Método para bobinar y retirar rollos sin núcleo de un husillo.
Un método para bobinar y retirar un rollo (12) sin núcleo de películas (10) de plástico extensibles o pre-estiradas bobinadas sobre un husillo (11) que comprende las etapas de:
proveer al husillo (11) de una cámara de (11P) de aire que tiene unas perforaciones (34) en una pared periférica (11W);
bobinar la película (10) de plástico extensible o pre-estirada directamente sobre la pared perforada (11W) del husillo (11) para formar un rollo (12);
en la retirada de un rollo (12) bobinado, causar una expansión radial de algunas vueltas internas del rollo (12), mediante la alimentación de un flujo de aire presurizado a través de la cámara (11P) de aire y de la pared perforada (11W) del husillo (11) a las vueltas internas del rollo (12) para desacoplar las vueltas internas del rollo (12) de la pared perforada (11W) del husillo; y caracterizado por prevenir el aplastamiento de las vueltas internas del rollo (12) durante la retirada mediante el control de la caída de presión dentro de la cámara (11P) y del flujo de aire cambiando el caudal de aire que emerge de las perforaciones (34), desde un extremo trasero a un extremo delantero de la pared perforada (11W).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/005369.
Solicitante: NO.EL. S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA G. LEOPARDI 30 28060 SAN PIETRO MOSEZZO NO ITALIA.
Inventor/es: PELLENGO GATTI,Roberto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H18/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 18/00 Enrollado de bandas. › por el interior.
PDF original: ES-2378825_T3.pdf
Fragmento de la descripción:
Metodo para bobinar y retirar rollos sin nucleo de un husillo Antecedentes de la invención Esta invención se refiere a la producción de rollos sin nucleo, segun la cual una pelfcula de material de plastico se bobina directamente sobre un husillo, y en particular la invención se dirige a un metodo de bobinado y retirada de un rollo sin nucleo de un husillo de bobinar a un husillo asistido por presión de aire y a un aparato neumatico, disenado para permitir el bobinado y la retirada de rollos sin nucleo del husillo, de una manera muy sencilla.
Tecnica actual Las pelfculas de plastico extensibles y termorretractiles, bobinadas en rollos, se usan normalmente para empaquetar y envolver cargas o artfculos colocados en plataformas.
En la formación de rollos, una pelfcula de plastico procedente directamente de una cadena de producción, o de un rollo de grandes dimensiones, se bobina normalmente en rollos de pequenas dimensiones, soportando a los rollos durante el bobinado mediante un nucleo tubular apropiado de un material rígido, previamente instalado en un husillo rotatorio; al terminar un rollo, este se puede retirar simplemente extrayendolo, axialmente del husillo, junto con el nucleo de soporte tubular.
Generalmente se requiere el uso de nucleos de soporte tubulares de un material de plastico o de cartón porque, ademas de facilitar el bobinado de la pelfcula de plastico, ayuda a mantener una forma estable del rollo y a extraerlo o retirarlo facilmente del husillo.
Sin embargo, la tendencia actual es eliminar el uso de nucleos para bobinar rollos de pelfcula de plastico, tanto con el fin de reducir costes, como para eliminar diversos problemas con respecto a la adquisición, el transporte y el almacenamiento en el almacen de los nucleos tubulares, antes de usarlos.
En este sentido, se ha sugerido en diversas ocasiones eliminar el uso de los nucleos tubulares usuales y formar rollos sin nucleo mediante el bobinado de la pelfcula de plastico directamente sobre un husillo expandible, como se describe, por ejemplo, en el documento EP-A-1 001 908 o en el documento EP- A1-0831047.
Segun el primer documento, se hace uso de un husillo o mandril expandible, capaz de asumir dos diametros o configuraciones diferentes. En particular, el husillo comprende un cuerpo tubular y una vejiga hinchable, capaz de sobresalir a traves de unas ranuras longitudinales del cuerpo del husillo, durante el bobinado, para soportar el rollo de pelfcula de plastico; tras la terminación de un rollo, la vejiga interna se deshincha y el diametro del husillo se reduce para permitir que se retire el rollo; se ha sugerido tambien usar unos husillos mecanicamente expandibles.
Una solución de este tipo demuestra ser un poco compleja y diffcil de usar con diferentes tipos de husillos, especialmente con husillos de grandes dimensiones, en el sentido de que no permite un control adecuado del diametro del rollo, debido a una posible fluencia elastica de la vejiga interna que sobresale de las ranuras longitudinales, como consecuencia de la tensión de bobinado de la pelfcula de plastico.
Objetos de la invención El principal objeto de esta invención es proveer un metodo para bobinar y retirar rollos de pelfcula de plastico, del tipo sin nucleo, que hace uso de un husillo asistido por presión de un diseno especial, por el que se hace posible bobinar la pelfcula de plastico directamente sobre la superficie cilfndrica exterior de un cuerpo tubular, para producir rollos sin nucleo de un modo extremadamente controlado, al mismo tiempo que se asegura la constancia en la forma de los rollos, y su facil retirada.
Breve descripción de la invención Lo anteriormente expuesto se consigue por medio de un metodo segun la reivindicación 1.
El husillo comprende:
un cuerpo hueco alargado, provisto de una camara tubular que se extiende longitudinalmente hasta una pared periferica cuya pared tiene una superficie exterior de bobinado;
una pluralidad de perforaciones que se abren hacia fuera de la camara tubular sobre una superficie exterior de la pared periferica; y una junta neumatica conformada para soportar de forma rotatoria al husillo y para conectar la camara tubular del husillo a una fuente de aire presurizado.
Los agujeros o perforaciones de salida de aire se pueden disponer y orientar sobre la paredperiferica del cuerpo del husillo de cualquier manera con respecto a un eje longitudinal del husillo.
En particular, los agujeros de salida de aire se pueden alinear en filas de agujeros dispuestas paralelamente al eje longitudinal del husillo, o dispuestas helicoidalmente, en un paso constante o variable, segun los requisitos.
El numero de agujeros, su disposición en la pared periferica, y sus areas de sección transversal para la circulación del aire, se deben elegir de tal manera que causen una distribución controlada del aire presurizado en la camara tubular del husillo, con el fin de evitar una cafda excesiva de presión en la sección final de la camara en el extremo opuesto al lado de admisión para el aire presurizado. Por tanto, el numero o las distancias entre agujeros o perforaciones, o las dimensiones de los propios agujeros, podrían variar a lo largo del mismo husillo, o en husillos de tipos diferentes, para bobinar rollos de diferentes pelfculas de plastico; por ejemplo, los agujeros se podrían distribuir uniformemente sobre el cuerpo del husillo, o agruparse en una o mas areas de pared.
La pared perforada del husillo podría consistir tambien en un material ceramico sinterizado poroso o en un material metalico, en una placa microperforada o en una rejilla o red de malla fina; por regla general, para la presente invención, el area perforada total del husillo deberfa ser igual o menor que el area de la sección transversal de un conducto de alimentación para el flujo de aire presurizado en un extremo de la camara tubular del husillo.
Breve descripción de los dibujos Las anteriores y otras caracterfsticas del metodo reivindicado seran evidentes con mas claridad a partir de la descripción siguiente, con referencia a los dibujos adjuntos, en los que:
La Figura 1 muestra esquematicamente un aparato para bobinar rollos sin nucleo de pelfcula de plastico;
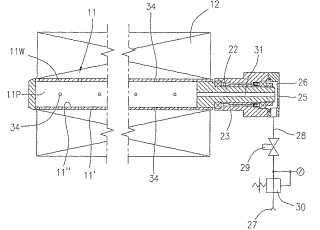
La Figura 2 muestra una vista en corte transversal longitudinal de un husillo, a lo largo de la lfnea 2-2 de la Figura 1, y un rollo sin nucleo durante el bobinado de una pelfcula de plastico;
La Figura 3 muestra un detalle a escala ampliada de la junta neumatica de la Figura 2;
La Figura 4 muestra una disposición preferente de los orificios de salida de aire para un husillo;
La Figura 5 muestra una vista en corte transversal similar a la de la Figura 2, durante la retirada de un rollo;
La Figura 6 muestra un aparato con un doble husillo;
La Figura 7 es un diagrama de flujo que describe el metodo segun la invención.
Descripción detallada de la invención En la Figura 1, se ha usado el numero 10 de referencia para indicar una pelfcula extensible o una pelfcula de plastico pre-estirada que debe bobinarse sobre un husillo 11 para formar un rollo 12 de una manera conocida per se.
El aparato de la Figura 1 comprende, por ejemplo, una unidad de alimentación para una pelfcula 10, que incluye un primer rodillo de tracción 13 accionado por un motor electrico 14, y un rodillo de presión 15 soportado para rotar en vacfo.
La pelfcula de plastico 10, en la Figura 1, se esta moviendo hacia dos miembros de guiado 18, 19 para formar un bucle 10' sostenido de un modo flotante, por ejemplo, por un flujo de aire generado por una boquilla 17, en una posición entre los dos rodillos de guiado 18, 19; la pelfcula 10 experimenta un esfuerzo de tracción por un tambor 20, accionado por un motor electrico 21, que se controla apropiadamente con respecto al motor electrico 14 del rodillo de tracción 13 de la unidad de alimentación, mediante una unidad de control electrónico que no se ha mostrado.
El husillo 11 podría estar soportado para rotar en vacfo, mediante un brazo móvil, que no se ha mostrado, por el cual el rollo 12, durante su bobinado, puede forzarse contra el tambor de tracción 20, causando que el mismo rollo 12 rote con una velocidad periferica constante.
El rollo 12 de pelfcula de plastico se bobina directamente sobre la superficie exterior del husillo 11, sin ningun nucleo que lo soporte; Por tanto tras la... [Seguir leyendo]
Reivindicaciones:
1.Un metodo para bobinar y retirar un rollo (12) sin nucleo de pelfculas (10) de plastico extensibles o pre-estiradas bobinadas sobre un husillo (11) que comprende las etapas de:
proveer al husillo (11) de una camara de (11P) de aire que tiene unas perforaciones (34) en una pared 5 periferica (11W) ;
bobinar la pelfcula (10) de plastico extensible o pre-estirada directamente sobre la pared perforada (11W) del husillo (11) para formar un rollo (12) ;
en la retirada de un rollo (12) bobinado, causar una expansión radial de algunas vueltas internas del rollo (12) , mediante la alimentación de un flujo de aire presurizado a traves de la camara (11P) de aire y de la pared perforada (11W) del husillo (11) a las vueltas internas del rollo (12) para desacoplar las vueltas internas del rollo (12) de la pared perforada (11W) del husillo; y caracterizado por prevenir el aplastamiento de las vueltas internas del rollo (12) durante la retirada mediante el control de la cafda de presión dentro de la camara (11P) y del flujo de aire cambiando el caudal de aire que emerge de las perforaciones (34) , desde un extremo trasero a un extremo delantero de la pared perforada (11W) .
2. El metodo segun la reivindicación 1, caracterizado por mantener la alimentación del aire presurizado durante al menos parte de la etapa de extracción del rollo (12) .
3. El metodo segun la reivindicación 2, caracterizado por mantener la alimentación del aire presurizado, a lo largo de toda la etapa de extracción del rollo (12) .
4. El metodo segun la reivindicación 1, caracterizado por controlar la presión del aire alimentado al husillo (11) , 20 durante la retirada del rollo (12) .
5. El metodo segun la reivindicación 1, caracterizado por controlar el flujo de aire mediante el incremento del numero de perforaciones (34) desde el extremo trasero hasta el extremo delantero de la pared periferica (11W) .
6. El metodo segun la reivindicación 1, caracterizado por controlar el flujo de aire mediante el incremento del diametro de las perforaciones (34) desde el extremo trasero hasta el extremo delantero de la pared periferica (11W) .
7. El metodo segun la reivindicación 1, caracterizado por controlar el flujo de aire mediante la reducción del espacio entre las perforaciones (34) , en la dirección longitudinal del husillo (11) .
Patentes similares o relacionadas:
Procedimiento y aparato para la producción de rollos de papel sin núcleo, del 17 de Abril de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Rollo de material de banda devanado que comprende un mandril alargado y una banda enrollada de manera convolutiva alrededor del mandril, caracterizado porque […]
EJE DE ARROLLAMIENTO POR FRICCION, ESPECIALMENTE PARA MAQUINAS CORTADORAS Y BOBINADORAS DE RODILLOS., del , de KAMPF GMBH & CO. MASCHINENFABRIK: Eje de arrollamiento por fricción, especialmente para máquinas cortadoras y bobinadoras de rodillos. Cuenta con un eje de accionamiento central , con ranuras longitudinales […]
DISPOSITIVO PARA EL ARROLLAMIENTO DE MATERIAL PLANO FLEXIBLE., del 16 de Noviembre de 1996, de VON ROLL HOLDING AG: UN MATERIAL EN FORMA DE BANDA, A MODO DE EJEMPLO EL EMBALAJE DE UN ROLLO DE PAPEL, A TRAVES DE LA INTRODUCCION DE SU BORDE FRONTAL EN UNA RANURA AXIAL DE UN NUCLEO […]
EQUIPO PARA LA COLOCACION DESMONTABLE DE UN NUCLEO DE ARROLLAMIENTO DE UN RODILLO DE BANDA, del 16 de Enero de 1996, de WELLA AKTIENGESELLSCHAFT: EQUIPO PARA LA COLOCACION DESMONTABLE DE UN NUCLEO DE ARROLLAMIENTO DE UN RODILLO DE BANDA SOBRE UN MANDRIL POR MEDIO DE UN EQUIPO DE CAMBIO APOYADO DE FORMA ELASTICA, […]
DISPOSITIVO DE APOYO PARA EJES, EN PARTICULAR EJES DE APRETAR DE BOBINADORAS., del 16 de Septiembre de 1995, de SZOCS, DEZSO: EL DISPOSITIVO DE SOPORTE PARA EJES ESTA DETERMINADO EN PARTICULAR PARA EJES DE SUJECION DE BOBINADORAS Y ABARCA UNA CARCASA DE APOYO FIJA O AJUSTABLE […]
DISPOSITIVO DE SUJECION., del 16 de Junio de 1993, de MASCHINENFABRIK GOEBEL GMBH: PARA ASIR DE FORMA QUE PUEDA SOLTARSE TUBOS CENTRALES O SIMILARES, SE PROPONEN SEGMENTOS DE TENSION QUE PUEDAN FIJARSE EN UN DISPOSITIVO DE TENSION.
 PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MÁQUINAS PARA ENROLAR MALLAS DE ARMADURAS Y OTRAS REJILLAS O REDES METÁLICAS, del 1 de Marzo de 1963, de H. A. SCHLATTER, A. G.: Perfeccionamientos introducidos en las máquinas para enrollar mallas de armaduras y otras rejillas o redes metálicas soldadas por puntos, caracterizadas por dos cuerpos […]
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MÁQUINAS PARA ENROLAR MALLAS DE ARMADURAS Y OTRAS REJILLAS O REDES METÁLICAS, del 1 de Marzo de 1963, de H. A. SCHLATTER, A. G.: Perfeccionamientos introducidos en las máquinas para enrollar mallas de armaduras y otras rejillas o redes metálicas soldadas por puntos, caracterizadas por dos cuerpos […]
HORQUILLA PARA MAQUINA ENROLLADORA DE BANDAS CONTINUAS, del 1 de Enero de 2007, de CONSTRUCCIONES ELECTROMECANICAS DEL TER, S.A. COEMTER: 1. Horquilla para máquina enrolladora de bandas continuas, caracterizada esencialmente porque consta de una base rectangular , acoplable por uno de sus […]