Componente de revestimiento interior para automóviles.
Componente de revestimiento interior para automóviles con al menos una zona que se distancia desde un ladode la carrocería (6) y que penetra en el espacio interior del vehículo,
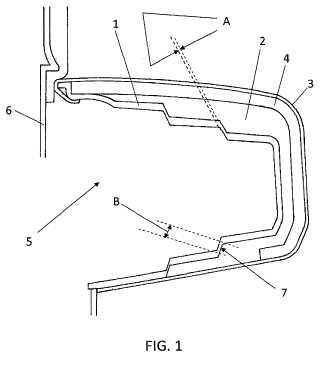
que está configurado esencialmente huecohacia el lado de la carrocería (6), en el que el componente de revestimiento interior, partiendo desde el lado de lacarrocería, está constituido esencialmente por un soporte (1), una capa de espuma (2) y una capa decorativa (3), enel que la capa decorativa (3) forma el lado visible del componente de revestimiento interior y la capa de espuma (2)está dispuesta entre el soporte (1) y la capa decorativa (3), en el que el soporte (1) presenta en su zona que penetraen el espacio interior del vehículo unos puntos teóricos de rotura, en el que el soporte (1) está constituido en la zonadel componente de revestimiento interior, que penetra en el espacio interior del vehículo, en forma de una cascadaque se ensancha hacia el lado de la carrocería (6), caracterizado porque los puntos teóricos de rotura (7) forman losapéndices de los escalones individuales de la cascada, los puntos teóricos de rotura (7) están configurados comozonas del soporte (1) con espesor reducido de la pared y porque la capa de espuma está constituida en variascapas, estando adaptadas las propiedades físicas de las capas al objeto de aplicación.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08007826.
Solicitante: SMP Deutschland GmbH.
Nacionalidad solicitante: Alemania.
Dirección: SCHLOSSMATTENSTRASSE 18 79268 BOTZINGEN ALEMANIA.
Inventor/es: ROTTE, MANFRED, BIANCHI,Willi, SALZER JOHANN, STRIGL RAIMUND, MERK THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/16 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Fabricación de objetos multicapas o multicolores.
- B29C45/56 B29C 45/00 […] › utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
- B32B27/00 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados compuestos esencialmente de resina sintética.
- B60R13/02 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Molduras decorativas; Canalones; Adornos de paredes; Guarniciones de techos (B60R 13/01 tiene prioridad).
- B60R21/04 B60R […] › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › Revestimientos tapizados para el interior del vehículo.
PDF original: ES-2392465_T3.pdf
Fragmento de la descripción:
Componente de revestimiento interior para automóviles
La presente invención se refiere a un componente de revestimiento interior para automóviles con las características del preámbulo de la reivindicación 1 así como a un procedimiento para la fabricación de un componente de revestimiento interior para automóviles con las características del preámbulo de la reivindicación 12.
Se conocen procedimientos para la fabricación de componentes de revestimiento interior para automóviles, como por ejemplo cuadros de instrumentos, revestimientos de puertas, revestimientos laterales o revestimientos de columnas o también respaldos, etc. a partir de numerosas publicaciones. Actualmente, tales componentes de revestimiento están procesados con frecuencia de materiales termoplásticos, que son procesados a través de procedimientos de fundición por inyección. De esta manera, se fabrican, en general, los elementos de soporte de los componentes de revestimiento interior, cuya háptica y óptica se adaptan a continuación a través de otras etapas de procesamiento, como por ejemplo la aplicación de una capa decorativa o de una capa de espuma, a su objeto de aplicación.
En este caso, los componentes de revestimiento interior no sólo tienen la función de cubrir zonas, sino que sirven al mismo tiempo como soporte o apoyo, de manera que estas funciones conducen a que zonas de los componentes de revestimiento interior penetren en el espacio interior del vehículo para que puedan cumplir su función. Como ejemplo típico de tales componentes de revestimiento interior o de zonas de tales componentes de revestimiento interior se pueden nombrar respaldos, que penetran como estructuras en las paredes laterales en el espacio interior del vehículo.
Tales componentes de revestimiento interior con zonas que se distancian del lado de la carrocería tienen la deficiencia de que estas zonas están predestinadas precisamente en el caso de accidentes de vehículos para provocar lesiones por impacto, puesto que, en general, están fabricados de materiales de forma relativamente estable. Con frecuencia, estos componentes están constituidos de un núcleo duro, que está rodeado posiblemente entonces, en efecto, con una capa de espuma o con otro acolchado, no siendo suficiente este acolchado, sin embargo, para amortiguar en una medida suficiente un impacto. Así, por ejemplo, un respaldo puede conducir, en el caso de un impacto lateral, a lesiones considerables, como por ejemplo contusiones, aplastamientos y roturas de hueso en la zona de la rodilla y de la cadera.
En el documento DE 3 026 736 se describen partes de equipamiento para automóviles, como paredes laterales, elementos de revestimiento de las puertas o de las columnas, cuadros de instrumentos, respaldos o similares, que presentan al menos una zona que se distancia de la pared de la carrocería del lado de la conexión, que está configurada hueca. Para evitar lesiones de los ocupantes del vehículo en el caso de un accidente a través de estos elementos, se han configurado en estas zonas unos puntos teóricos de rotura, que deben posibilitar, en el caso de un impacto, una cesión o bien una desviación del elemento de revestimiento respectivo. En este caso están configuradas zonas de espesor reducido de la pared a través de entalladuras, cuyo intersticio de apertura está alineado esencialmente a la superficie de apoyo general de la pieza de equipamiento correspondiente. Un inconveniente de la disposición descrita anteriormente consiste en que la zona sobresaliente debe intercalarse, en efecto, entre las nervaduras de forma telescópica en el caso de un impacto, pero especialmente en el caso de materiales frágiles y duros existe el peligro de que se produzcan cantos relativamente vivos, que pueden conducir a lesiones.
En el documento DE 41 40 706 A1 se describen respaldos, que presentan una pluralidad de bisagras y líneas teóricas de rotura en su superficie interior, que están dispuestas de tal forma que los respaldos son desplazables de forma telescópica en el caso de una carga de presión perpendicularmente a la superficie de fijación. Los respaldos de acuerdo con el documento D2 están constituidos similares a los respaldos descritos en el documento D1 y también aquí especialmente en el caso de utilización de materiales frágiles y duros, existe el peligro de que se produzcan cantos relativamente vivos, que pueden conducir entonces a lesiones.
Por lo tanto, el cometido de la presente invención es proporcionar un componente de revestimiento interior para automóviles con al menos una zona que se distancia desde el lado de la carrocería y que penetra en el espacio interior del vehículo, que no presenta el inconveniente del estado de la técnica.
El cometido se soluciona por medio de un componente de revestimiento interior con las características de la reivindicación 1. Las configuraciones y los desarrollos ventajosos del componente de revestimiento interior son objeto de las reivindicaciones dependientes correspondientes.
El cometido de la presente invención es también proporcionar un procedimiento para la fabricación de un componente de revestimiento interior de este tipo, con el que es posible fabricar un componente de revestimiento interior, que no presenta los inconvenientes del estado de la técnica.
Este cometido se soluciona por medio de un procedimiento con las características de la reivindicación 10. Las
configuraciones y desarrollos ventajosos del procedimiento se reproducen en las reivindicaciones dependientes 11 y
12.
El componente de revestimiento interior de acuerdo con la invención para automóviles posee al menos una zona que se distancia del lado de la carrocería y que penetra en el espacio interior del vehículo. Tales zonas, que poseen la mayoría de las veces la función de un apoyo o de un soporte, están configuradas normalmente huecas hacia el lado de la carrocería. En este caso, el componente de revestimiento interior está constituido, en general, por un soporte, una capa de espuma y una capa decorativa, formando la capa decorativa el lado visible del componente de revestimiento interior y estando dispuesta la capa de espuma normalmente entre el soporte y la capa decorativa, de manera que el soporte forma el cierre hacia la carrocería. De acuerdo con la invención, ahora el soporte está configurado en forma de cascada, de manera que la cascada se extiende hacia el lado de la carrocería y en la zona de los apéndices de los escalones individuales de la cascada están dispuestos unos puntos teóricos de rotura. Hacia el lado visible del componente de revestimiento interior se compensan las cascadas a través de una capa de espuma, con cuya ayuda se presta a la zona correspondiente del componente de revestimiento interior la forma exterior deseada. La capa de espuma se termina hacia el lado visible con una capa decorativa. Los puntos teóricos de rotura propiamente dichos están configurados en el soporte como zonas con espesor reducido de la pared, estando los espesores de la pared de acuerdo con la invención entre aproximadamente 0, 1 mm y 0, 3 mm. Estos espesores de la pared deben realizarse en el soporte, a ser posible, ya en el proceso de fundición por inyección, lo que plantea requerimientos especiales al proceso de fundición por inyección, puesto que tales espesores finos de la pared, especialmente cuando se extienden sobre zonas mayores, son sólo difíciles de realizar con una herramienta de fundición por inyección sencilla. De esta manera, en el proceso de fundición por inyección, los parámetros del procedimiento deben mantenerse muy exactamente, para que no se produzca desecho.
De acuerdo con la invención, está previsto que la anchura de las zonas con espesor reducido de la pared esté entre aproximadamente 1 mm y 10 mm. En el caso de un espesor residual tan reducido de la pared sobre una zona tan ancha existe el peligro de que no se llene totalmente el molde de fundición por inyección y en la zona de los puntos teóricos de rotura previstos en el soporte aparezcan defectos en forma de agujeros, que no son deseables, puesto que en el caso de recubrimiento excesivo de espuma del soporte existe el peligro de que la espuma penetre en estos lugares, lo que podría conducir a adhesiones en el útil.
Por lo tanto, en una configuración ventajosa del procedimiento de acuerdo con la invención para la fabricación de un componente de revestimiento interior, el soporte es fabricado en un útil de fundición por inyección, que presenta una
o... [Seguir leyendo]
Reivindicaciones:
1. Componente de revestimiento interior para automóviles con al menos una zona que se distancia desde un lado de la carrocería (6) y que penetra en el espacio interior del vehículo, que está configurado esencialmente hueco hacia el lado de la carrocería (6) , en el que el componente de revestimiento interior, partiendo desde el lado de la carrocería, está constituido esencialmente por un soporte (1) , una capa de espuma (2) y una capa decorativa (3) , en el que la capa decorativa (3) forma el lado visible del componente de revestimiento interior y la capa de espuma (2) está dispuesta entre el soporte (1) y la capa decorativa (3) , en el que el soporte (1) presenta en su zona que penetra en el espacio interior del vehículo unos puntos teóricos de rotura, en el que el soporte (1) está constituido en la zona del componente de revestimiento interior, que penetra en el espacio interior del vehículo, en forma de una cascada que se ensancha hacia el lado de la carrocería (6) , caracterizado porque los puntos teóricos de rotura (7) forman los apéndices de los escalones individuales de la cascada, los puntos teóricos de rotura (7) están configurados como zonas del soporte (1) con espesor reducido de la pared y porque la capa de espuma está constituida en varias capas, estando adaptadas las propiedades físicas de las capas al objeto de aplicación.
2. Componente de revestimiento interior de acuerdo con la reivindicación 1, caracterizado porque las zonas con espesor reducido de la pared está perforadas al menos parcialmente.
3. Componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 2, caracterizado porque la zona del componente de revestimiento interior que penetra en el espacio interior del vehículo es un respaldo.
4. Componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque las zonas con espesor reducido de la pared presentan un espesor residual de la pared (A) desde aproximadamente 0, 1 mm hasta aproximadamente 0, 3 mm y una anchura (B) desde aproximadamente 1 mm hasta aproximadamente 10 mm.
5. Componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque el soporte (1) está constituido de un material termoplástico del grupo de polipropileno (PP) , polietileno (PE) , polibutileno tereftalato (PBT) , poliamida (PA) , poliestireno (PS) , policarbonato (PC) , polimetilmetacrilato (PMMA) , acrilo nitrilo – butadieno – estireno (ABS) , copolimerizado de acrilo nitrilo – butadieno – estireno / policarbonato (ABS-PC) o polioximetileno (POM) .
6. Componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque el soporte (1) está reforzado con fibras, seleccionadas del grupo de fibras de vidrio o fibras naturales textiles.
7. Componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque la capa decorativa (3) es un revestimiento moldeado de un elastómero termoplástico del grupo de poliuretano (PU) , polipropileno (PP) , polietileno (PE) o poliamida (PA) o cloruro de polivinilo (PVC) .
8. Componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque la capa de espuma (2) está constituida de un plástico del grupo de poliuretano (PU) , polipropileno (PP) o polietileno (PE) .
9. Componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque la capa de espuma (2) y la capa decorativa (3) están constituidas de elastómero termoplástico del grupo de poliuretano (PU) , polipropileno (PP) , polietileno (PE) o poliamida (PA) .
10. Componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 9, caracterizado porque la capa de espuma (2) presenta varias capas.
11. Procedimiento para la fabricación de un componente de revestimiento interior de acuerdo con una de las reivindicaciones 1 a 9 con las etapas
- fundición por inyección del soporte (1) en un útil de fundición por inyección,
- inserción y fijación del soporte (1) fundido por inyección en un útil de formación de espuma y
- relleno de espuma de la cavidad del útil de formación de espuma,
caracterizado porque durante la fundición por inyección en el soporte (1) se configuran zonas con espesor reducido de la pared para puntos teóricos de rotura (7) .
12. Procedimiento de acuerdo con la reivindicación 11, caracterizado porque las zonas con espesor reducido de la pared se configuran en el útil de fundición por inyección con la ayuda de al menos una corredera integrada en el útil de fundición por inyección.
13. Procedimiento de acuerdo con la reivindicación 11 ó 12, caracterizado porque las zonas con espesor reducido
de la pared en el útil de formación de espuma son perforadas, al menos parcialmente, después del recubrimiento de espuma del soporte (1) después o poco antes del final del fraguado de la espuma con la ayuda de al menos una corredera de estampación integrada en el útil de formación de espuma.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]