Cabezal de fresado para dos electrodos de soldadura por puntos de una pinza de soldadura.
Cabezal de fresado para dos electrodos de soldadura por puntos (42,
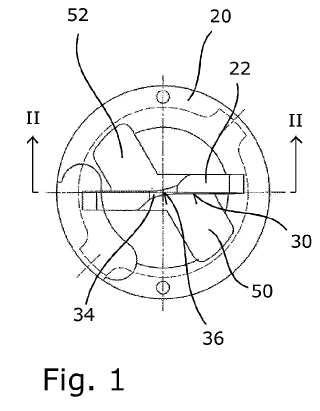
44) de una pinza de soldadura, en el que loselectrodos de soldadura por puntos presentan, respectivamente, una zona central (46) y un flanco periférico (48), elcabezal de fresado tiene una cara superior (38), una cara inferior (40) y al menos dos pasajes (50, 52), estandodichas caras superior (38) e inferior (40) unidas entre sí, teniendo dicha cara superior (38) y dicha cara inferior (40),respectivamente, al menos un filo de corte de flanco (30) para el mecanizado del flanco (48) del electrodo desoldadura por puntos (42, 44) respectivo y al menos un filo de corte central (36) para el mecanizado de la zonacentral (46) del electrodo de soldadura por puntos (42, 44) respectivo, asimismo cada pasaje (50, 52) está limitadopor al menos un filo de corte central (36) y/o al menos un filo de corte de flanco (30), caracterizado porque cadapasaje individual está limitado o bien sólo por un filo de corte de flanco (30) y/o un filo de corte central (36) de la carasuperior (38) o un filo de corte de flanco (30) y/o un filo de corte central (36) de la cara inferior (40).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10192599.
Solicitante: AEG SVS Schweisstechnik GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Fritz-Thyssen-Str. 5 45475 Mülheim/Ruhr ALEMANIA.
Inventor/es: SCHMIDT, HARALD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B5/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 5/00 Máquinas o dispositivos para tornear especialmente concebidos para realizar un trabajo particular; Accesorios correspondientes especialmente concebidos con este fin. › para biselar, achaflanar, o desbarbar las extremidades de barras o tubos.
- B23K11/30 B23 […] › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Características relativas a los electrodos (formas o composiciones de los electrodos B23K 35/00).
PDF original: ES-2386120_T3.pdf
Fragmento de la descripción:
Cabezal de fresado para dos electrodos de soldadura por puntos de una pinza de soldadura La invención se refiere a un cabezal de fresado para dos electrodos de soldadura por puntos de una pinza de soldadura, en el que los electrodos de soldadura por puntos presentan, respectivamente, una zona central y un flanco periférico; el cabezal de fresado presenta, una cara superior, una cara inferior y al menos dos pasajes, estando la cara superior y la cara inferior unidas entre sí, teniendo la cara superior y la cara inferior, respectivamente, al menos un filo de corte de flanco para el mecanizado del flanco del electrodo de soldadura por puntos respectivo y al menos un filo de corte central para el mecanizado de la zona central del electrodo de soldadura por puntos respectivo, asimismo cada pasaje está parcialmente limitado por al menos un filo de corte central y/o al menos un filo de corte de flanco.
Los cabezales de fresado de este tipo son ampliamente conocidos, por ejemplo, el cabezal de fresado del tipo mencionado al principio es conocido por el documento DE 20 2007 000 183 U1. Además se hace referencia a los documentos EP 581 308 A1, EP 804 986 B1, EP 1 518 631 A1, DE 10 2005 013 454 B4, US 4, 892, 448, US 4, 966, 506 y US 4, 892, 448. Para dispositivos de fresado en general se hace referencia al documento WO 1997044153 A1. El documento US 4856949A da a conocer un cabezal de fresado según el preámbulo de la reivindicación 1.
Los procedimientos de soldadura por puntos representan una posibilidad muy extendida, en particular en la industria de automóviles, para unir entre sí chapas de metal. Los dos electrodos de soldadura dispuestos en una pinza, que por regla general están fabricados de una aleación que contiene cobre o de cobre, están conectados a una fuente de tensión de modo que cuando son unidos y establecido contacto con las chapas que se van a unir, fluye una corriente y se produce un gran calor en el lugar que permite fundir los metales y soldar las chapas. Asimismo, los electrodos de soldadura por el contacto con las chapas son sometidos a un deterioro y una deformación, en suma, a un desgaste. Por tanto, los electrodos de soldadura son revisados a intervalos regulares, siendo conducidos los electrodos de soldadura a un dispositivo de fresado y éstos son fresados como en un afilalápices.
Un pinza de soldadura del tipo en cuestión es conocida por ejemplo por los documentos DE 60 2004 009 638 T2 y el DE 821 473 U1. De estos, el documento DE 60 2004 009 638 T2 muestra una llamada pinza en X o pinza de tijera. El DE 821 473 U1 es un ejemplo para una llamada pinza en C. Para ambos tipos de pinzas de soldadura por puntos debe ser aplicable el cabezal de fresado.
En los cabezales de fresado de este tipo se presenta el problema de obstrucción debida a las virutas que se generan. Esta obstrucción tiene varias causas, de las cuales a continuación son mencionadas algunas de ellas. En las chapas que se van a soldar a menudo se encuentra aún algo de aceite, que procede por ejemplo de prensas, en particular prensas de embutición profunda. Además algunas veces se encuentra adhesivo en las proximidades de los puntos de soldadura que se van a producir, por ejemplo debido a un pegado adicional de chapas de carrocería por medio de un adhesivo. El adhesivo brota por la costura de soldadura, llega a los electrodos y finalmente al cabezal de fresado. Esto se produce, por ejemplo, en el caso de costuras de soldadura con solapamiento. Además, los electrodos y las virutas no están siempre en el mismo estado. Ocurre que el cobre de los electrodos se calienta. Esto se produce, por ejemplo, en el caso de una elevada secuencia de soldaduras por puntos y/o que carezcan de enfriamiento. Entonces el cobre se reblandece y la viruta cambia de forma, se hace larga y gruesa.
Independientemente de las circunstancias especiales respectivas, debería asegurarse que las virutas no obstruyan el cabezal de fresado, sino que sean apartadas del cabezal de fresado. Debería limitarse al mínimo el vaciado manual por medio de aire a presión.
Una acumulación de virutas dentro del cabezal de fresado puede conducir a que las virutas obstaculicen el proceso de fresado. En particular, las virutas obstaculizan el proceso de fresado cuando llegan a las proximidades o en contacto con un filo de corte. Las virutas acumuladas en el cabezal de fresado pueden conducir a que se obstaculice la formación de nueva viruta. Incluso con ello puede verse influido el proceso de fresado.
En caso de obstrucciones puede suceder que la zona central y/o la zona del flanco ya no sean fresadas de forma precisa. La zona central se denomina también lente o superficie efectiva. Los filos son a menudo denominados cuchillas.
Aquí se aplica pues la invención. La invención se ha propuesto el objeto de perfeccionar el cabezal de fresado del tipo mencionado al principio, de manera que se actúe en contra de una acumulación de virutas y la obstrucción por ellas. Así, el cabezal de fresado puede estar configurado de manera que se evite a ser posible cualquier acumulación de virutas independientemente de su estado respectivo. En particular debe evitarse que las virutas puedan de cualquier modo entrar en contacto con un filo de corte que no sea aquel del que proceden.
Este objeto se lleva a cabo partiendo de las características del tipo mencionado al principio, de manera que cada pasaje individual esté limitado solo por un filo de corte de flanco y/o un filo de corte central de la cara superior, o bien sólo por un filo de corte de flanco y/o un filo de corte central de la cara inferior.
En el caso de este cabezal de fresado está asegurado que las virutas de los filos de corte de dos caras diferentes, concretamente un filo de corte de la cara superior y un filo de corte de la cara inferior, no puedan llegar al mismo pasaje. De esta forma se evita que las virutas discurran una hacia otra y choquen, de esta forma son frenadas obligatoriamente en su movimiento y permanecen en el lugar. Las direcciones de movimiento de las virutas de dos filos de corte de diferentes caras del cabezal de fresado están orientadas opuestas. Por la invención se evitan colisiones.
Según la invención las virutas de filos de corte de caras diferentes se producen sólo en pasajes diferentes que están separados espacialmente uno de otro. Las virutas ya no colisionan por lo que ya no pueden perturbarse entre sí. Cada filo de corte central y/o filo de corte de flanco de una cara del cabezal de fresado tiene un pasaje propio, esto es una ventana propia para las virutas.
Preferentemente, los filos de corte de flanco y los filos de corte centrales asociados a ellos de la misma cara del cabezal de fresado tienen un pasaje común. Preferentemente, el filo de corte central puede estar desplazado angularmente respecto al filo de corte de flanco asociado de la misma cara, de manera que las virutas respectivas se produzcan en lugares diferentes a ser posible alejados entre sí, pero que independientemente de ello salgan por el mismo pasaje.
En otra forma de realización es posible que el filo de corte central y el filo de corte de flanco de la misma cara del cabezal de fresado tengan pasajes propios. Entonces, el cabezal de fresado tiene en total al menos cuatro pasajes. En esta forma de realización está asegurado que incluso las virutas que se producen en diferentes lugares de la misma cara del cabezal de fresado no puedan perturbarse entre sí.
En la realización preferida, al menos un filo de corte de flanco de la cara superior enlaza de forma continua con un filo de corte central de la cara superior y esto es aplicable también de forma correspondiente para los filos de corte de la cara inferior. Alternativamente, el cabezal de fresado puede también estar realizado de manera que los filos de corte de flanco de la misma cara estén separados espacialmente del filo de corte central.
En una realización preferida, los filos de corte de la cara superior y los filos de corte de la cara inferior están realizados con la misma construcción. No obstante, es posible también prever realizaciones diferentes. Preferentemente, el cabezal de fresado en una situación de montaje en la que su eje de giro discurra más o menos vertical, tiene su dirección de montaje preferida. La cara superior está entonces realmente arriba y la cara inferior está realmente abajo.
Otras características y ventajas de la invención resultan del resto de reivindicaciones, así como de la siguiente descripción de un ejemplo de realización de la invención que no debe entenderse como limitativo... [Seguir leyendo]
Reivindicaciones:
1. Cabezal de fresado para dos electrodos de soldadura por puntos (42, 44) de una pinza de soldadura, en el que los electrodos de soldadura por puntos presentan, respectivamente, una zona central (46) y un flanco periférico (48) , el cabezal de fresado tiene una cara superior (38) , una cara inferior (40) y al menos dos pasajes (50, 52) , estando dichas caras superior (38) e inferior (40) unidas entre sí, teniendo dicha cara superior (38) y dicha cara inferior (40) , respectivamente, al menos un filo de corte de flanco (30) para el mecanizado del flanco (48) del electrodo de soldadura por puntos (42, 44) respectivo y al menos un filo de corte central (36) para el mecanizado de la zona central (46) del electrodo de soldadura por puntos (42, 44) respectivo, asimismo cada pasaje (50, 52) está limitado por al menos un filo de corte central (36) y/o al menos un filo de corte de flanco (30) , caracterizado porque cada pasaje individual está limitado o bien sólo por un filo de corte de flanco (30) y/o un filo de corte central (36) de la cara superior (38) o un filo de corte de flanco (30) y/o un filo de corte central (36) de la cara inferior (40) .
2. Cabezal de fresado según la reivindicación 1, caracterizado porque cada pasaje individual está limitado sólo por un filo de corte de flanco (30) y/o sólo por un filo de corte central (36) de la cara superior (38) o sólo por un filo de corte de flanco (30) y/o sólo un filo de corte central (36) de la cara inferior (40) .
3. Cabezal de fresado según la reivindicación 1 ó 2, caracterizado porque la cara superior (38) y la cara inferior (40) presentan, respectivamente, sólo un filo de corte de flanco (30) y/o sólo un filo de corte central (36) .
4. Cabezal de fresado según una de las reivindicaciones 1 a 3, caracterizado porque el filo de corte central (36) de la cara superior (38) y el filo de corte central (36) de la cara inferior (40) están dispuestos sobre una barra de cuchilla (34) .
5. Cabezal de fresado según una de las reivindicaciones anteriores, caracterizado porque el al menos un filo de corte de flanco (30) de la cara superior (38) enlaza de forma continua con un filo de corte central (36) de la cara superior (38) y el al menos un filo de corte de flanco (30) de la cara inferior (40) enlaza de forma continua con un filo de corte central (36) de la cara inferior (40) .
6. Cabezal de fresado según una de las reivindicaciones anteriores, caracterizado porque los filos de corte están dispuestos rotacionalmente simétricos, en particular con una simetría rotacional de 180º.
7. Cabezal de fresado según una de las reivindicaciones anteriores, caracterizado porque presenta solo dos filos de corte centrales (36) y porque los filos de corte centrales (36) están desplazados 180º.
8. Cabezal de fresado según una de las reivindicaciones anteriores, caracterizado porque los filos de corte de la cara superior (38) y de la cara inferior (40) están realizados con la misma construcción.
9. Cabezal de fresado según una de las reivindicaciones anteriores, caracterizado porque el inserto de fresado (22) está realizado de una sola pieza.
10. Cabezal de fresado según una de las reivindicaciones anteriores, caracterizado porque el inserto de fresado (22) en la zona de la barra de cuchilla (34) presenta un desplazamiento paralelo y porque preferentemente la medida de este desplazamiento paralelo corresponde aproximadamente al espesor de material de las zonas marginales (62) del inserto de fresado (22) .
Patentes similares o relacionadas:
Electrodo para una pinza de soldar, del 8 de Julio de 2020, de KME Special Products GmbH: Electrodo para una pinza de soldar que comprende un vástago de electrodo con un capuchón de soldar en el extremo, que está sujeto de manera desprendible a un soporte […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo de soldadura por resistencia, del 12 de Junio de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura que están opuestos entre sí y se pueden conectar a una fuente […]
Electrodo de soldadura, procedimiento y dispositivo para soldar paneles sándwich, del 6 de Junio de 2019, de THYSSENKRUPP STEEL EUROPE AG: Electrodo de soldadura que comprende - un cuerpo de electrodo de soldadura (2, 2') y - una caperuza de electrodo de soldadura (18, 18', 18") unida […]
MÁQUINA PARA EL AFILADO DE LOS ELECTRODOS DE TUNGSTENO PARA SOLDADURA, del 23 de Abril de 2019, de PEREZ ROSILLO, Mauricio: 1. Máquina para el afilado de los electrodos de tungsteno para soldadura caracterizado porque está formada por un chasis que incorpora un motor que cuenta […]
Sistema y procedimiento de montaje de vehículo modular, del 15 de Febrero de 2019, de Comau LLC: Un sistema de montaje modular para uso en el montaje de una gran cantidad de productos a lo largo de una cadena de montaje, teniendo el sistema un bastidor […]
Mecanismo para liberar tapones de electrodo de una pistola de soldadura de punto con miembro giratorio y dos conjuntos de medios continuos de agarre, del 28 de Noviembre de 2018, de SINTERLEGHE S.R.L: Un mecanismo para liberar un par de tapones de electrodo de un respectivo par de soportes de tapón de electrodo de una pistola de soldadura de punto, comprendiendo […]
Cambiador de electrodos con medios de arrastre de patines en traslación, del 31 de Mayo de 2017, de EXROD: Cambiador de electrodos de soldadura en el cual un puesto de extracción de electrodos gastados fuera del brazo de una pinza de soldar comprende dos patines […]