PROCEDIMIENTO Y DISPOSITIVO PARA LA APLICACIÓN A MÁQUINA DE UNA CINTA DISTANCIADORA SOBRE UNA PLANCHA DE VIDRIO.
Procedimiento para la aplicación a máquina de una cinta distanciadora elastoplástica sobre una plancha de vidrio,
destinada para el ensamblaje con, como mínimo, otra plancha de vidrio hasta formar una unidad de cristal aislante, con los siguientes pasos: - desenrollamiento de la cinta sin esfuerzos debido a la tracción desde un tambor de reserva con una velocidad lineal que corresponde, como mínimo, a la media de la velocidad de aplicación. - alimentación de la cinta, libre de esfuerzos de tracción y de cizallamiento hasta el punto de aplicación.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03003854.
Solicitante: TECNOPAT AG.
Nacionalidad solicitante: Suiza.
Dirección: ST. LEONHARD STR. 65 9000 ST. GALLEN SUIZA.
Inventor/es: LISEC, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- E06B3/673 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00). › Ensamblaje de unidades (E06B 3/677 tiene prioridad).
Fragmento de la descripción:
Procedimiento y dispositivo para la aplicación a máquina de una cinta distanciadora sobre una plancha de vidrio La invención se refiere a un procedimiento y a un dispositivo para la aplicación a máquina de una cinta elastoplástica como distanciador sobre una plancha de vidrio prevista para el ensamblaje con, como mínimo, otra plancha de vidrio, con el fin de obtener una unidad de cristal aislante.
Normalmente, los distanciadores de una unidad de cristal aislante que comprende dos o incluso más planchas de vidrio se componen de perfiles huecos de aluminio o de acero.
Sin embargo, por la DE-A 30 02 904 se conoce un distanciador en forma de una cinta con una sección transversal rectangular, designada incluso con frecuencia "Swiggle-Strip", que, provista con láminas de protección, se aplica sobre la plancha de vidrio desde un tambor de reserva o una bobina con ayuda de un dispositivo equipado con una cabeza que puede virar. Este distanciador en forma de cinta sobre la base de butil-caucho es viscoplástico, muy adherente (deseable para conseguir una unión estanca contra el gas en primer lugar con la primera y más tarde la segunda plancha de vidrio de la unidad de cristal aislante) y tiene una viscosidad que depende fuertemente de la temperatura.
Más recientemente se han desarrollado cintas distanciadoras elastoplásticas que son menos sensibles a las temperaturas, se supone que sobre la base del poliuretano, y que también tienen secciones transversales rectangulares, son considerablemente más estables en su forma y dimensiones que la así llamada "swiggle-strip", tiene en la parte exterior final un recubrimiento de lámina de aluminio y solamente en los dos lados destinados a adherirse sobre las planchas de vidrio están provistas de capas adherentes y de sellado cubiertas con una lámina protectora hasta el momento de la aplicación.
Hasta la fecha, estas cintas distanciadoras elastoplásticas se aplicaban a mano sobre la primera plancha de vidrio y, en caso necesario, se estampaban ingletes de esquinas. En caso de una aplicación a máquina con un dispositivo del tipo conocido, por ejemplo, por la DE A 37 26 274, se ha mostrado que las esquinas de los distanciadores colapsan o se aprietan hacia el exterior en dirección del borde de la plancha de vidrio. Algunas veces, también se abre la junta entre el principio y el final de la cinta o tramos rectos largos forman ondas. Se considera que la causa de estos problemas era que la cinta distanciadora no se aplica con una velocidad constante. Más bien, la aplicación comienza con velocidad cero, alcanza un valor máximo, en la primera esquina vuelve de nuevo a cero, aumenta de nuevo hasta la próxima esquina, etc. Por esta razón, se supuso en primer lugar que los resultados insatisfactorios del trabajo descritos, eran debidos a dificultades en la sincronización de los movimientos de los numerosos accionamientos del funcionamiento intermitente de un dispositivo de este tipo.
La US-A-5888341 da a conocer un procedimiento con las características indicadas en el preámbulo de la reivindicación 1.
El objetivo de la invención consiste en proporcionar un procedimiento y un dispositivo que permiten una aplicación limpia y de ajuste preciso de cintas distanciadoras elastoplásticas.
Según el procedimiento, este objetivo se alcanza de acuerdo con la invención mediante los pasos indicados en la reivindicación 1.
La invención se basa en la conclusión de que los defectos de calidad observados al utilizar sistemas conocidos, correspondientemente modificados para la aplicación de cintas distanciadoras plásticas, no son causados por el accionamiento eléctrico del sistema, es decir, por el mando de la máquina, sino por el material mismo en conexión con el modo usual del transporte de la cinta en los dispositivos conocidos hasta la fecha, durante el cual se ejerce sobre la cinta una tracción y/o un cizallamiento, aunque sea pequeño. Mientras que los alargamientos y las deformaciones por recalcado eran inofensivos debido a la plasticidad de la cinta, se observó ahora que la cinta distanciadora elastoplástica sobre la base de poliuretano tiene un tipo de memoria de la forma, lo que conduce a que la cinta alargada y/o deformada por recalcado durante el transporte de la cinta intenta adoptar de nuevo su longitud y su sección transversal originales, pudiendo durar este proceso de reajuste con velocidad decreciente un tiempo de varias horas.
Por lo tanto, el principio básico de la invención consiste, partiendo de este conocimiento, en conducir la cinta desde el tambor de reserva hasta el punto de aplicación de forma libre de esfuerzos de tracción o de cizallamiento, independientemente de las velocidades de aplicación que cambian múltiples veces.
Aquí se parte del supuesto de que la cinta, debido al desenrollamiento activo desde el tambor de reserva y la subsiguiente conducción sin fricción hasta el primer par de rodillos accionados no sufre ningún alargamiento ni recalcado. Lo mejor es que el segundo par de rodillos quede situado cerca del punto de aplicación. En el tramo de compensación entre el primer y el segundo par de rodillos ninguna fuerza exterior actúa sobre la cinta, excepto la fuerza de gravedad. El tramo de compensación que, normalmente va en arco, actúa como amortiguador para alimentaciones pequeñas de la cinta en más o menos, por el primer par de rodillos, en relación con la velocidad con la que el segundo par de rodillos lleva la cinta hasta el punto de aplicación. En caso de una alimentación en más, la cinta se desvía lateralmente en el tramo de compensación, transversalmente a su dirección de desplazamiento, y describe así un arco mayor. Por el contrario, en caso de una alimentación en menos se reduce la longitud y se reduce correspondientemente el arco descrito por la cinta en el tramo de compensación. Aquí hay que tener en cuenta que la velocidad de la cinta no es constante durante la aplicación sino que cambia, en caso normal (con planchas de vidrio rectangulares) , como mínimo cuatro veces entre cero y un valor máximo. Las diferencias insignificantes del sincronismo, que entre otras cosas también se pueden presentar por un deslizamiento
diferente de la cinta con relación al primer y segundo par de rodillos, se compensan por los cambios de posición de la cinta que se conduce a lo largo del tramo de neutralización en cierto modo flojo. Al mismo tiempo se controla la longitud de la cinta en el tramo de compensación. En caso de sobrepasarse o no alcanzarse la longitud teórica (media) predeterminada se regulan después las revoluciones y por lo tanto la velocidad periférica del primer par de rodillos de manera que se alcanza de nuevo la longitud teórica. Por el contrario, las revoluciones y, por lo tanto, la velocidad periférica del segundo par de rodillos, se regula exclusivamente según la velocidad de aplicación momentánea, que depende de la velocidad del movimiento relativo entre la herramienta de aplicación y la plancha de vidrio.
La longitud de la cinta en el tramo de compensación puede determinarse de manera muy sencilla por medio de, como mínimo, un sensor que reacciona a la posición de la cinta, debido a que la cinta se desplaza en el tramo de compensación, según la alimentación en más o menos, transversalmente a su dirección de transporte. El especialista conoce sensores adecuados; por ejemplo se pueden utilizar dos sensores en forma de dos barreras de luz, de las cuales una detecta el máximo admisible de desviación de la cinta con respecto a la posición estirada y la otra detecta la aproximación máxima admisible a esta posición estirada.
La velocidad periférica del primer par de rodillos se aumenta o reduce convenientemente en el tramo de compensación en función de la posición de la cinta detectada con ayuda de, como mínimo, un sensor, de manera que la cinta permanece libre de tensiones en el tramo de compensación, como mínimo, cerca de una posición teórica predeterminada.
De preferencia la cinta se soporta en el tramo de compensación, como mínimo esencialmente, de manera que no se combe, con el fin de impedir que la cinta sufra un alargamiento bajo la influencia de su propio peso.
En el tramo de compensación, la cinta puede conducir y soportarse en un arco con, sobre todo, un radio que depende de la diferencia de las velocidades periféricas del primer y segundo par de rodillos. Esto se puede conseguir, especialmente, con varios rodillos guía y pares de cilindros guía.
Lo mejor es llevar la cinta por medio de un cabezal de aplicación que puede...
Reivindicaciones:
1. Procedimiento para la aplicación a máquina de una cinta distanciadora elastoplástica sobre una plancha de vidrio, destinada para el ensamblaje con, como mínimo, otra plancha de vidrio hasta formar una unidad de cristal aislante, con los siguientes pasos:
desenrollamiento de la cinta sin esfuerzos debido a la tracción desde un tambor de reserva con una velocidad lineal que corresponde, como mínimo, a la media de la velocidad de aplicación;
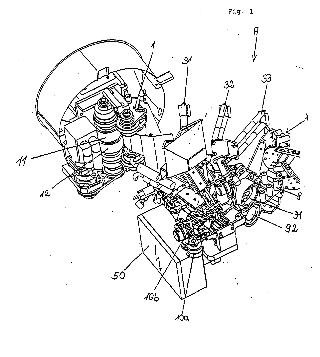
alimentación de la cinta, libre de esfuerzos de tracción y de cizallamiento hasta el punto de aplicación, caracterizado porque para una alimentación libre de tracción y cizallamiento de la cinta al punto de aplicación, se conduce la misma hasta un tramo de compensación (3) con ayuda de un primer par de rodillos (11, 13) accionados y en el final de este tramo se conduce hasta el punto de aplicación por medio de un segundo par de rodillos (91, 92) accionados, la velocidad periférica del segundo par de rodillos (91, 92) se regula de forma sincrónica con la velocidad de aplicación y se determina la longitud de la cinta en el tramo de compensación (3) entre el primer y el segundo par de rodillos y en función de ello se regula la velocidad periférica del primer par de rodillos (11, 13) .
2. Procedimiento según la reivindicación 1, caracterizado porque la longitud de la cinta se determina en el tramo de compensación (3) por medio de, como mínimo, un sensor (21, 22) que reacciona con la posición de la cinta.
3. Procedimiento según la reivindicación 2, caracterizado porque la velocidad periférica del primer par de rodillos (11, 13) se incrementa o reduce dependiendo de la posición de la cinta en el tramo de compensación detectada por, como mínimo, un sensor (21, 22) , de manera que la cinta permanece en el tramo de compensación (3) libre de tensiones, como mínimo, cerca de una posición teórica predeterminada.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la cinta se soporta en el tramo de compensación (3) esencialmente sin pandeo.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la cinta es guiada y soportada en el tramo de compensación (3) en un arco con un radio que depende de la diferencia de la velocidad periférica del primer y segundo par de rodillos.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque la banda es alimentada por medio de un cabezal de aplicación giratorio alrededor de un eje ortogonal al plano de la plancha de vidrio y porque en el cabezal de aplicación se disponen el primer par de rodillos (11, 13) y todos los sistemas siguientes para el transporte y guía de la cinta.
7. Dispositivo para la aplicación a máquina de una cinta distanciadora elastoplástica sobre una plancha de vidrio y, especialmente, para la realización del procedimiento según una de las reivindicaciones 1 a 6, con
una pared de apoyo inclinada con respecto a la vertical para la plancha de cristal, como mínimo, un transportador horizontal en la zona del borde inferior de la pared de apoyo, una columna en un plano paralelo al plano de la pared de apoyo, un cabezal de aplicación que se puede desplazar entre el borde inferior y el borde superior de la pared de apoyo, cabezal que se puede girar gradualmente alrededor de un eje ortogonal al plano de la pared de apoyo, dispositivos para la alimentación de la cinta desde un tambor de reserva así como para apretar la misma y un corte preciso de la cinta, un mando de máquina que mide, manda y supervisa los movimientos de los componentes del dispositivo y el transporte de la cinta, caracterizado porque los dispositivos para la alimentación de la cinta, como mínimo, un primer par de rodillos (11, 13) con accionamiento regulable por medio del mando de máquina, un tramo de compensación (3) con rodillos de apoyo (31, 32, 33) para la cinta, un segundo par de rodillos (91, 92) con accionamiento regulable a través del mando de máquina, regulándose la velocidad periférica del segundo par de rodillos (91, 92) de forma sincrónica con la velocidad de aplicación, y, como mínimo, un sensor (21, 22) para detectar la posición de la cinta en el tramo de compensación (3) , con lo que la longitud de la cinta se determina en el tramo de compensación (3) entre el primer y el segundo par
de rodillos y en función de ello se regula la velocidad periférica del primer par de rodillos (11, 13) , de modo que la alimentación de la cinta hasta el punto de aplicación esté libre de esfuerzos de tracción y cizallamiento.
8. Dispositivo según la reivindicación 7, caracterizado porque el tambor de reserva tiene un accionamiento de desenrollamiento regulable de manera sincrónica con la velocidad de aplicación por medio del mando de máquina.
9. Dispositivo según la reivindicación 8 ó 9, caracterizado porque el tramo de compensación (3) entre el primer y el segundo par de rodillos (11, 13; 91, 92) comprende, como mínimo, una guía en forma de ranura (31, 32, 33) para la cinta, donde el eje largo de la ranura guía tiene un recorrido esencialmente ortogonal a la dirección de transporte de la cinta y donde el ancho de ranura es solamente algo mayor que el ancho de la cinta.
10. Dispositivo según una de las reivindicaciones 8 a 10, caracterizado porque en el punto de aplicación se ha dispuesto una palanca basculante (10c) que apoya la cinta cerca del punto de aplicación, especialmente cuando se gira el cabezal de aplicación.
Eje pivotante
Patentes similares o relacionadas:
 Instalación y procedimiento de doblado de perfiles metálicos de hojas batientes, del 29 de Julio de 2020, de Méca Theil: Instalación de doblado de perfiles metálicos de hojas batientes que comprende al menos un módulo de llegada de los perfiles a la instalación, un módulo de empalme […]
Instalación y procedimiento de doblado de perfiles metálicos de hojas batientes, del 29 de Julio de 2020, de Méca Theil: Instalación de doblado de perfiles metálicos de hojas batientes que comprende al menos un módulo de llegada de los perfiles a la instalación, un módulo de empalme […]
Fabricación automatizada de marcos espaciadores, del 22 de Abril de 2020, de GED Integrated Solutions, Inc: Aparato para fabricar marcos espaciadores a partir de material de la banda de material diferente que incluye múltiples estaciones de trabajo para tratar […]
Unidad de panel de vidrio, conjunto temporal de unidad de panel de vidrio, conjunto completado de unidad de panel de vidrio y procedimiento de fabricación de la unidad de panel de vidrio, del 11 de Marzo de 2020, de Panasonic Intellectual Property Management Co., Ltd: Un procedimiento de fabricación de una unidad de panel de vidrio que comprende: una etapa de montaje para preparar un conjunto temporal que […]
Procedimiento de producción de dos o más paneles de vidrio al vacío, del 1 de Enero de 2020, de Panasonic Intellectual Property Management Co., Ltd: Un procedimiento de producción de dos o más paneles de vidrio al vacío, comprendiendo el procedimiento: retirar, de un primer cuerpo de vidrio que incluye […]
Procedimiento de producción de vidrios múltiples, del 8 de Noviembre de 2019, de Panasonic Intellectual Property Management Co., Ltd: Un procedimiento de producción de vidrios múltiples que comprende: un primer proceso de fusión de configuración de una temperatura deseada de un horno a una temperatura […]
 Aparatos para el cierre de la punta de unidad de vidrio aislante al vacío (VIG), y/o métodos asociados, del 30 de Octubre de 2019, de Guardian Glass, LLC: Un sistema de cierre de la punta con láser para una unidad de vacuum insulating glass (vidrio aislante al vacío, VIG), que comprende:
un […]
Aparatos para el cierre de la punta de unidad de vidrio aislante al vacío (VIG), y/o métodos asociados, del 30 de Octubre de 2019, de Guardian Glass, LLC: Un sistema de cierre de la punta con láser para una unidad de vacuum insulating glass (vidrio aislante al vacío, VIG), que comprende:
un […]
Dispositivo de sellado de vidrio al vacío, del 23 de Octubre de 2019, de Luoyang Landglass Technology Co., Ltd: Un dispositivo de sellado de vidrio al vacío que comprende una mesa de extracción de aire , una placa de prensado superior y un dispositivo de calentamiento […]
Unidad sellada y separador, del 24 de Julio de 2019, de Guardian IG, LLC: Un separador que comprende : una primera tira alargada formada de un metal y que tiene una primera superficie ; una segunda tira alargada , caracterizado […]