Procedimiento de detección de un estado de vibración en la etapa de mecanización de una pieza de trabajo y/o una herramienta.
Procedimiento de deteccion de un estado de vibracion en una etapa de mecanizado de una pieza de trabajo y/o una herramienta (1) para la deteccion de un estado de vibracion que se produce debido al desequilibrio de una pieza de trabajo y/o herramienta (1) montada sobre una herramienta de mecanizacion y de rotacion,
que comprende las etapas de:
montar la pieza de trabajo y/o herramienta (1) en un dispositivo de rotacion predeterminado (2) y medir opticamente un tamano de desviacion y/o la velocidad de desviacion promedio correspondiente a cada numero de rotaciones de la pieza de trabajo y/o herramienta (1);
preajustar, en una prueba previa, el tamano de la desviacion y/o la velocidad promedio de desviacion medida utilizando el dispositivo de rotacion (2), una amplitud de vibracion y/o la velocidad promedio de vibracion cuando gira cada herramienta de mecanizacion que tiene una pieza de trabajo y/o herramienta (1) montada sobre la misma, con una cantidad de desequilibrio comun y una velocidad de rotacion, y un factor de proporcionalidad de los mismos; en el que el factor entre el tamano de desviacion y la amplitud de la vibracion o el factor de proporcionalidad entre el tamano de la desviacion y la amplitud de la vibracion, o entre la velocidad promedio de desviacion y la velocidad promedio de vibracion no contiene el parametro de la velocidad angular de la velocidad de rotacion,
el factor de proporcionalidad entre el tamano de la desviacion y la velocidad promedio de vibracion contiene un parametro proporcional de la velocidad angular de la velocidad de rotacion, el factor de proporcionalidad entre el tamano de la desviacion y la amplitud de la vibracion y la velocidad de vibracion promedio contiene un parametro inversamente proporcional de la velocidad angular de la velocidad de rotacion, y
calcular una amplitud de vibracion y/o la velocidad de vibracion promedio correspondiente a cada numero de rotaciones cuando la pieza de trabajo y/o la herramienta (1) se monta en cada herramienta de mecanizacion mediante el uso de valores de medicion del tamano de desviacion y/o la velocidad promedio de desviacion mediante el uso del dispositivo de rotacion (2), y el factor de proporcionalidad.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08001923.
Solicitante: MATSUURA MACHINERY CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: URUSHIHARACHO 1 AZANUMA 1 BANCHI FUKUI-SHI FUKUI JAPON.
Inventor/es: ARAKAWA,HIROSHI, Fujita,Masaru, Amaya,Koiuchi.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G05B19/401 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por disposiciones de control para la medida, p. ej. calibración e inicialización, medida de la pieza de trabajo con fines de mecanizado (G05B 19/19 tiene prioridad).
- G05B19/404 G05B 19/00 […] › caracterizado por disposiciones de control para la compensación, p. ej. la holgura, el exceso, el desfase de la herramienta, el desgaste de la herramienta, la temperatura, los errores de construcción de la máquina, la carga, la inercia (G05B 19/19, G05B 19/41 tiene prioridad).
PDF original: ES-2376922_T3.pdf
Fragmento de la descripción:
Procedimiento de detección de un estado de vibración en la etapa de mecanización de una pieza de trabajo y/o una herramienta Antecedentes de la invención Campo de la invención La presente invención se refiere a un procedimiento para detectar el grado de desequilibrio de una pieza de trabajo y/o herramienta que se monta en una herramienta de mecanización y un estado de vibración correspondiente al número de rotaciones de la pieza de trabajo y/o herramienta en la etapa de operación.
Descripción de la técnica relacionada Las posiciones de los centros de rotación de una herramienta de mecanización, una herramienta que realiza un trabajo de rotación, y una pieza de trabajo que se corta, formada o así mediante la herramienta puede no coincidir con las posiciones de los centros de gravedad de los mismos, y no es raro el caso de que no hay una mínima desviación (diferencia) de distancia orientada entre la posición del centro de rotación y la posición del centro de gravedad.
Teniendo en cuenta que m es la masa de una pieza de trabajo y/o herramienta, es decir, la masa de una o ambas de una pieza de trabajo y una herramienta, r es la distancia de desviación orientada entre el centro de rotación y el centro de gravedad, la fuerza centrífuga dada a continuación actúa en la pieza de trabajo y/o la herramienta que gira a una velocidad angular ω.
f = mrω2
Debido a la acción de la fuerza centrífuga, los verdaderos centros de rotación de la pieza de trabajo y/o herramienta y una herramienta de mecanización que tiene la pieza de trabajo y/o la herramienta para ir a un estado de giro a través de un movimiento aproximadamente circular, cada uno alrededor de la posición original del centro de rotación, tal como se muestra en la figura 4. La posición de giro del centro de rotación real, cuando se observa en una dirección específica, muestra un estado de vibración.
El producto de la masa m de la pieza de trabajo y/o herramienta que influye en la fuerza centrífuga y la distancia de desviación orientada r se define como la cantidad de desequilibrio. Tal como se desprende de la ecuación fundamental de la fuerza centrífuga, un estado de vibración procedente del desequilibrio se ve inevitablemente influenciado por la cantidad de desequilibrio mr y la velocidad angular de rotación ω.
Convencionalmente, un estado de vibración procedente del desequilibrio de una herramienta de mecanización que tiene una pieza de trabajo y/o una herramienta instalada en la misma, y que está girando, específicamente, la amplitud de la vibración y/o la velocidad de vibración promedio de la vibración, son detectados mediante la colocación de un dispositivo de óptica directa o un dispositivo de detección basado en inducción electromagnética en la herramienta de mecanización, tal como se describe en el documento de patente 1 (publicación de la patente japonesa no examinada Nº H6-335801 ) y el documento de patente 2 (publicación de la patente japonesa PCT Nº
45 2002-515832) .
El documento US 6 065 338 A divulga una máquina para mecanizar piezas de trabajo con un soporte para una herramienta o una pieza de trabajo, que incluye sensores de desequilibrio para la determinación de un desequilibrio del elemento giratorio, con el accionamiento de alimentación que es controlable en dependencia del grado del 50 desequilibrio determinado para compensar una desviación de desequilibrio. Además, una tabla de referencia se prepara y se almacena en una prueba previa para cada herramienta o cada tipo de herramienta para indicar desviaciones de desequilibrio en dependencia de los desequilibrios predeterminados. En la operación de la máquina, el control se refiere a la tabla de referencia, y la desviación de desequilibrio respectiva se recupera para cada desequilibrio detectado por el sensor de desequilibrio y se tiene en cuenta durante el control de la posición.
55 En particular, la desviación de desequilibrio se hace depender de forma lineal sobre la masa de desequilibrio y de forma cuadrática en la velocidad de rotación. Por lo tanto, es posible establecer una fórmula de aproximación para la desviación de desequilibrio en dependencia de estos parámetros, que podría utilizarse también en combinación con la tabla de referencia empíricamente preparada.
60 Sin embargo, los procedimientos convencionales de detección requieren esencialmente que un dispositivo de detección y un circuito necesario para la detección deban ser proporcionados para cada herramienta de mecanización, y por lo tanto, muy desventajoso desde los puntos de vista de uso eficaz del espacio y del coste económico.
65 Además, cuando un sensor falla, la reparación debe realizarse para cada herramienta de mecanización, lo que es significativamente problemático.
Descripción de la invención Problemas a resolver por la invención Por consiguiente, es un objeto de la presente invención proporcionar un procedimiento para detectar el estado de vibración de una pieza de trabajo y/o herramienta desequilibrada que corresponde a cada herramienta de mecanización mediante el uso de un dispositivo de rotación común a las herramientas de mecanización individuales y sin proporcionar un dispositivo de detección para cada herramienta de mecanización.
Para lograr el objetivo, la presente invención tiene las siguientes cuatro estructuras básicas.
(1) Un procedimiento para detectar el estado de vibración en una etapa de mecanizado de una pieza de trabajo y/o herramienta para la detección de un estado de vibración que se produce debido al desequilibrio de una pieza de trabajo y/o herramienta montada sobre una herramienta de mecanización y que gira, que comprende las etapas de montar la pieza de trabajo y/o la herramienta en un dispositivo de rotación predeterminado y medir ópticamente el tamaño de la desviación y/o la velocidad de desviación promedio correspondiente a cada número de rotaciones de la pieza de trabajo y/o la herramienta; preajustar, en una prueba previa, el tamaño de la desviación y/o la velocidad de desviación promedio medida utilizando el dispositivo de rotación, una amplitud de vibración y/o la velocidad promedio de vibración cuando cada herramienta de mecanización que tiene una pieza de trabajo y/o una herramienta instalada en la misma, gira, con una cantidad de desequilibrio común y una velocidad de rotación, y el factor de proporcionalidad de dos de los mismos; y calcular una amplitud de la vibración y/o la velocidad promedio de la vibración correspondiente en cada número de revoluciones cuando la pieza de trabajo y/o la herramienta se montan en cada herramienta de mecanización mediante el uso de un (os) valor (es) de medida del tamaño de la desviación y/o la velocidad promedio de desviación utilizando el dispositivo de rotación, y el factor de proporcionalidad.
(2) Un procedimiento para detectar el estado de vibración en una etapa de mecanizado de una pieza de trabajo para la detección de un estado de vibración que se produce debido al desequilibrio de una pieza de trabajo montada sobre una herramienta de mecanización y que gira, que comprende las etapas de montar la pieza de trabajo y/o una herramienta en un dispositivo de rotación predeterminado y medir una velocidad promedio de desviación y/o el tamaño de la desviación que corresponde a un número de rotaciones de la pieza de trabajo y/o la herramienta con inducción electromagnética; medir previamente, en una prueba previa, la velocidad media de la desviación y/o el tamaño de la desviación promedio utilizando el dispositivo de rotación, una amplitud de vibración y/o la velocidad promedio de vibración cuando cada herramienta de mecanización que una pieza de trabajo y/o una herramienta instalada en la misma, gira, con una cantidad de desequilibrio común y una velocidad de rotación, y su factor de proporcionalidad; y calcular una amplitud de vibración y/o la velocidad de vibración promedio correspondiente a cada número de rotaciones cuando la pieza de trabajo y/o la herramienta se instalan en cada herramienta de mecanización con un (os) valor (es) de medición de la velocidad media desviación y/o el tamaño de desviación usando el dispositivo de rotación , y el factor de proporcionalidad.
(3) Un procedimiento para detectar el estado de vibración en una etapa de mecanizado de una pieza de trabajo para la detección de un estado de vibración que se produce debido al desequilibrio de una pieza de trabajo montada sobre una herramienta de mecanización y de rotación, que comprende las etapas de montar... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de detección de un estado de vibración en una etapa de mecanizado de una pieza de trabajo y/o una herramienta (1) para la detección de un estado de vibración que se produce debido al desequilibrio de una pieza de trabajo y/o herramienta (1) montada sobre una herramienta de mecanización y de rotación, que comprende las etapas de:
montar la pieza de trabajo y/o herramienta (1) en un dispositivo de rotación predeterminado (2) y medir ópticamente un tamaño de desviación y/o la velocidad de desviación promedio correspondiente a cada número de rotaciones de la pieza de trabajo y/o herramienta (1) ; preajustar, en una prueba previa, el tamaño de la desviación y/o la velocidad promedio de desviación medida utilizando el dispositivo de rotación (2) , una amplitud de vibración y/o la velocidad promedio de vibración cuando gira cada herramienta de mecanización que tiene una pieza de trabajo y/o herramienta (1) montada sobre la misma, con una cantidad de desequilibrio común y una velocidad de rotación, y un factor de proporcionalidad de los mismos; en el que el factor entre el tamaño de desviación y la amplitud de la vibración o el factor de proporcionalidad entre el tamaño de la desviación y la amplitud de la vibración, o entre la velocidad promedio de desviación y la velocidad promedio de vibración no contiene el parámetro de la velocidad angular de la velocidad de rotación, el factor de proporcionalidad entre el tamaño de la desviación y la velocidad promedio de vibración contiene un parámetro proporcional de la velocidad angular de la velocidad de rotación, el factor de proporcionalidad entre el tamaño de la desviación y la amplitud de la vibración y la velocidad de vibración promedio contiene un parámetro inversamente proporcional de la velocidad angular de la velocidad de rotación, y calcular una amplitud de vibración y/o la velocidad de vibración promedio correspondiente a cada número de rotaciones cuando la pieza de trabajo y/o la herramienta (1) se monta en cada herramienta de mecanización mediante el uso de valores de medición del tamaño de desviación y/o la velocidad promedio de desviación mediante el uso del dispositivo de rotación (2) , y el factor de proporcionalidad.
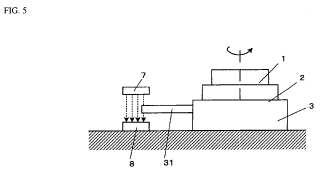
2. Procedimiento de detección de un estado de vibración según la reivindicación 1, en el que el dispositivo de rotación (2) está montado sobre una mesa predeterminada (3) , y se mide un tamaño de la desviación y/o la velocidad de desviación promedio de la mesa (3) o una placa o polo (31) fijado a la mesa (3) .
3. Procedimiento de detección de un estado de vibración según la reivindicación 2, en el que un tornillo de bolas (4)
que tiene una sonda de rotación fijada al mismo y la mesa (3) están acoplados entre sí, y el tamaño de la desviación 35 y/o la velocidad promedio de la desviación se miden en términos de vibración recíproca de la sonda rotativa.
4. Procedimiento de detección de un estado de vibración en una etapa de mecanizado de una pieza de trabajo para la detección de un estado de vibración provocado debido al desequilibrio de una pieza de trabajo montada sobre una herramienta de mecanización y de rotación, que comprende las etapas de:
montar la pieza de trabajo y/o una herramienta (1) en un dispositivo predeterminado de rotación (2) y la medir una velocidad promedio de desviación y/o el tamaño de desviación corresponde a un número de rotaciones de la pieza de trabajo y/o herramienta (1) con inducción electromagnética; preajustar, en una prueba previa, la velocidad promedio de desviación y/o el tamaño de la desviación medida 45 mediante el dispositivo de rotación (2) , una amplitud de vibración y/o la velocidad de vibración promedio cuando gira cada herramienta de mecanización que tiene una pieza de trabajo y/o herramienta (1) instalada en la misma, con una cantidad de desequilibrio común y una velocidad de rotación, y su factor de proporcionalidad; en el que el factor de proporcionalidad entre el tamaño de la desviación y la amplitud de la vibración, o entre la velocidad de desviación promedio y la velocidad promedio de vibración no contiene el parámetro de la velocidad angular de la velocidad de rotación, el factor de proporcionalidad entre el tamaño de la desviación y la velocidad de vibración promedio contiene un parámetro proporcional de la velocidad angular de la velocidad de rotación, el factor de proporcionalidad entre el tamaño de la desviación y la amplitud de la vibración y la velocidad de vibración promedio contiene un 55 parámetro inversamente proporcional de la velocidad angular de la velocidad de rotación, y calcular una amplitud de la vibración y/o la velocidad promedio de vibración correspondiente a cada número de rotaciones cuando la pieza de trabajo y/o herramienta (1) se monta en cada herramienta de mecanización usando un (os) valor (es) de medición de la velocidad promedio de desviación y/o el tamaño de la desviación con el uso del dispositivo de rotación (2) , y el factor de proporcionalidad.
5. Procedimiento de detección de un estado de vibración en una etapa de mecanizado de una pieza de trabajo según la reivindicación 4, en el que el dispositivo de rotación (2) está montado sobre una mesa (3) que tiene una pluralidad de imanes (9) , y bobinas de generación de energía (10) están fijadas cerca de los imanes (9) en conexión entre sí en asociación con los imanes respectivos (9) , para medir así una velocidad promedio de desviación y/o el 65 tamaño de la desviación de la mesa (3) .
6. Procedimiento de detección de un estado de vibración en una etapa de mecanizado de una pieza de trabajo según la reivindicación 4, en el que un tornillo de bolas (4) que tiene un imán giratorio (9) fijado al mismo y una mesa (3) acopladas juntas, y una bobina fija (10) está dispuesta alrededor del imán giratorio (9) , con lo que se mide una velocidad promedio de desviación y/o el tamaño de la desviación de la mesa (3) en una dirección del tornillo de bolas (4) en términos de una cantidad de energía generada por la bobina fija (10) debido a una vibración recíproca del imán giratorio (9) .
7. Procedimiento de detección de un estado de vibración en una etapa de mecanizado de una pieza de trabajo para la detección de un estado de vibración que se produce debido al desequilibrio de una pieza de trabajo montada 10 sobre una herramienta de mecanización y de rotación, que comprende las etapas de:
montar la pieza de trabajo y/o una herramienta (1) en un dispositivo de rotación predeterminado (2) y medir ópticamente un tamaño de desviación y la velocidad promedio de desviación que corresponde a un número de rotaciones de la pieza de trabajo y/o herramienta (1) , midiéndose la velocidad promedio de desviación con inducción electromagnética; preajustar, en una prueba previa, el tamaño de la desviación y la velocidad promedio de la desviación medida mediante el dispositivo de rotación (2) , una amplitud de vibración y la velocidad promedio de vibración cuando gira cada herramienta de mecanización que tiene una pieza de trabajo y/o herramienta (1) instalada en la misma, con una cantidad de desequilibrio común y una velocidad de rotación, y su factor de proporcionalidad;
en el que el factor de proporcionalidad entre el tamaño de la desviación y la amplitud de la vibración, o entre la velocidad promedio de desviación y la velocidad promedio de vibración no contiene el parámetro de la velocidad angular de la velocidad de rotación, el factor de proporcionalidad entre el tamaño de la desviación y la velocidad promedio de vibración contiene un parámetro proporcional de la velocidad angular de la velocidad de rotación, el factor de proporcionalidad entre el tamaño de la desviación y la velocidad promedio de vibración contiene un parámetro inversamente proporcional de la velocidad angular de la velocidad de rotación, y calcular una amplitud de la vibración y la velocidad promedio de vibración correspondiente a cada número de rotaciones cuando la pieza de trabajo y/o la herramienta (1) se monta en cada herramienta de mecanización usando un (os) valor (es) de medición del tamaño de la desviación y/o la velocidad promedio de la desviación usando el dispositivo de rotación (2) , y el factor de proporcionalidad.
Patentes similares o relacionadas:
Método de evaluación de un proceso de fabricación o mecanizado en el que se realiza al menos una etapa de mecanizado en una banda de acero, del 9 de Octubre de 2019, de VDEH-BETRIEBSFORSCHUNGSINSTITUT GMBH: Método para la evaluación de un proceso de producción en el que se lleva a cabo al menos una etapa de producción en al menos un producto, en el que • un dispositivo […]
Aparato de control numérico, del 11 de Septiembre de 2019, de MITSUBISHI ELECTRIC CORPORATION: Un dispositivo de control numérico para mecanizar un objeto de mecanizado moviendo una herramienta y el objeto de mecanizado uno en relación […]
Dispositivo de configuración del número de compensación, del 21 de Agosto de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de configuración del número de compensación que comprende: un monitor que muestra una pantalla de selección de superficie de […]
Procedimiento para aumentar la seguridad frente a la avería de un eje de avance y dispositivo de control de eje, del 7 de Agosto de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Procedimiento para la corrección de ubicación en función de la carga de la posición nominal que debe adoptarse de un eje de avance accionado eléctricamente […]
Procedimiento de compensación de la gravedad en un instrumento, del 12 de Junio de 2019, de THALES: Procedimiento de compensación de la gravedad en un instrumento en tierra, estando el instrumento destinado a funcionar en órbita, que consiste: […]
Máquina-herramienta, del 27 de Marzo de 2019, de Citizen Machinery Co., Ltd: Máquina-herramienta que comprende: unos medios de sujeción de herramienta de corte para sujetar una herramienta de corte para […]
Método para control de vibraciones en piezas, del 24 de Enero de 2019, de IDEKO, S. COOP: Método para control de vibraciones en piezas , siendo las piezas deformables a flexión al ser mecanizadas, caracterizado por que comprende los pasos de: • seleccionar […]
Dispositivo de Control, del 21 de Febrero de 2018, de ELSNER ELEKTRONIK GMBH: Dispositivo de control para por lo menos una protección visual y/o solar y/o para por lo menos una ventana, con por lo menos una unidad de actor (12a; 12b) para […]