Procedimiento de curado para la fabricación de vigas de material compuesto con una sección transversal en forma de J.
Un procedimiento para la fabricación de vigas de material compuesto con una sección transversal en forma de J,
que comprende las etapas de:
a1) preparar un aparato (10) de curado que comprende una barra (20) soportada en paralelo con una mesa (50) por medio de al menos dos primeros soportes rígidos (30),
a2) preparar una viga sin curar (A) con una sección transversal en forma de J hecha de material compuesto sin curar;
b) disponer la viga (A) sin curar en el aparato (10) de curado, posicionando la pestaña inferior (D) de la viga de modo que se enfrente a la mesa (50) a una distancia por encima de la misma y apoyando el alma (C) y la pestaña superior (B) contra dos lados (22, 21) respectivos de la barra (20),
c) cubrir la viga (A) sin curar que va a ser polimerizada, con al menos una bolsa de vacío (V),
d) aplicar el vacío a la bolsa (V), y
e) aplicar presión y calor al interior de un autoclave con el fin de curar la resina de la viga (A)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/052289.
Solicitante: ALENIA AERMACCHI S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA ING. PAOLO FORESIO 1 21040 VENEGONO SUPERIORE (VA) ITALIA.
Inventor/es: INSERRA IMPARATO, SABATO, LANFRANCO, GIOVANNI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
PDF original: ES-2379745_T3.pdf
Fragmento de la descripción:
Procedimiento de curado para la fabricación de vigas de material compuesto con una sección transversal en forma de J
La presente invención se refiere a un procedimiento de curado para la fabricación de vigas de material compuesto con una sección transversal en forma de J.
A efectos de construir estructuras complejas en el sector aeronáutico o para otras aplicaciones, se requiere con frecuencia fabricar vigas de bajo peso y alta rigidez realizadas con material compuesto, con una sección transversal en forma de J (Figura 1) . Para algunas de estas aplicaciones, por ejemplo para vigas de suelo para aeronaves de pasajeros, tiene una particular importancia el hecho de asegurar la precisión geométrica de la viga. Por encima de todo, es necesario asegurar que la base o pestaña inferior de la sección transversal en forma de J sea plana puesto que los miembros de suelo y el núcleo con el que se conecta la viga a los bastidores del fuselaje, están fijados a la misma.
Con el fin de fabricar las vigas de material compuesto, se utilizan los denominados útiles de curado, consistiendo dichos útiles en soportes capaces de proporcionar a la viga su forma final por medio de la aplicación simultánea de presión y calor dentro de un autoclave. De hecho, la presión permite la compactación de las diversas capas que forman la viga mientras que el calor ayuda inicialmente a la compactación, favoreciendo la fluidificación de la resina, y activa a continuación la reacción de curado de la resina lo que le proporciona su estructura final. El útil de curado tiene la función de soportar y contener la viga durante esas fases.
La tecnología actual está basada en el uso de aparatos metálicos del tipo que comprenden un molde y un contramolde que rodean por completo la pieza (Figura 2) . La viga que va a ser curada se posiciona sobre una de las partes metálicas y se encierra con las otras partes del aparato, las cuales pueden ser desensambladas y son móviles. El conjunto completo se cierra a continuación dentro de lo que se denomina bolsa de vacío formada por una película de poliamida (nailon) a la que se ha aplicado vacío. El conjunto se coloca a continuación dentro de un autoclave donde se aplica una combinación de presión y calor con una progresión temporal predefinida. La presión aplicada a la bolsa de vacío es transmitida a las partes metálicas del aparato, las cuales transmiten a su vez la presión sobre la viga. Como resultado de esta compactación, la presión junto con el incremento simultáneo de temperatura provoca la consolidación y el curado de la resina.
El estado actual de la técnica presenta un cierto número de inconvenientes:
• La aplicación de presión sobre la viga no se produce directamente sino a través de piezas metálicas rígidas, lo que da como resultado que, si no están perfectamente unidas entre sí o su forma geométrica no corresponde perfectamente con la de la viga que se va a fabricar, se aplicará una presión mayor a ciertas zonas y se aplicará una menor presión a otras zonas. Esto significa que en zonas de presión más alta, la resina se verá empobrecida con una reducción del espesor local de la viga, mientras que en zonas donde la presión es más baja puede existir una compactación pobre con posible porosidad de la viga. Este problema es particularmente crítico en el caso de vigas que tienen espesores variables para reducir su peso.
• Una unión imperfecta entre el borde de la viga que va a ser curada y el borde del aparato da lugar a la creación de volúmenes vacíos hacia los que tiende a fluir la resina como resultado de la presión, empobreciendo de ese modo la viga y provocando una reducción de su espesor.
• El aparato tiene un peso considerable y por lo tanto se requieren medios adecuados de manipulación.
• El aparato, que está compuesto por muchos componentes, tiene unos costes elevados de limpieza y mantenimiento.
El documento EP-A-1231046 divulga un procedimiento para la fabricación de vigas de material compuesto con una sección transversal en forma de J, que comprende las etapas de:
preparar un útil de curado que comprende una barra soportada en paralelo con una mesa por medio de dos primeros soportes rígidos;
preparar una viga con una sección transversal en forma de J realizada con material compuesto sin curar;
disponer la viga sin curar en el aparato, posicionar la pestaña inferior de la viga de modo que se enfrente a la mesa y apoyar el alma y la pestaña superior contra dos lados respectivos de la barra;
cubrir la viga que va a ser polimerizada con una bolsa de vacío;
aplicar el vacío a la bolsa;
aplicar presión y calor dentro del autoclave con el fin de curar la resina de la viga.
El documento EP-A-1231046 divulga un aparato para llevar a cabo el citado procedimiento.
El objeto de la presente invención consiste, por lo tanto, en subsanar los inconvenientes mencionados anteriormente y en particular, fabricar vigas en forma de J que tengan un alto grado de precisión geométrica.
Estos y otros objetos y ventajas, que se comprenderán más claramente a partir de lo que sigue, se han conseguido de acuerdo con la invención por medio de un procedimiento como el definido en la reivindicación 1. Las realizaciones preferidas de la invención están contenidas en las reivindicaciones dependientes.
Una realización preferida, aunque no limitativa, de la invención va a ser descrita ahora. Se hace referencia a los dibujos que se acompañan, en los que:
La Figura 1 es una vista en sección transversal de una viga en forma de J a la que se refiere la invención;
La Figura 2 es una vista en sección transversal de un aparato de tipo conocido utilizado en la etapa de curado de una viga en forma de J;
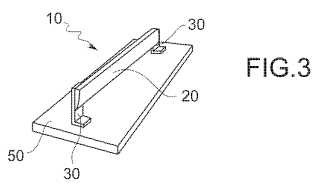
La Figura 3 es una vista esquemática, en perspectiva, de un aparato de curado para la implementación de un procedimiento conforme a la invención;
La Figura 4 es una vista esquemática, en sección transversal, que muestra las presiones que actúan dentro de un autoclave sobre una viga que va a ser curada que se encuentra posicionada en un aparato para la implementación de un procedimiento conforme a la presente invención;
La Figura 5 es una vista lateral del aparato para implementación de un procedimiento conforme a la invención, y Las Figuras 6A y 6B son vistas en sección transversal, a lo largo de la línea VI-VI de la Figura 5, que muestran dos posiciones operativas diferentes de un soporte que forma parte del aparato.
A efectos de fabricar una viga A de material compuesto con una sección transversal en forma de J del tipo que se muestra en la Figura 1, se requiere en primer lugar preparar la viga en forma de J en estado no curado, por medio de procesos que son en sí mismos conocidos. Estos procesos incluyen acumular en forma plana capas de fibras pre-impregnadas con resina, conformar en caliente piezas con sección transversal de formas variables (forma de C, forma de L, forma de Z) y unir estos componentes entre sí por medio de equipamiento auxiliar, obteniendo así la sección transversal en forma de J.
La viga sin curar se posiciona sobre un aparato de curado de barra suspendida, el cual se ha indicado con 10 y se ha mostrado esquemáticamente en las Figuras 3, 5, 6A y 6B. El aparato 10 comprende una barra 20 horizontal recta suspendida de soportes extremos 30 y de uno o más soportes intermedios 40 (no mostrados en la Figura 3) montados sobre una superficie o mesa 50 de base horizontal.
La barra suspendida 20 tiene, en el ejemplo mostrado, una sección transversal sustancialmente trapezoidal, con una forma en sí conocida que es constante a lo largo de su longitud completa. La barra 20 tiene una superficie 21 horizontal superior susceptible de soportar desde el lado inferior la pestaña Superior B de la viga y una superficie 22 lateral vertical para que apoye contra la misma uno de los dos lados del alma C. La barra 20 puede estar hecha de cualquier material (acero, invar, materiales compuestos, etc.) capaz de satisfacer los requisitos de rigidez y resistir la temperatura y la presión requeridas para el curado de la viga.
La mesa 50 de base tiene la función de soportar la barra suspendida 20 por medio de los soportes extremos y asegurar que la base D de viga en forma de J tiene la forma plana deseada. Por lo tanto, la mesa debe tener características adecuadas de rigidez... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para la fabricación de vigas de material compuesto con una sección transversal en forma de J, que comprende las etapas de:
a1) preparar un aparato (10) de curado que comprende una barra (20) soportada en paralelo con una mesa (50) por medio de al menos dos primeros soportes rígidos (30) , a2) preparar una viga sin curar (A) con una sección transversal en forma de J hecha de material compuesto sin curar;
b) disponer la viga (A) sin curar en el aparato (10) de curado, posicionando la pestaña inferior (D) de la viga de modo 10 que se enfrente a la mesa (50) a una distancia por encima de la misma y apoyando el alma (C) y la pestaña superior (B) contra dos lados (22, 21) respectivos de la barra (20) , c) cubrir la viga (A) sin curar que va a ser polimerizada, con al menos una bolsa de vacío (V) , d) aplicar el vacío a la bolsa (V) , y e) aplicar presión y calor al interior de un autoclave con el fin de curar la resina de la viga (A) .
2. Un procedimiento de acuerdo con la reivindicación 1, que comprende la etapa de:
conectar la barra (20) a la mesa (50) por medio de al menos un soporte rígido adicional (40) en al menos una posición intermedia entre los primeros soportes (30) .
3. Un procedimiento de acuerdo con la reivindicación 2, en el que la etapa de conectar el soporte rígido adicional (40) se lleva a cabo después de la etapa c) que incluye cubrir con la bolsa de vacío.
4. Un procedimiento de acuerdo con la reivindicación 2, en el que la etapa c) incluye la etapa de cubrir también la barra (20) con una bolsa de vacío y formar al menos una abertura dentro de la bolsa (V) de vacío en la zona o zonas en las que la barra está conectada a cada soporte rígido (40) y sellar a continuación (N) los bordes de la (s) abertura (s) .
5. Un procedimiento de acuerdo con la reivindicación 1, en el que en la etapa b) , la pestaña inferior (D) de la viga 25 está situada a una distancia de alrededor de 0, 1 - 0, 2 mm por encima de la mesa (50) .
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]