Dispositivo de laminación para una laminación en línea de una banda de acero fabricada particularmente mediante una colada de banda de dos rodillos.
Dispositivo de laminación para una laminación en línea de una banda de acero fabricada particularmentemediante una colada de banda de dos rodillos,
que presenta al menos dos unidades de laminación (20, 30)con rodillos de trabajo (21, 31) que laminan la banda de acero (11) y rodillos de apoyo (22, 32) quesoportan estos rodillos de trabajo, que están sujetos de manera que pueden girar en cajas del cojinete (23,24, 33, 34), estando asignado a una respectiva unidad de laminación (20, 30) un rodillo de trabajo (21, 31)que se encuentra por encima o por debajo de la banda de acero (11) y en cada caso un rodillo de soporte(22, 32) unido de manera giratoria con este rodillo de trabajo, en el que se encuentran respectivamente losrodillos de trabajo y de apoyo con sus ejes de giro en un plano (20', 30') que discurre de maneraperpendicular a la extensión de la banda de acero (11),
caracterizado por que
al menos dos unidades de laminación (20, 30) están dispuestas directamente una sobre la otra en unaconstrucción de bastidor (15) de una o varias partes, y un respectivo rodillo de apoyo (22, 32) junto con elrodillo de trabajo unido de manera giratoria (21, 31) está colocado de manera giratoria en ambos lados enuna respectiva caja del cojinete (23, 24, 33, 34), pudiéndose ajustar en altura la respectiva caja del cojinete(23, 24, 33, 34) mediante un accionamiento en el plano (20', 30') que discurre de manera perpendicular a laextensión de la banda de acero (11).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/001675.
Solicitante: Main Management Inspiration AG.
Nacionalidad solicitante: Suiza.
Dirección: Sonnhaldenstrasse 51 6052 Hergiswil SUIZA.
Inventor/es: MARTI,Heinrich, TURLEY,John.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B13/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › para laminar el metal inmediatamente después de la colada continua (métodos correspondientes B21B 1/46; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
PDF original: ES-2385253_T3.pdf
Fragmento de la descripción:
Dispositivo de laminación para una laminación en línea de una banda de acero fabricada particularmente mediante una colada de banda de dos rodillos La invención se refiere a un dispositivo de laminación para una laminación en línea de una banda de acero fabricada particularmente mediante una colada de bandas de dos rodillos, según el preámbulo de la reivindicación 1.
Con la colada de bandas conocida, particularmente la colada de bandas de dos rodillos o colada en banda, pueden colarse en comparación con la colada de desbaste delgado convencional fácilmente bandas más delgadas en el intervalo de 0, 5 a algunos milímetros de espesor. Con ello ya no se requiere reducir el espesor por laminación de las bandas coladas muchas veces por medio de laminadoras en caliente o laminadoras enfrío separadas, tal como por ejemplo en caso de chapas que han de fabricarse en espesor de algunas décimas de milímetros.
Mediante la colada de bandas puede usarse este procedimiento de laminación en línea, en el que las bandas coladas pueden laminarse directamente tras la colada aún en estado caliente a temperaturas de aproximadamente 900º-1200ºC, lo que representa un procedimiento muy eficaz.
Un dispositivo de laminación que se forma genéricamente para una laminación en línea con al menos dos unidades de laminación, a las que está asignado respectivamente un rodillo de trabajo que se encuentra por encima y por debajo de la banda de acero y en cada caso un rodillo de apoyo unido de manera giratoria a este rodillo de trabajo, encontrándose respectivamente los rodillos de trabajo y de apoyo con sus ejes de giro en un plano que discurre de manera perpendicular a la extensión de la banda de acero, se da a conocer por ejemplo en el documento JP-A 09001209.
Las cajas de laminación en caliente hasta ahora están construidas de manera muy voluminosa, y debido a ello resultan entre las unidades individuales distancias relativamente grandes de hasta varios metros. De ello resulta la dificultad de que se producen pérdidas de temperatura demasiado altas entre las unidades.
En comparación con laminadoras convencionales, las velocidades de banda en caso de laminación en línea de la banda colada son varias veces más pequeñas, en lugar de aproximadamente 20 m/s sólo por ejemplo de aproximadamente 0, 5 a 2, 0 m/s. Tal como en caso de las cajas de laminación convencionales, las fuerzas de laminación son muy altas, de modo que los dispositivos de laminación deben diseñarse correspondientemente de manera estable.
Debido a ello, la invención se basó en el objetivo de crear un dispositivo de laminación que esté diseñado mediante una construcción sencilla y económica y por medio del cual la banda de acero colada se lamine en el momento óptimo.
Este objetivo se soluciona según la invención mediante un dispositivo de laminación con las características de la reivindicación 1.
Con esta configuración según la invención de un dispositivo de laminación se garantiza que las temperaturas de laminación entre las unidades de laminación difieren solo de manera insignificante y con ello la banda de acero no necesita calentarse para la laminación, y que los rodillos de trabajo permiten también en caso de carga alta de manera duradera una reducción del espesor por laminación uniforme dentro de las tolerancias necesarias. Esto se soluciona en el sentido de la invención mediante una construcción sencilla y económica.
La invención prevé además intercambiar los rodillos de trabajo, sin que deba interrumpirse la laminación, es decir que pueden cambiarse casi sin contacto.
Un ejemplo de realización de la invención así como ventajas adicionales de la misma se explican en más detalle a continuación por medio del dibujo. Muestran:
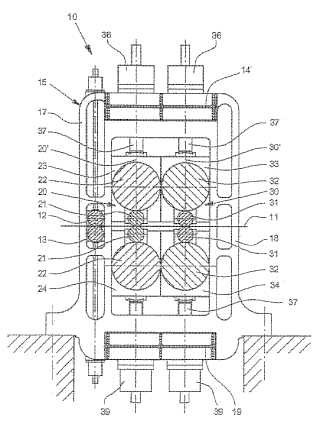
la figura 1 un dispositivo de laminación según la invención representado en vista lateral esquemática, la figura 2 una vista frontal del dispositivo de laminación según la figura 1, y la figura 3 una representación esquemática de una instalación de colada con el dispositivo de laminación.La figura 1 y la figura 2 muestran un dispositivo de laminación 10 para una laminación en línea de una banda de acero 11 fabricada particularmente mediante una colada de banda de dos rodillos, tal como puede deducirse esto también de la figura 3. Este dispositivo de laminación 10 está dispuesto a una distancia a los rodillos de colada 41, 42 que generan la banda de acero 11 tal que la banda de acero 11 está suficientemente enfriada. También sería posible enfriar adicionalmente la banda de acero 11 mediante paneles de refrigeración, no mostrados en más detalle, delante de la entrada en el dispositivo de laminación 10. Estos paneles de refrigeración podrían activarse de manera que con ellos podría ajustarse la temperatura de alimentación de la banda de acero hasta una temperatura seleccionable, lo más constante posible a lo largo de la anchura.
Están previstas dos unidades de laminación 20 y 30 que presentan respectivamente un rodillo de trabajo 21, 31 que se encuentra por encima y por debajo de la banda de acero 11 y en cada caso un rodillo de apoyo 22, 32 unido de manera giratoria con este rodillo de trabajo 21, 31. Estos rodillos de trabajo 21, 31 y rodillos de apoyo 22, 32 se encuentran con sus ejes de giro ventajosamente en un plano 20’, 30’ que discurre de manera perpendicular a la extensión de la banda de acero 11. Los rodillos de trabajo 21, 31 pueden acoplarse con ejes de accionamiento 21’, 31’ indicados de un elemento de accionamiento. En principio podrían accionarse también los rodillos de apoyo o ambos, los rodillos de trabajo y los de apoyo.
Según la invención están dispuestas las dos unidades de laminación 20, 30 directamente una sobre la otra en una construcción de bastidor 15. Esto da como resultado la ventaja de que por un lado la banda de acero 11 se enfría solo de manera insignificante desde un rodillo de trabajo 21, 31 hasta el otro. Además se requiere con esta disposición del dispositivo de laminación en comparación con laminadoras convencionales también muy poco espacio y con ello resultan ahorros de costes sustanciales.
La construcción de bastidor 15 está formada por cuatro columnas 16, 17, 18 verticales dispuestas a una distancia entre sí y almas transversales 14, 19 que unen éstas. Sin embargo podría estar configurada también como una carcasa o un bastidor similar a carcasa, estando rodeados los rodillos por ésta a este respecto. Esto sería adecuado particularmente entonces cuando la banda de acero se mantuviera en una cámara de inertización prevista dentro de la carcasa del bastidor.
Un respectivo rodillo de apoyo 22, 32 está colocado de manera giratoria junto con el rodillo de trabajo 21, 31 unido de manera giratoria con el mismo a ambos lados en una respectiva caja del cojinete 23, 24, 33, 34. Según esto están previstos arriba y abajo en cada caso dos cajas de cojinete 23, 33 que pueden ajustarse en altura mediante una columna de accionamiento 37 con un accionamiento 36 fijado al alma transversal superior 14 de la construcción de bastidor 15, por ejemplo un accionamiento de husillo que actúa de manera electromecánica o uno que actúa de manera hidráulica, en este plano 20’, 30’ que discurre de manera perpendicular a la extensión de la banda de acero 11. También están colocados de manera giratoria los rodillos inferiores 21, 22, 31, 32 a ambos lados en una respectiva caja del cojinete 33, 34, estando acoplada esta caja del cojinete 33, 34 a su vez a una columna de accionamiento 37 de un accionamiento 39 fijado al alma transversal 19 de la construcción de bastidor 15.
Las cajas del cojinete superior o inferior 23, 24, 33, 34 están guiadas en el lado interior directamente una contra la otra y en el lado exterior a una respectiva columna 17, 18. Entre estas cajas del cojinete 23, 33 ó 24, 34 están presentes con ventaja células de medición no mostradas en más detalle que miden y evalúan una fuerza horizontal que actúa en dirección de la banda de acero 11 entre estas cajas del cojinete, de manera que en caso de rebasamiento de una fuerza horizontal predeterminada se adapta el número de revoluciones de los rodillos de trabajo 21, 31 desde una unidad de laminación 20, 30 a la otra, para reducir esta fuerza horizontal hasta cero o una fuerza horizontal predeterminada.
Mediante el diseño de los rodillos de trabajo superiores o inferiores 22, 32 ó 21, 31 que puede elevarse o hundirse por medio de los accionamientos 36, 39 pueden intercambiarse... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de laminación para una laminación en línea de una banda de acero fabricada particularmente mediante una colada de banda de dos rodillos, que presenta al menos dos unidades de laminación (20, 30)
con rodillos de trabajo (21, 31) que laminan la banda de acero (11) y rodillos de apoyo (22, 32) que soportan estos rodillos de trabajo, que están sujetos de manera que pueden girar en cajas del cojinete (23, 24, 33, 34) , estando asignado a una respectiva unidad de laminación (20, 30) un rodillo de trabajo (21, 31) que se encuentra por encima o por debajo de la banda de acero (11) y en cada caso un rodillo de soporte (22, 32) unido de manera giratoria con este rodillo de trabajo, en el que se encuentran respectivamente los rodillos de trabajo y de apoyo con sus ejes de giro en un plano (20’, 30’) que discurre de manera perpendicular a la extensión de la banda de acero (11) , caracterizado por que al menos dos unidades de laminación (20, 30) están dispuestas directamente una sobre la otra en una construcción de bastidor (15) de una o varias partes, y un respectivo rodillo de apoyo (22, 32) junto con el rodillo de trabajo unido de manera giratoria (21, 31) está colocado de manera giratoria en ambos lados en una respectiva caja del cojinete (23, 24, 33, 34) , pudiéndose ajustar en altura la respectiva caja del cojinete (23, 24, 33, 34) mediante un accionamiento en el plano (20’, 30’) que discurre de manera perpendicular a la extensión de la banda de acero (11) .
2. Dispositivo de laminación según la reivindicación 1,
caracterizado por que
las cajas del cojinete superior o inferior (23, 24, 33, 34) de las unidades de laminación (20, 30) están guiadas una contra la otra y están presentes entre éstas células de medición que miden y evalúan una fuerza horizontal que actúa en dirección de la banda de acero entre estas cajas del cojinete (23, 24, 33, 34) , de manera que en caso de rebasamiento de una fuerza horizontal predeterminada, el número de revoluciones de los rodillos de trabajo (22, 32) se adapta desde una unidad de laminación (20, 30) hasta la otra, para reducir esta fuerza horizontal hasta cero o una fuerza horizontal predeterminada.
3. Dispositivo de laminación según la reivindicación 1 ó 2, caracterizado por que la construcción de bastidor (15) está formada por cuatro columnas (16, 17, 18) dispuestas de manera perpendicular a una distancia entre sí y almas transversales (14, 19) que unen éstas, estando guiadas en altura las cajas del cojinete (23, 24, 33, 34) por pares entre dos columnas (16, 17, 18) .
4. Dispositivo de laminación según una de las reivindicaciones anteriores 1 a 3, caracterizado por que
adicionalmente está previsto un par de rodillos de alimentación (12, 13) antepuesto a las unidades de laminación (20, 30) , que está colocado preferentemente en la construcción de bastidor (15) .
5. Dispositivo de laminación según una de las reivindicaciones anteriores 1 a 4, caracterizado por que la banda de acero (11) que discurre por las unidades de laminación (20, 30) puede protegerse mediante un gas protector inertizante.
6. Dispositivo de laminación según una de las reivindicaciones anteriores 1 a 5, caracterizado por que delante de las unidades de laminación (20, 30) están previstos al menos uno, preferentemente varios paneles de refrigeración que actúan por toda la anchura de la banda de acero (11) , que pueden activarse
45 de manera que puede ajustarse con ello la temperatura de alimentación de la banda de acero (11) en las unidades de laminación (20, 30) .
7. Dispositivo de laminación según una de las reivindicaciones anteriores 1 a 6, caracterizado por que los rodillos de trabajo (21, 31) de una de las dos unidades de laminación (20, 30) pueden intercambiarse durante la colada.
8. Dispositivo de laminación según una de las reivindicaciones anteriores 1 a 7, caracterizado por que los rodillos de trabajo (21, 31) están dispuestos de manera que pueden desplazarse en su dirección de eje con el fin de conseguir un desgaste uniforme, estando dispuestos los dos rodillos de trabajo de manera que
55 pueden desplazarse preferentemente en la misma dirección.
9. Dispositivo de laminación según una de las reivindicaciones anteriores 1 a 8, caracterizado por que la construcción de bastidor (15) está configurada como una carcasa o un bastidor similar a carcasa.
10. Dispositivo de laminación según una de las reivindicaciones anteriores 1 a 8, caracterizado por que se produce el número de revoluciones del primer par de rodillos de trabajo (21) que llega a estar en contacto con la banda de acero (11) dependiendo del número de revoluciones de rodillos de colada y el número de revoluciones del siguiente par de rodillos de trabajo (31) dependiendo del número de revoluciones del par de rodillos de trabajo (21) antepuesto.
11. Dispositivo de laminación según una de las reivindicaciones anteriores 1 a 10, caracterizado por que varias construcciones de bastidor (15) de este tipo están dispuestas una detrás de la otra con respectivamente dos unidades de laminación (20, 30) .
REFERENCIAS CITADAS EN LA DESCRIPCIÓN
Esta lista de referencias citadas por el solicitante es para conveniencia del lector. No forma parte del documento de la Patente Europea. Aunque se ha tenido mucho cuidado en la compilación de las referencias, no pueden exluirse errores u omisiones y la EPO declina responsabilidades por este asunto.
Documentos de patentes citadas en la descripción
* JP 09001209 [0004]
Patentes similares o relacionadas:
Equipo de colada continua, del 27 de Julio de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Equipo de colada continua que comprende un aparato de reducción del producto de colada configurado para aplicar reducción a un producto de colada, en el […]
Método y aparato para producir productos intermedios de acero, del 13 de Abril de 2016, de PONG, DAVID TENG: Un método para producir productos intermedios de acero en forma continúa, que comprende: fundir acero líquido en una pluralidad de moldes para […]
Aparato de producción de acero que ahorra energía y método del mismo, del 13 de Mayo de 2015, de SMS MEER S.P.A.: Aparato de producción de acero que ahorra energía, que incluye una línea de producción de laminación en caliente y un equipo de fundición continua […]
 PROCEDIMIENTO PARA LA FABRICACION DE UNA BANDA DE ACERO LAMINADA EN CALIENTE E INSTALACION DE COLADA Y LAMINACION PARA LA EJECUCION DEL PROCEDIMIENTO, del 18 de Junio de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación de una banda de acero laminada en caliente en rollos o en láminas a partir de una fundición de acero y en un proceso de fabricación continuo, […]
PROCEDIMIENTO PARA LA FABRICACION DE UNA BANDA DE ACERO LAMINADA EN CALIENTE E INSTALACION DE COLADA Y LAMINACION PARA LA EJECUCION DEL PROCEDIMIENTO, del 18 de Junio de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación de una banda de acero laminada en caliente en rollos o en láminas a partir de una fundición de acero y en un proceso de fabricación continuo, […]
METODO Y APARATO PARA COLAR PALANQUILLA DE GROSOR INTERMEDIO Y LINEA INTEGRADA DE FLEJE EN CALIENTE Y DE PLETINA., del 16 de Marzo de 1998, de TIPPINS INCORPORATED: UN METODO Y APARATO PARA HACER PLACAS BOBINADAS, LAMINAS EN FORMA BOBINADA PLACAS DISCRETAS. EL APARATO ES UN FUNDIDOR DE LINGOTES DE ESPESOR INTERMEDIO Y LINEA DE […]
PROCEDIMIENTO PARA LAMINADO DE FUNDICION CONTINUO, del 1 de Enero de 1994, de MANNESMANN AKTIENGESELLSCHAFT: EL INVENTO CONSISTE EN UN PROCEDIMIENTO PARA LAMINADO DE FUNDICION CONTINUO DE PRODUCTOS PLANOS METALICOS, ESPECIALMENTE DE ACERO POR INTRODUCCION […]
PROCEDIMIENTO DE COLADA EN CUERDA PARA LA PRODUCCION DE DESBASTES CON UN GROSOR MAS PEQUEÑO QUE EL GROSOR DEL PRODUCTO FUNDIDO, del 1 de Diciembre de 1993, de MANNESMANN AKTIENGESELLSCHAFT: EL INVENTO SE REFIERE A UN PROCEDIMIENTO DE COLADA EN CUERDA PARA LA PRODUCCION DE DESBASTES CON UN GROSOR MAS PEQUEÑO QUE EL GROSOR DEL PRODUCTO FUNDIDO. EL ACERO […]
PROCEDIMIENTO E INSTALACION DE LAMINADO POR COLADA PARA EL LAMINADO SEMICONTINUO O EL LAMINADO CONTINUO MEDIANTE COLADA DE UN METAL, EN ESPECIAL DE UNA BARRA DE ACERO, QUE SE SEPARA TRANSVERSALMENTE TRAS LA SOLIDIFICACION EN CASO NECESARIO., del 1 de Abril de 2007, de SMS DEMAG AG: Procedimiento para el laminado semicontinuo o laminado continuo mediante colada de una barra de metal, en especial de acero (1a), que se separa transversalmente tras la […]