dirección longitudinal (F) con respecto a dicha cinta transportadora (12) .
7. El metodo de la reivindicación 6, caracterizado porque el grado de traslación de cada uno de dichos dispositivos de soldadura transversal (18; 20) es variable con relación a la longitud de los artfculos (1 a 7) que deben empaquetarse y el espacio o paso de embalaje entre dichos artfculos (1 a 7) .
Patentes similares o relacionadas:
Máquina de empaquetado por termosellado, del 4 de Marzo de 2020, de CAVANNA S.P.A.: Una máquina de empaquetado por termosellado que comprende: • un bastidor de soporte , • un transportador horizontal configurado […]
Sistemas y métodos de transportador mecánico y envasado de alimentos, del 8 de Enero de 2020, de INTERCONTINENTAL GREAT BRANDS LLC: Un aparato de envasado de productos alimenticios que comprende: un transportador mecánico corriente arriba que transporta artículos […]
Aparato de envasado, del 27 de Noviembre de 2019, de Omori Machinery Co., Ltd: Un aparato de envasado que comprende: un dispositivo de transporte configurado para transportar un producto encerrado en una […]
Aparato de embalaje con conjunto de evacuación y procedimiento de embalaje, del 7 de Junio de 2019, de CRYOVAC, INC.: Un aparato de embalaje, que comprende: una unidad de control; una estación de carga configurada para colocar una película tubular […]
Envase y método para fabricarlo, del 13 de Febrero de 2019, de KRAFT FOODS R & D, INC.: Un método de fabricación de un envase que comprende las etapas de: a) proporcionar un material de envasado; b) formar líneas de pliegue y/o cortes […]
SISTEMA DE EMPAQUETADO DE PELÍCULA PLÁSTICA TUBULAR, del 30 de Agosto de 2018, de UNIVERSIDAD IBEROAMERICANA, A.C: Sistema de empaquetado de película plástica tubular que comprende una base, elementos guía unidos de manera fija a la base, un medio de accionamiento unido pivotalmente […]
Máquina empaquetadora de bolsas termo-soldadas, del 27 de Septiembre de 2017, de CAVANNA S.P.A.: Una máquina empaquetadora de bolsas termo-soldadas que comprende: - un bastidor de soporte que incluye dos columnas delanteras , una placa […]
 Conjunto de barras de sellado accionadas magnéticamente para máquinas envasadoras, del 28 de Julio de 2017, de KHS USA INC: Conjunto de barras de sellado accionadas magnéticamente para máquinas envasadoras.
Un conjunto de barras de sellado para una máquina envasadora […]
Conjunto de barras de sellado accionadas magnéticamente para máquinas envasadoras, del 28 de Julio de 2017, de KHS USA INC: Conjunto de barras de sellado accionadas magnéticamente para máquinas envasadoras.
Un conjunto de barras de sellado para una máquina envasadora […]