UNA BOMBA CENTRIFUGA NORMALIZADA FORMADA CON PIEZAS DE FABRICACION ESTANDAR (CURVAS O CODOS Y BRIDAS), SOLDADURA Y MECANIZADO Y SU PROCEDIMIENTO DE FABRICACION.
Una bomba centrifuga normalizada formada con piezas de fabricación estándar (curvas o codos y bridas),
soldadura y mecanizado y su procedimiento de fabricación, construida preferiblemente en acero inoxidable.Se refiere al proceso completo de fabricación de una bomba centrifuga caracterizada por estar formada con piezas de fabricación estándar, soldadura y mecanizado, así como al resultado.Este procedimiento difiere del convencional por fundición, permitiendo abaratar costes de producción, reducir mano de obra, ahorrar materiales, reducir el consumo energético, reducir la contaminación ambiental, manteniendo la bomba un rendimiento muy similar a las fabricadas por moldeo o fundición
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200800453.
Solicitante: LORENZO BUGALLO, JOSE.
Nacionalidad solicitante: España.
Provincia: PONTEVEDRA.
Inventor/es: LORENZO BUGALLO,JOSE.
Fecha de Solicitud: 8 de Febrero de 2008.
Fecha de Publicación: .
Fecha de Concesión: 6 de Octubre de 2011.
Clasificación PCT:
- F04D29/42 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F04 MAQUINAS DE LIQUIDOS DE DESPLAZAMIENTO POSITIVO; BOMBAS PARA LIQUIDOS O PARA FLUIDOS COMPRESIBLES. › F04D BOMBAS DE DESPLAZAMIENTO NO POSITIVO (bombas de inyección de combustible para motores F02M; bombas iónicas H01J 41/12; bombas electrodinámicas H02K 44/02). › F04D 29/00 Partes constitutivas, detalles o accesorios (elementos de máquinas en general F16). › en bombas radiales o helicocentrífugas.
- F04D29/62 F04D 29/00 […] › de las bombas radiales o helicocentrífugas.
Fragmento de la descripción:
Una bomba centrífuga normalizada formada con piezas de fabricación estándar (curvas o codos y bridas), soldadura y mecanizado y su procedimiento de fabricación.
Sector de la técnica
Este invento se refiere a una bomba centrífuga y a su procedimiento de fabricación, más en particular a una bomba centrífuga formada soldando piezas de fabricación estándar (curvas o codos y bridas) de metal, preferiblemente acero inoxidable, y su procedimiento de fabricación.
Estado de la técnica anterior
La bomba centrífuga para propósitos industriales es un tipo de producto de mecánica general de gran necesidad, y se aplica a una gran variedad de campos industriales. Las bombas son fabricadas normalmente por fundición o moldeo, que es un procedimiento que consume mucha energía, material y mano de obra y que puede contaminar el medio ambiente. La fabricación de algunas partes de las bombas de gran caudal y de mayor o menor altura de elevación, por medio de fundición es muy laborioso y costoso, debido a las limitaciones del procedimiento. Por consiguiente, se investiga la producción de impulsores con láminas de metal por el método de prensado, soldadura y mecanizado y la fabricación de la bomba centrífuga con piezas de fabricación estándar (curvas o codos y bridas), soldadura y mecanizado.
En algunas de las bombas centrífugas convencionales solamente los impulsores se forman únicamente por medio de prensado, soldadura y mecanizado de proyección de láminas de metal, mientras que las envolturas o cuerpos de las bombas siguen estando hechas por fundición. En consecuencia, los inconvenientes del procedimiento convencional de fundición no pueden ser superados fácilmente, y el procedimiento sigue siendo arduo y los resultados técnicos pobres. Este documento describe una bomba centrífuga que se forma con piezas de fabricación estándar (curvas o codos y bridas), soldadura y mecanizado, que consiste en una brida de entrada, una brida de descarga, una cubierta trasera, un cuerpo de bomba y un impulsor. Dicho invento tiene como objeto fabricar todas las partes de la bomba centrífuga con piezas de fabricación estándar (curvas o codos y bridas), soldadura y mecanizado para reducir la contaminación ambiental, reducir el coste económico, aliviar la intensidad del trabajo, mejorar la resistencia del cuerpo de la bomba y sus características técnicas, y mejorar en gran medida la eficacia operativa de la bomba.
El inventor del invento presente, de acuerdo con su larga experiencia en campos tales como la fabricación, tratamiento e instalación de bombas y productos soldados, ha producido un diseño original basado en investigaciones y análisis repetidos, realizando finalmente el invento presente. Dirigido a la inadecuación de la tecnología actual, un objeto del invento es proporcionar una bomba cuyas partes en contacto con el líquido están totalmente fabricadas mediante procedimiento de prensado, soldadura y mecanizado. Ésta es una bomba centrífuga soldada que se caracteriza por su gran robustez y alta eficacia operativa; la robustez y la rigidez del cuerpo de la bomba son lo suficientemente buenas como para soportar la fuerza ejercida por las conducciones y la presión interna.
Otro objeto del invento es proporcionar un procedimiento de fabricación mediante el cual todas las partes de una bomba se forman con piezas de fabricación estándar (curvas o codos y bridas), por prensado, soldadura y mecanizado.
Descripción del invento
Los objetivos del invento pueden ser conseguidos como sigue: el impulsor de la bomba se forma por prensado, soldado y mecanizado láminas de metal.
El cuerpo de la bomba se forma soldando piezas de fabricación estándar (curvas o codos y bridas) y mecanizando el conjunto resultante. La tapa de la bomba se hace cortando chapa metálica, soldando láminas de metal prensadas y mecanizando.
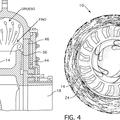
El procedimiento de fabricación está caracterizado por las siguientes etapas: se hace un caballete en metal robusto y resistente, con una brida en posición horizontal en la parte superior y dos bridas en posición vertical en lo que será la aspiración de la bomba y la tapa posterior del cuerpo de la misma. En la base del caballete se dispondrán unos taladros para situar los que serán los pies de soporte de la bomba. Así será el caballete que mantendrá las distintas partes de la bomba a las debidas distancias y medidas normalizadas, de acuerdo con la norma DIN 24255, para ensamblar la bomba. Este caballete dispondrá de los taladros necesarios en las bridas y base para fijar firmemente las distintas partes y que éstas puedan ser soldadas sin que este proceso repercuta en la exactitud de las medidas.
La bomba del invento presente, formada con piezas de fabricación estándar (curvas o codos y bridas), por prensado, soldadura y mecanizado, tiene una brida de entrada, una brida de descarga, una tapa trasera, un cuerpo de bomba y un impulsor, se caracteriza porque hay una cámara toroidal. Esta cámara se forma soldando las curvas o codos entre sí. Posteriormente se practica un corte por la parte interior del toroide, quedando éste abierto. El material resultante del corte se soldará en la parte frontal del toroide formando el cuello de la aspiración de la bomba y en su otro extremo de ese material se soldará la brida de entrada o aspiración. En la parte posterior del toroide se soldará una brida a la que se atornillará, cuando el ensamblaje esté finalizado, el soporte con el eje y el impulsor. En la parte superior del toroide hay una abertura que lleva soldado una curva o codo estándar y un cono difusor formando el cuello de descarga o impulsión de la bomba, y en el extremo superior de éste lleva soldada la brida de impulsión de la bomba.
Se pueden conseguir los objetivos del invento presente por medio de las etapas siguientes:
La presión de las conducciones está repartida regularmente y al mismo tiempo la rigidez y la intensidad del cuerpo de la bomba muestran el estado óptimo.
El cuello de descarga en la abertura del cuerpo de la bomba está soldado al cuerpo de la bomba, se parece a una elipse y su diámetro puede variar. Con esto se cumplen los requisitos de la sección transversal del fluido que fluye y puede reducir la resistencia y el ruido, aumentando así la eficacia.
Para distribuir uniformemente la presión de las conducciones sobre la superficie del cuerpo de la bomba y reforzar la intensidad de la brida de la entrada, se pueden unir unos nervios distribuidos uniformemente.
En la parte inferior del cuerpo de la bomba hay pies de soporte con unos taladros que servirán para anclar la bomba a una bancada, aumentando también así la resistencia del cuerpo de la bomba.
El impulsor comprende una placa frontal de impulsor, una placa trasera de impulsor y álabes espirales situados entre las dos placas. Esta estructura puede aumentar efectivamente la resistencia de los álabes del impulsor. El espacio entre la entrada al impulsor y la entrada al cuerpo de la bomba está obturado por los anillos de desgaste. De esta manera, el espacio existente entre las superficies de obturación de la obturación estético-dinámica es inferior a 0,5 milímetros, y el efecto es bueno.
Para resumir lo que se ha dicho anteriormente, las características técnicas del invento presente pueden ser descritas como sigue.
1. Todas las partes de la bomba centrífuga están formadas soldando piezas de fabricación estándar (curvas o codos y bridas) además de láminas de metal, preferiblemente de acero inoxidable, mediante un procedimiento simple. Comparada con la misma bomba formada por fundición, el peso de la dicha bomba es muy inferior, su eficacia es similar y su costo notablemente inferior. La bomba ahorra energía y materiales y su eficacia de trabajo es elevada. Su uso evita la contaminación ambiental y alivia la intensidad del trabajo. Las láminas de metal pueden estar hechas con placas de acero inoxidable, que son resistentes a la corrosión y son duraderas. Puede transferir o manejar fluido muy viscoso y puede operar en medios ácidos, alcalinos, corrosivos y otros entre el margen de temperaturas de -40ºC a 180ºC.
2. El procedimiento de fabricación ha sido hábilmente diseñado. El espesor del cuerpo de la bomba formada con piezas de fabricación estándar es uniforme; tiene forma toroidal y está adaptada al flujo de los fluidos. La obturación estático-dinámica entre la entrada al impulsor y la entrada al cuerpo está obturada por anillos de desgaste con una holgura de obturación inferior...
Reivindicaciones:
1. Una bomba centrífuga formada con piezas de fabricación estándar (curvas o codos y bridas), por prensado, soldadura y mecanizado, que consiste en una brida de entrada (10), una brida de descarga (6), una tapa de bomba (7), un cuerpo de bomba (2) y un impulsor (3), en la que en el cuerpo de bomba (2) hay una cámara toroidal en la que se aloja el impulsor (3), la cámara se extiende radialmente hacia el exterior en la dirección del flujo del fluido, su sección transversal se parece en líneas generales a un semicírculo, hay una abertura de descarga que es el cuello de impulsión (5) soldado al cuerpo de la bomba (2), siendo el cuello de impulsión (5) diametralmente variable y en su parte superior lleva soldada una brida de descarga (6), existiendo también una abertura de aspiración en la que se suelda el cuello de aspiración (11) reforzando esta unión unos nervios (12) que proporcionan mayor rigidez a la estructura, que se caracteriza porque en el cuerpo de bomba (2) hay unos pies de apoyo (14) que sostienen el cuerpo de bomba (2).
2. Una bomba centrífuga formada con piezas de fabricación estándar (curvas o codos y bridas), por prensado, soldadura y mecanizado de acuerdo con la reivindicación 1, que se caracteriza porque el impulsor (3) consiste en una placa impulsora delantera, una placa impulsora trasera y unos álabes impulsores espirales situados entre dichas dos placas formados con láminas de metal prensadas y soldadas.
3. Una bomba centrífuga formada con piezas de fabricación estándar (curvas o codos y bridas), por prensado, soldadura y mecanizado de acuerdo con la reivindicación 1, que se caracteriza porque entre la entrada al impulsor (3) y el cuerpo de la bomba (2) hay un anillo de desgaste frontal (1), y entre la parte posterior del impulsor (3) y la tapa de la bomba (7) hay un anillo de desgaste posterior (4) con el objeto de obturar.
4. Un procedimiento de fabricación de una bomba centrífuga formada con piezas de fabricación estándar (curvas o codos y bridas), por prensado, soldadura y mecanizado, merced al cual se forman por soldadura de curvas o codos el cuerpo de bomba (2), por medio de prensado y soldadura el impulsor (3), los anillos de desgaste (1 y 4), la tapa trasera (7) y los pies de la bomba (14), que se caracteriza porque el procedimiento de fabricación del cuerpo de la bomba (2) es como sigue: se hace un caballete, figuras 3 y 4, de metal robusto y resistente, con bridas (18, 19 y 20) y bases para pies de bomba (21), que nos permite ensamblar la bomba conforme a las medidas estándar establecidas por la norma DIN 24255, se sueldan cuatro curvas o codos de fabricación estándar formando un toroide, que se cortará longitudinalmente en su interior y se le soldará una brida en una cara que posteriormente servirá para fijar la tapa de la bomba (7) pero que inicialmente fijaremos al caballete para realizar el ensamblaje de la bomba, al material resultante del corte del toroide se le soldará una lámina de metal prensada y soldada formando un tubo con una brida soldada en un extremo y se soldará a la otra cara del toroide para formar el cuello de aspiración (11), Unos nervios de refuerzo (12), formados con láminas de metal debidamente dimensionados y de espesor suficiente, se sueldan entre el cuello de aspiración (11) y el cuerpo de la bomba (2). En la parte superior del cuerpo de la bomba (2) se practica un corte y se suelda el cuello de impulsión (5) formado con una curva o codo de fabricación estándar debidamente cortado y una lámina de metal prensada y soldada en forma troncocónica para mejorar el flujo del líquido bombeado hacia la salida de la bomba. En la parte superior del cuello de impulsión (5) se suelda una brida de fabricación estándar para ser así la brida de impulsión de la bomba (6). En la parte inferior del cuerpo de la bomba (2) se sueldan unos pies (14) formados con láminas de metal y que están firmemente fijados mediante tornillos a las bases (21) del caballete con el fin de soportar el peso del conjunto de la bomba y fijar la medida normalizada de la altura de la bomba. Con esto ya tenemos ensambladas las parte principales que forman el conjunto del cuerpo de la bomba. Este conjunto se mecanizará interiormente con el fin de perfeccionar el asiento del anillo de desgaste frontal (1).
5. El procedimiento de fabricación de una bomba centrífuga formada con piezas de fabricación estándar (curvas o codos y bridas), por prensado, soldadura y mecanizado de acuerdo a la reivindicación 1, que se caracteriza porque el material constructivo es metálico, preferiblemente acero inoxidable.
Patentes similares o relacionadas:
 Bomba de lechada de bajo desgaste, del 29 de Julio de 2020, de FLSMIDTH A/S: Una bomba centrífuga para una lechada, que comprende:
una carcasa de bomba que define una región de impulsor, una región de voluta , […]
Bomba de lechada de bajo desgaste, del 29 de Julio de 2020, de FLSMIDTH A/S: Una bomba centrífuga para una lechada, que comprende:
una carcasa de bomba que define una región de impulsor, una región de voluta , […]
Bomba de calentamiento por líquido para transportar y calentar líquido en un aparato doméstico con circulación de agua, del 10 de Junio de 2020, de BSH HAUSGERÁTE GMBH: Bomba de calentamiento por líquido para transportar y calentar líquido (FL) en un aparato doméstico con circulación de agua, en particular bomba de […]
Compresor de refrigerador de alta capacidad, del 20 de Mayo de 2020, de Daikin Applied Americas Inc: Sistema de refrigerador que comprende: un conjunto de compresor que incluye un motor y una sección aerodinámica , incluyendo dicho motor […]
Bomba centrífuga, del 13 de Mayo de 2020, de KSB SE & Co. KGaA: Bomba centrífuga, comprendiendo al menos un rotor que está conectado con resistencia torsional con un árbol y una carcasa que presenta unas […]
Bomba con protección contra marcha en seco, del 6 de Mayo de 2020, de Herborner Pumpentechnik GmbH & Co KG: Bomba, en particular bomba centrífuga , que presenta una carcasa de bomba con una entrada y una salida , donde un árbol motor , que está conectado de forma […]
Extractor centrífugo de aire para cuartos de baño, del 22 de Abril de 2020, de SOLER & PALAU RESEARCH, S.L.U: Extractor centrífugo de aire para cuartos de baño, que comprende: una carcasa exterior con una parte frontal, una parte posterior determinando un plano […]
Equipo de ventilador, del 1 de Abril de 2020, de Nicotra Gebhardt GmbH: Equipo de ventilador, con al menos un ventilador radial , con una carcasa de ventilador , en la que está dispuesto un rodete accionado de manera giratoria alrededor […]
Acondicionador de aire, del 1 de Abril de 2020, de DAIKIN INDUSTRIES, LTD.: Un acondicionador de aire que comprende: un ventilador de flujo transversal que se extiende en una dirección axial e incluye palas […]