Control electrostático de la tensión de películas.
Un dispositivo para transportar una película que comprende:
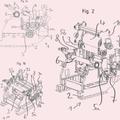
un tambor motorizado de transferencia (20) para transportar una película (10);
un primer generador de io 5 nes (42) para generar un primer grupo de iones (44) atraídos al tambor motorizado detransferencia para sujetar la película al tambor motorizado de transferencia;
un núcleo entrante (60) para traer a una posición adyacente al tambor motorizado de transferencia antes decompletar un rollo terminado (30); y
un rodillo (30) que ha recibido la película del tambor motorizado de transferencia;
caracterizado porque dicho dispositivo incluye una cuchilla de corte (24) dentro del tambor motorizado detransferencia (20) para cortar la película (10) y un segundo generador de iones (46) a un espacio del primergenerador de iones (42) para generar un segundo grupo de iones (48) atraídos al tambor motorizado detransferencia (20) para posicionar el segundo grupo de iones entre el tambor motorizado de transferencia (20) y lapelícula (10), y en qué el tambor motorizado de transferencia (20) está cubierto con un recubrimiento (22) que essustancialmente no conductor de electricidad a fin de reducir la disipación de cargas electroestáticas aplicadas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/005604.
Solicitante: ADDEX, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 154 MAPLE STREET STOUGHTON, MASSACHUSETTS 02072 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CREE,Robert E.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H20/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 20/00 Avance de bandas (Aparatos que entregan artículos y que llevan incorporados dispositivos para operaciones auxiliares B65H 35/00, B65H 37/00). › por rodillos de fricción.
PDF original: ES-2388073_T3.pdf
Fragmento de la descripción:
Control electrostático de la tension de películas
Antecedentes
Las presentes invenciones se relacionan a la mejora de la calidad de productos producidos por líneas de extrusión de resina plástica.
Las maquinas devanadoras de operación continua con películas flexibles se conocen.
La patente estadounidense No 5 900 218 divulga un aparato para la aplicación de una fuerza electrostática uniforme sobre una película que se mueve entre un par de electrodos para crear un viento de electrones que impulsa la película hacia uno de los electrodos.
Al extrudir la película, típicamente se encuentra en la forma de una película plana y continúa como una extrusión de película moldeada o en forma tubular como las extrusiones de películas sopladas. En la película soplada, la forma en burbujas tubular inflada pasan por los estabilizadores de varios diseños y por un dispositivo aplanador. Este dispositivo, que se conoce como llama de colapso (colapsador) , aplana el tubo para que se convierta en una película de dos lados, conectados sin que aire exista adentro del mismo. En el estado plano, las películas se transportan mediante varias combinaciones de rodillos motorizados y no motorizados a un bobinador o a una conversión en línea aguas abajo, equipos tales como máquinas impresoras, laminadores o maquinas de bolsas. En un bobinador, es posible cortar la película para que formen películas individuales antes del proceso de embobinar, y los rollos resultantes se convierten posteriormente en lo que comúnmente se denomina un proceso de conversión fuera de línea.
A medida que las películas se transportan a un bobinador o al equipo de conversión en línea, podrá usar rodillos en varios puntos a fin de mantener el control de la tensión de la película. Con excepción del rodillo inicial motorizado inmediatamente aguas abajo del proceso de extrusión (comúnmente denominado rodillo de presión) en que se mantiene una velocidad constante del rodillo motorizado sin retroalimentación, típicamente la tensión se mide de alguna manera y se suministra en forma de retroalimentación al controlador del motor. Este controlador del motor está programado para que responda para mantener la tensión constante en una configuración predeterminada. Típicamente, la tensión se mide en forma estática determinando la fuerza aplicada debido a la tensión sobre los dispositivos de celdas de carga conectados a los rodillos locos, o algo dinámicamente a través de lo que comúnmente se denomina el rodillo oscilante. Un rodillo oscilante consiste de una serie de rodillos locos que se desplazan contra resortes, contrapesos, tanques de aire comprimido, u otro dispositivos que aplican una fuerza tal que permite cambios en la longitud de la trayectoria de la película en respuesta a las variaciones en la tensión y así aporta una indicación de la tensión de la película.
En otros casos, la tensión se mide indirectamente mediante la medición de la fuerza de torsión aplicada por el rodillo motorizado y la comparación de la medición con una fuerza de torsión medida previamente sin carga en ausencia de la película, tomando en consideración la geometría del rodillo y convirtiéndolo en la tensión aplicada a la película. Un problema con mantener un control adecuado de la tensión es el deslizamiento de la película cuando pasa por los rodillos motorizados. En muchos casos, se aplica presión mediante rodillos adicionales contra el rodillo motorizado formando así un punto de presión por el cual pasa la película. El punto de presión funciona para ayudar a sujetar la película contra el rodillo motorizado para prevenir el deslizamiento. En otros casos, se usan grandes ángulos de tracción alrededor del rodillo motorizado o más de un rodillo para proporcionar un área de superficie suficiente para la acción de fricción y así prevenir el deslizamiento. Es posible que las combinaciones de la aplicación de presión y ángulos de tracción grandes no prevengan el deslizamiento y por lo tanto pueden conducir a problemas de control de tensión a medida que la película se vuelve incontrolable.
Una de tales áreas es el rodillo motorizado usado en el proceso de embobinado que se conoce comúnmente como tambor de contacto o de arrollamiento. El tambor de arrollamiento constituye el rodillo motorizado final sobre el cual la película pasa antes de enrollarse en el rodillo completado. Debe mantenerse control sobre la tensión mediante el tambor de arrollamiento o podrán resultar defectos indeseables. En algunas maquinas de embobinado, el eje del rollo terminado también es motorizado para ayudar a mantener una tensión adecuada de la película a medida que el diámetro del rollo finalizado crece hasta llegar al diámetro final del rollo con el tiempo tal como divulga la patente estadounidense No 5 275 348.
En la práctica, es deseable mantener una tensión constante antes de llegar al tambor de arrollamiento para fines tales como el cortado de la película para formar películas múltiples, el cortado del borde de las orillas o de la mitad para mantener extremos de alta calidad en los rollos y para minimizar las arrugas y la deformación de la película antes de embobinar el rollo terminado. Además, es deseable controlar la tensión del rollo terminado según las tensiones que son distintas de la tensión aguas arriba, especialmente al realizar rollos muy grandes. Una tensión excesiva de enrollado puede crear problemas con la calidad del rollo o incluso hasta aplastar el núcleo central de bobinado. Sin embargo, son beneficiosas las tensiones elevadas en los procesos de corte y desorillado aguas arriba.
Una limitación de algunos dispositivos, tales como los dispositivos descritos en la patente estadounidense No 5 275 348, es que requieren que esencialmente no exista deslizamiento alguno a medida que la película pasa por el tambor de arrollamiento para que alcance el control adecuado de la tensión. En la práctica, los dispositivos tales como estos presentan deslizamiento cuando existen diferencias significativas entre la tensión aguas arriba y aguas abajo del tambor de arrollamiento motorizado y así limitan la diferencia en la tensión alcanzable. En la práctica, según los materiales usados en la película y el tambor, diferencias pequeñas tan mínimas como 0, 1 o 0, 2 libras por pulgada lineal del ancho de la película (17, 5 ó 35, 0 N/m) por la superficie del rodillo motorizado son suficientes para provocar deslizamiento de la película. La tensión típica de una película dentro de estos procesos de extrusión oscila de entre 0, 25 a 2, 0 libras por pulgada lineal (43, 8 a 350 N/m) .
Una situación que produce una diferencia máxima de tensión existe cuando los bobinadores, que deben manejar una película continuadamente sin interrupción, pasan del bobinado de un rollo al próximo. Los procesos de extrusión funcionan continuadamente, de manera que la película se corta al finalizar la producción de un rollo terminado al diámetro final y el punto suelto de entrada se bobina sobre un nuevo núcleo de bobinado para comenzar la creación de un nuevo rollo sin parar o enlentecer el proceso aguas arriba. El proceso de cortado produce que la tensión en la película local al dispositivo de cortado caiga de repente al cero, lo cual crea deslizamiento instantáneo sobre el rodillo del tambor motorizado ya que se han maximizado las diferencias en la tensión.
La patente estadounidense No 5.848.761 muestra un ejemplo de un dispositivo en que un tambor de arrollamiento motorizado contiene una cuchilla de corte. Esta disposición hace que el problema de deslizamiento sea especialmente problemático. En este caso, una cámara de vacío dentro del rodillo del tambor está alimentada para sujetar la película en su lugar y evitar deslizamiento hasta que un nuevo núcleo de bobinado adquiere el borde cortado entrante de la película y restablece la tensión de la película. En la práctica, se produce aún un poco de deslizamiento y la complejidad de tales sistemas es muy costosa.
Existen métodos previos para adquirir el borde cortado suelto entrante de una película. Son populares sustancias pegajosas tales como cola o cintas adhesivas, pero son sucias y típicamente crean impresiones indeseables en la película bobinada. Otras técnicas como las presentadas en la patente estadounidense No 4.852.820 emplean un dispositivo de carga electroestática entre un tambor de arrollamiento motorizado y un rollo terminado que está a punto de cortarse. Esto elimina los problemas asociados con el uso de colas o cintas adhesivas. El núcleo de bobinado entrante... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo para transportar una película que comprende: un tambor motorizado de transferencia (20) para transportar una película (10) ; un primer generador de iones (42) para generar un primer grupo de iones (44) atraídos al tambor motorizado de transferencia para sujetar la película al tambor motorizado de transferencia; un núcleo entrante (60) para traer a una posición adyacente al tambor motorizado de transferencia antes de completar un rollo terminado (30) ; y un rodillo (30) que ha recibido la película del tambor motorizado de transferencia; caracterizado porque dicho dispositivo incluye una cuchilla de corte (24) dentro del tambor motorizado de transferencia (20) para cortar la película (10) y un segundo generador de iones (46) a un espacio del primer generador de iones (42) para generar un segundo grupo de iones (48) atraídos al tambor motorizado de transferencia (20) para posicionar el segundo grupo de iones entre el tambor motorizado de transferencia (20) y la película (10) , y en qué el tambor motorizado de transferencia (20) está cubierto con un recubrimiento (22) que es sustancialmente no conductor de electricidad a fin de reducir la disipación de cargas electroestáticas aplicadas.
2. El dispositivo de la reivindicación 1, comprendiendo además un motor (50) para impulsar el tambor motorizado de transferencia (20) , un accionamiento motorizado (52) para controlar dicho motor (50) y un sensor de tensión de la película (54) , en que el accionamiento motorizado es sensible a las señales del sensor (54) para control del motor en respuesta al mismo.
3. El dispositivo de la reivindicación 1, comprendiendo además un motor (50) para impulsar el tambor motorizado de transferencia (20) y un accionamiento motorizado (52) para controlar dicho motor (50) , en que el accionamiento motorizado aplica una fuerza de torsión calculada dependiente de la tensión deseada de la película aguas arriba y abajo del tambor motorizado de transferencia (20) y de pérdidas por fricción.
4. El dispositivo de la reivindicación 3, en que dicho accionamiento motorizado (50) utiliza un control directo de la fuerza de torsión.
5. El dispositivo de cualquiera de las reivindicaciones 1 a 4, comprendiendo además un neutralizador electroestático
(70) para eliminar los iones cargados de la superficie de la película (10) y del tambor motorizado de transferencia (20) .
6. El dispositivo de la reivindicación 5, en que dicho neutralizador electroestático (70) es uno de un rodillo conductor de electricidad (70) y un eliminador electroestático (71) .
7. El dispositivo de la reivindicación 1, en que la película tiene un ángulo de tracción de por lo menos 10° alrededor del tambor motorizado de transferencia (20) .
8. El dispositivo de cualquiera de las reivindicaciones previas, comprendiendo además una sustancia pegajosa (64) para adherir la película (10) al núcleo entrante (60) .
9. El dispositivo de la reivindicación 3, comprendiendo además un accionamiento motorizado (52) para controlar dicho motor (50) en qué el accionamiento motorizado (52) aplica una fuerza de torsión dependiente de la tensión deseada de la película aguas arriba del tambor motorizado de transferencia (20) y dependiente de los cambios en la tensión de la película cuando la película (10) se ha cortado.
10. El dispositivo de cualquiera de las reivindicaciones previas, en que el tambor motorizado de transferencia (20) es un conductor de electricidad.
11. Un método que comprende: recibir una película (10) sobre un tambor motorizado de transferencia (20) ; generando un primer grupo de iones (44) para atraer la película al tambor motorizado de transferencia (20) para sujetar la película al dicho tambor motorizado de transferencia; y transportando la película (10) a equipos adicionales incluyendo la provisión de la película al rodillo (30) ; llevando un núcleo entrante (60) adyacente al tambor motorizado de transferencia (20) antes de completar el rollo. generando un segundo grupo de iones (48) para la atracción al tambor motorizado de transferencia (20) y cortando la película (10) con una cuchilla de corte (24) ; caracterizado porque el segundo grupo de iones se generan entre la película (10) y un recubrimiento (22) en el tambor motorizado de transferencia (20) para ayudar separar la película (10) del tambor motorizado de transferencia
(20) y en qué el tambor motorizado de transferencia (20) es conductor de electricidad y el recubrimiento es sustancialmente no conductor de electricidad.
(80) con un motor (50) , sensible a la tensión aguas arriba de la película, y comprendiendo señales a un accionamiento motorizado (52) para controlar dicho motor (50) en respuesta a las señales.
13. El método de la reivindicación 11, comprendiendo además la operación del tambor motorizado de transferencia
(20) con dicho motor (50) , en que dicho accionamiento motorizado (52) controla el motor (50) y aplica una fuerza de torsión calculada dependiente de la tensión deseada de la película aguas arriba y abajo del tambor motorizado de transferencia (20) y de las pérdidas por fricción.
12. El método de la reivindicación 11, comprendiendo además la operación del tambor motorizado de transferenci.
14. El método de la reivindicación 13, en que dicho accionamiento motorizado (52) utiliza un control directo de la fuerza de torsión.
15. El método de cualquiera de las reivindicaciones 11 a 14, comprendiendo además el uso de un neutralizador electroestático (70) para eliminar los iones cargados de la superficie de la película (10) y del recubrimiento del tambor motorizado de transferencia (20) .
16. El método de cualquiera de las reivindicaciones 11 a 15, comprendiendo además el posicionamiento de la película (10) y del tambor motorizado de transferencia (20) para que la película (10) tenga un ángulo de tracción de por lo menos 10° alrededor del tambor motorizado de transferencia (20) .
17. El método de cualquiera de las reivindicaciones 11 a 16, comprendiendo además la aplicación de una sustancia pegajosa (64) al núcleo entrante (60) para adherir la película a dicho núcleo entrante (60) .
18. El método de cualquiera de las reivindicaciones 11 a 17, comprendiendo además la eliminación de la conexión a tierra del tambor motorizado de transferencia (20) para desprender las fuerzas atrayentes de los iones que sujetan la película (10) al tambor motorizado de transferencia (20) .
19. El método de cualquiera de las reivindicaciones 11 a 18, comprendiendo además la activación del tambor motorizado de transferencia (20) para mejorar el desprendimiento de las fuerzas atrayentes de los iones (44, 48) que atraen la película (10) al tambor motorizado de transferencia (20) .
20. El método de cualquiera de las reivindicaciones 11 a 19, en que el proceso de generar un primer grupo de iones
(44) se realiza sustancialmente durante todo el tiempo en que la película (10) se recibe por el tambor motorizado de transferencia (20) para ayudar con la sujeción de la película al tambor motorizado de transferencia (20) .
Patentes similares o relacionadas:
Aparato de impresión que comprende un dispositivo antibloqueo y método de impresión correspondiente, del 3 de Abril de 2019, de Custom S.p.A: Aparato de impresión que comprende: - una trayectoria para una tira continua (S); - un dispositivo de impresión para imprimir un documento […]
Alimentación de hojas intermedias, del 18 de Octubre de 2018, de Textor Maschinenbau GmbH: Alimentación de hojas intermedias para un dispositivo para cortar en lonchas productos alimenticios, en particular una rebanadora de alta potencia, con al menos un […]
CINTA FLEXIBLE Y RODILLO PARA ENROLLAR O DESENROLLAR BOBINAS DE MATERIAL LAMINADO RECUBIERTO POR DICHA CINTA, del 28 de Junio de 2018, de ARMENDARIZ ÁLVAREZ, Alba: Cinta flexible formada por una tira alargada (1L) de material flexible que presenta un espesor longitudinal (e1L) que varía […]
Una unidad y un método para llevar a cabo una primera operación y una segunda operación en una banda, del 13 de Septiembre de 2017, de TETRA LAVAL HOLDINGS & FINANCE SA: Una unidad para llevar a cabo una primera operación y una segunda operación, respectivamente, en una primera zona (2d, 2e, 2f) y una segunda […]
Aparato y procedimiento para el transporte de contrapesos, del 7 de Junio de 2017, de WEGMANN automotive GmbH & Co. KG: Aparato para el transporte y posicionamiento de contrapesos acoplados entre sí para formar una cadena de contrapesos , que comprende al menos un medio de […]
Alimentación de hojas intermedias, del 10 de Mayo de 2017, de Textor Maschinenbau GmbH: Alimentación de hojas intermedias para un dispositivo para cortar en lonchas productos alimenticios, en particular una rebanadora de alta potencia, […]
Máquina envolvedora para cubrir cargas paletizadas, del 12 de Abril de 2017, de Technowrapp S.r.l: Máquina envolvedora para cubrir cargas paletizadas que comprende una plataforma de soporte de palé estructurada para recibir haciendo tope […]
 Accionamiento para una instalación de bobinado de banda de acero, del 27 de Enero de 2016, de Primetals Technologies Austria GmbH: Accionamiento para una instalación de bobinado de banda de acero con por lo menos un rodillo de arrastre de apoyo montado en un bastidor , y al menos un rodillo […]
Accionamiento para una instalación de bobinado de banda de acero, del 27 de Enero de 2016, de Primetals Technologies Austria GmbH: Accionamiento para una instalación de bobinado de banda de acero con por lo menos un rodillo de arrastre de apoyo montado en un bastidor , y al menos un rodillo […]