TRAYECTO DE ENFRIAMIENTO DE VIDRIO CELULAR.
Procedimiento para la fabricación continua de placas de vidrio celular en una sola pieza,
en el que el vidrio celular compuesto de partículas de vidrio y un agente hinchante se espumea bajo el efecto de un tratamiento térmico en un horno de paso continuo formando un cordón de vidrio celular (16) sinfín, y en el que directamente después del espumado, el cordón de vidrio celular se enfría a temperatura ambiente de forma continua en un horno de enfriamiento a tal velocidad que el vidrio celular con su estructura de vidrio y de una multitud de poros queda sustancialmente libre de tensión, caracterizado porque el cordón de vidrio celular se enfría en el sentido de transporte, a una primera velocidad de enfriamiento, de la temperatura de espumado a una temperatura de relajación superior, y de la temperatura de relajación superior, a una segunda velocidad de enfriamiento, a la temperatura de relajación inferior, y de la temperatura de relajación inferior, a una tercera velocidad de enfriamiento, a aproximadamente la temperatura ambiente, ajustándose durante el enfriamiento en el cordón de vidrio celular (16) sólo un gradiente de temperatura en el sentido longitudinal o de transporte, mientras que la temperatura se mantiene constante a lo largo del ancho y del espesor del cordón de vidrio celular, exponiéndose el cordón de vidrio celular (16) durante el enfriamiento a un medio refrigerante temperado correspondientemente, que en una corriente altamente turbulenta pasa al lado de la superficie del cordón de vidrio celular y/o de elementos de transporte correspondientes
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/054091.
Solicitante: GLAPOR GMBH & CO. KG.
Nacionalidad solicitante: Austria.
Dirección: WOHLMAYRGASSE 2 4910 RIED IM INNKREIS AUSTRIA.
Inventor/es: Frank,Walter.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Agosto de 2005.
Clasificación Internacional de Patentes:
- C03B19/08 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 19/00 Otros métodos de modelado del vidrio (fabricación de fragmentos, fibras o filamentos obtenidos a partir de vidrio, sustancias inorgánicas o escorias reblandecidas C03B 37/00). › por espumación.
- C03B25/08 C03B […] › C03B 25/00 Recocido de los artículos de vidrio (post-tratamiento de fibras C03B 37/10). › de hojas de vidrio.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2357244_T3.pdf
Fragmento de la descripción:
Campo técnico
La presente invención se refiere a un dispositivo y un procedimiento para fabricar placas de vidrio celular según el preámbulo de la reivindicación 8 ó 1.
El vidrio celular se conoce desde hace algún tiempo. En el documento EP12114B1 se describe un 5 procedimiento para la fabricación de un granulado de vidrio celular. Según este procedimiento, se prepara una mezcla de vidrio en polvo finamente molido y un agente hinchante pastoso compuesto de agua, vidrio soluble, glicerina y bentonita sódica, que se seca y a continuación, tras añadir otra cantidad de vidrio en polvo, se hincha en un horno de cinta articulada. La mezcla de agente hinchante y vidrio en polvo se hace pasar por un horno mediante una cinta transportadora sinfín, de tal forma que por la acción del calor y con la ayuda del agente hinchante se va 10 formando un cordón de vidrio celular en el que las partículas de vidrio quedan sinterizadas encerrando una multitud de poros. En la salida del horno, como consecuencia de las tensiones internas, este cordón de vidrio celular se desintegra en una multitud de pequeños granos, la llamada gravilla.
Esta gravilla puede juntarse mediante un aglutinante formando una pieza moldeada, tal como se describe, por ejemplo, en el documento EP0945412B1. 15
Además, se conoce un procedimiento para fabricar placas de vidrio celular en una sola pieza, en el que el vidrio en polvo se recibe, junto con el agente hinchante correspondiente, en moldes correspondientes, y después, los moldes con el agente hinchante y el vidrio en polvo se someten al tratamiento térmico. Después del enfriamiento, el vidrio espumado se extrae de los moldes y se corta mediante sierras formando placas correspondientes. La desventaja de este procedimiento es que tienen que usarse moldes que tienen que llenarse y volver a vaciarse y que, 20 adicionalmente, los distintos bloques de vidrio celular tienen que cortarse formando las placas correspondientes. Además, este procedimiento conocido tiene la desventaja de que como material de partida se usa vidrio nuevo fabricado que previamente tiene que molerse formando vidrio en polvo.
Por los documentos US2,322,581 y US3,288,584 se conoce la posibilidad de prever, a continuación de la fabricación de un cordón de vidrio celular continuo, un horno de enfriamiento para permitir, mediante un enfriamiento 25 selectivo del cordón de vidrio celular, la fabricación continua de placas de vidrio celular. Sin embargo, en el estado de la técnica no se indica cómo ha de realizarse este enfriamiento para obtener con éxito placas de vidrio celular correspondientes.
Por el documento DE1049549 se conoce un procedimiento para enfriar vidrio laminado, en el que el aire de refrigeración se recircula transversalmente respecto al sentido de transporte del vidrio, usando una corriente de aire 30 axial que se extiende en sentido contrario al sentido de transporte del vidrio.
Descripción de la invención
Problema técnico
La presente invención tiene el objetivo de proporcionar un procedimiento y un dispositivo, mediante los que de una manera sencilla y económica puedan fabricarse placas o productos moldeados en general, en una sola pieza 35 a partir de vidrio celular, es decir, sin tener que unir entre ellos distintos cuerpos de vidrio celular o partículas mediante un aglutinante adicional.
Solución técnica
Este objetivo se consigue mediante un procedimiento y un dispositivo, en los que, por ejemplo en comparación con el documento EP012114, un cordón de vidrio celular producido de forma continua no se somete a 40 un enfriamiento brusco al final del horno de paso continuo, sino que se enfría de forma controlada para evitar tensiones que provocarían el desgarro y la rotura del cordón de vidrio celular. Por lo tanto, al horno de paso continuo, por ejemplo un horno de cinta articulada, en el que la mezcla de vidrio en polvo y agente hinchante se espumea formando vidrio celular, se conecta un horno de recocido que enfría el cordón de vidrio a lo largo de un trayecto largo. 45
Al final del horno de recocido, el cordón de vidrio se corta perpendicularmente con respecto al sentido de transporte, fabricando placas individuales a partir del cordón.
Preferentemente, el cordón puede cortarse adicionalmente a lo largo del sentido de transporte, lateralmente o en los lados superior e inferior o en uno o varios puntos distribuidos por el ancho del cordón de vidrio, para obtener varias placas con superficies límite definidas. Por ejemplo, un cordón correspondiente con un ancho comprendido en 50 el intervalo de 0,5 m a 4,00 m, especialmente hasta 2 m, preferentemente en el intervalo de 1,40 m a 1,60 m, puede dividirse por la mitad y cortarse después de un trayecto de transporte de 1,00 m, respectivamente, obteniendo placas con un ancho de 0,5 a 0,75 m y una longitud de 1,00 m. El espesor de las placas puede situarse en el intervalo de 10 mm a 150 mm, preferentemente de 40 mm a 120 mm, especialmente de 50 mm a 100 mm, de forma que también pueda realizarse una separación continua correspondiente a lo largo del espesor de la placa. No 55 obstante, también son posibles otras dimensiones, especialmente anchos mayores.
Como medio de corte entran en consideración especialmente sierras diamantadas que, por ejemplo para los cortes a lo largo del sentido de transporte, pueden estar dispuestas a modo de una sierra circular en la salida del horno de recocido.
Para la separación del cordón de vidrio celular en el sentido transversal puede estar prevista una sierra controlada por ordenador, que durante el proceso de corte se mueve en el sentido de transporte a la velocidad de 5 transporte del vidrio celular moviéndose adicionalmente en sentido transversal sobre el cordón de vidrio celular para cortarlo. De esta manera, es posible ajustar diferentes longitudes de corte para las placas que se han de separar. Por ejemplo, pueden realizarse diferentes longitudes comprendidas en el intervalo de 0,5 m a 2,00 m, especialmente de 1,00 m.
La ventaja del procedimiento según la invención consiste en la realización continua del enfriamiento y de 10 los procesos de corte, de modo que se puede renunciar al complicado llenado y vaciado de moldes y al corte de bloques individuales. Más bien, todo se realiza en un proceso continuo, lo que supone un fuerte aumento de la efectividad.
El horno de recocido para la realización del procedimiento presenta elementos de calefacción y/o de refrigeración que permiten un ajuste definido de la temperatura, en particular, transversalmente en el sentido del 15 ancho del cordón, pero también a lo largo del sentido de transporte y, por tanto, a lo largo del trayecto de enfriamiento.
En particular, se ajusta sólo un gradiente de temperatura en el sentido longitudinal o de transporte, mientras que la temperatura es sustancialmente constante a lo largo del ancho y el espesor de la banda de vidrio celular. Esto ofrece la ventaja de que no pueden producirse tensiones en el sentido transversal y únicamente se tiene que 20 garantizar una correspondiente compensación de tensión mediante un enfriamiento lento en el sentido de transporte.
El enfriamiento en el sentido de transporte se realiza de tal forma que el vidrio celular que se mueve a lo largo del sentido de transporte, en primer lugar, a una primera velocidad de enfriamiento se enfría de la temperatura de espumado a una temperatura de relajación superior y, a continuación, a una segunda velocidad de enfriamiento se enfría de la temperatura de relajación superior a una temperatura de relajación inferior y, a continuación, a una 25 tercera velocidad de enfriamiento se enfría de la temperatura de relajación inferior a aproximadamente la temperatura ambiente, siendo aquí constante la velocidad de transporte del vidrio celular, ajustándose tan sólo el gradiente de temperatura correspondiente en la zona de enfriamiento asignada del horno de recocido o del trayecto de enfriamiento.
Las tres zonas de enfriamiento aseguran que queda garantizada la transferencia homogénea de calor al 30 medio refrigerante, que es necesaria especialmente en el caso del vidrio celular por la gran cantidad de poros.
Preferentemente, en la segunda zona, es decir, durante el enfriamiento de la temperatura de relajación superior a la temperatura de relajación inferior, se elige la menor velocidad de enfriamiento, de modo que aquí existe la menor tasa de enfriamiento. Esto resulta ventajoso, porque especialmente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación continua de placas de vidrio celular en una sola pieza, en el que el vidrio celular compuesto de partículas de vidrio y un agente hinchante se espumea bajo el efecto de un tratamiento térmico en un horno de paso continuo formando un cordón de vidrio celular (16) sinfín, y en el que directamente después del espumado, el cordón de vidrio celular se enfría a temperatura ambiente de forma continua en un horno de 5 enfriamiento a tal velocidad que el vidrio celular con su estructura de vidrio y de una multitud de poros queda sustancialmente libre de tensión, caracterizado porque el cordón de vidrio celular se enfría en el sentido de transporte, a una primera velocidad de enfriamiento, de la temperatura de espumado a una temperatura de relajación superior, y de la temperatura de relajación superior, a una segunda velocidad de enfriamiento, a la temperatura de relajación inferior, y de la temperatura de relajación inferior, a una tercera velocidad de enfriamiento, 10 a aproximadamente la temperatura ambiente, ajustándose durante el enfriamiento en el cordón de vidrio celular (16) sólo un gradiente de temperatura en el sentido longitudinal o de transporte, mientras que la temperatura se mantiene constante a lo largo del ancho y del espesor del cordón de vidrio celular, exponiéndose el cordón de vidrio celular (16) durante el enfriamiento a un medio refrigerante temperado correspondientemente, que en una corriente altamente turbulenta pasa al lado de la superficie del cordón de vidrio celular y/o de elementos de transporte 15 correspondientes.
2. Procedimiento según la reivindicación 1, caracterizado porque las tensiones propias que quedan en el cordón de vidrio celular (16) son tan pequeñas que se excluye la formación o extensión de fisuras en la estructura de vidrio celular, que perjudicaría la unidad estructural del cordón de vidrio celular.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque después del enfriamiento, el cordón de 20 vidrio celular (16) se corta formando placas (12) individuales.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la segunda velocidad de enfriamiento es inferior a la primera y la tercera velocidad de enfriamiento.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque a la temperatura de espumado, el vidrio tiene una viscosidad comprendida en el intervalo de = i07 a 108 dPa s, especialmente = 107,6 25 dPa, y a la temperatura de relajación superior tiene una viscosidad comprendida en el intervalo de = 1012,5 a 1013,5 dPa s, especialmente = 1013 dPa s, y a la temperatura de relajación inferior tiene una viscosidad comprendida en el intervalo de = 1014 a 1015 dPa s, especialmente = 1014,5 dPa s.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las velocidades de enfriamiento, especialmente la segunda velocidad de enfriamiento, se eligen de tal forma que queda garantizada la 30 compensación de temperatura entre el aire encerrado en los poros y el gas circundante.
7. Procedimiento según la reivindicación 1, caracterizado porque la corriente se produce sustancialmente de forma paralela, de forma paralelamente opuesta o en ángulo agudo, especialmente en sentido diagonal con respecto al sentido de transporte, en el lado superior y/o el lado inferior y/o a los lados del cordón de vidrio celular.
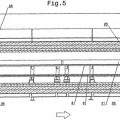
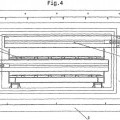
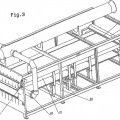
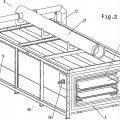
8. Dispositivo para la fabricación de placas de vidrio celular en una sola pieza con un horno de espumado (4) 35 en el que se produce un cordón de vidrio celular (16) continuo, estando previsto directamente a continuación del horno de espumado un trayecto de enfriamiento (5) por el que el cordón de vidrio celular (16) se hace pasar mediante una instalación transportadora (R) siendo enfriado por medios de calefacción y/o de refrigeración (6) previstos a lo largo del trayecto de enfriamiento (5), caracterizado porque los medios de calefacción y/o de refrigeración del trayecto de enfriamiento están configurados de tal forma que el trayecto de enfriamiento (5) está 40 dividido en diferentes zonas con diferentes velocidades de enfriamiento y de tal forma que, durante el enfriamiento, en el cordón de vidrio celular (16) se ajusta sólo un gradiente de temperatura en el sentido longitudinal o de transporte, mientras que la temperatura se mantiene constante a lo largo del ancho y del espesor del cordón de vidrio celular, siendo generada una corriente de fluido con la que un fluido se pone en contacto con el cordón de vidrio celular para la compensación de temperatura, siendo arremolinada la corriente de fluido por elementos de 45 rebotamiento y de turbulencia dispuestos lateralmente, por encima y/o por debajo del trayecto de transporte de vidrio celular, y por una configuración contorneada del trayecto de transporte de vidrio celular, de modo que se produce una corriente altamente turbulenta.
9. Dispositivo según la reivindicación 8, caracterizado porque el trayecto de enfriamiento (5) está estructurado de forma modular y dividido en una multitud de segmentos realizados de forma idéntica en cuanto a la estructura 50 base.
10. Dispositivo según una de las reivindicaciones 8 ó 9, caracterizado porque los medios de calefacción (6) comprenden elementos de calefacción que calientan de forma directa o indirecta, quemadores de gas o de gasoil, calefacciones eléctricas, calefactores por radiación y/o medios circulantes calentados con éstos.
11. Dispositivo según una de las reivindicaciones 8 a 10, caracterizado porque los medios de refrigeración (6) 55 comprenden medios circulantes refrigerados y/o precalentados, no influidos.
12. Dispositivo según una de las reivindicaciones 8 a 11, caracterizado porque los medios de calefacción y/o
de refrigeración (6) están dispuestos por encima y/o por debajo y/o a los lados del dispositivo transportador (8) del cordón de vidrio celular (16).
13. Dispositivo según una de las reivindicaciones 8 a 12, caracterizado porque los medios de calefacción y/o de refrigeración (6) pueden regularse de forma continua.
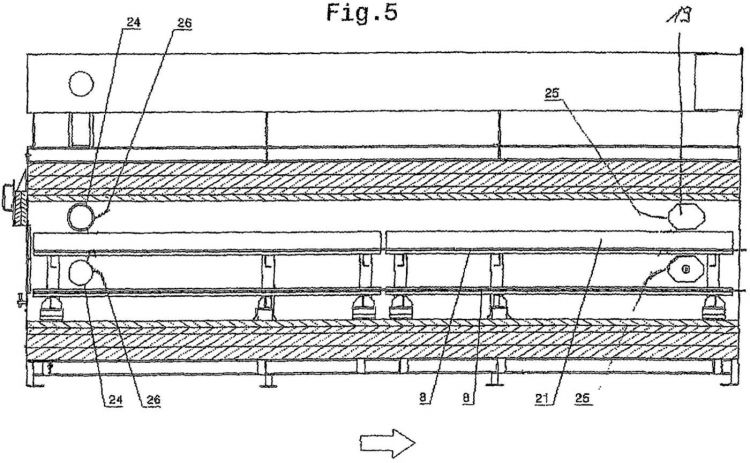
14. Dispositivo según una de las reivindicaciones 8 a 13, caracterizado porque los medios de calefacción y/o de 5 refrigeración comprenden conductos de fluido (17, 18) para hacer pasar un fluido, que desembocan en distribuidores de fluido (19) dispuestos en el trayecto de transporte de vidrio celular y que ponen el fluido en contacto con el cordón de vidrio celular para la compensación de temperatura.
15. Dispositivo según la reivindicación 14, caracterizado porque los elementos de calefacción y/o de refrigeración están dispuestos en el conducto de fluido (17, 18), especialmente, directamente en la entrada (20) al 10 trayecto de enfriamiento.
16. Dispositivo según una de las reivindicaciones 14 ó 15, caracterizado porque, además, están previstos dispositivos de aspiración (24) a los que están conectados conductos de fluido (17, 18), volviendo a alimentarse al trayecto de enfriamiento en otro punto el fluido aspirado.
17. Dispositivo según una de las reivindicaciones 14 a 16, caracterizado porque los distribuidores de fluido (19) 15 y/o los dispositivos de aspiración (24) comprenden tubos colectivos que presentan toberas (25) o aberturas (26) ajustables y que están dispuestos transversalmente respecto al sentido de transporte de vidrio celular.
18. Dispositivo según una de las reivindicaciones 14 a 17, caracterizado porque cada zona y/o cada segmento presenta por si sólo distribuidores de fluido (19) que interactúan y dispositivos de aspiración (24), de modo que la regulación de temperatura está realizada independientemente para cada zona y/o cada segmento. 20
19. Dispositivo según una de las reivindicaciones 14 a 18, caracterizado porque respectivamente un distribuidor de fluido (19) y un dispositivo de aspiración (24) están dispuestos de forma opuesta en el sentido de transporte de vidrio celular, de forma que se puede ajustar una corriente del fluido paralelamente o en ángulo agudo, o diagonalmente o de forma paralelamente opuesta con respecto al sentido de transporte de vidrio celular.
20. Dispositivo según una de las reivindicaciones 14 a 19, caracterizado porque el distribuidor de fluido (19) y el 25 dispositivo de aspiración (24) pueden ajustarse de tal forma que la corriente de fluido sea mayor en el centro del cordón de vidrio celular que en sus bordes.
21. Dispositivo según una de las reivindicaciones 14 a 20, caracterizado porque los distribuidores de fluido (19) con sus toberas (25) o aberturas (26) están configurados de tal forma que al salir el fluido se produce un arremolinamiento. 30
22. Dispositivo según una de las reivindicaciones 8 a 21, caracterizado porque cada zona y/o cada segmento presenta un dispositivo transportador de vidrio celular (8) propio.
23. Dispositivo según una de las reivindicaciones 8 a 22, caracterizado porque el trayecto de transporte de vidrio celular (8) está formado por una cinta articulada de alambre con un ancho de mallas tan grande que se minimiza la capacidad térmica a la vez que se garantiza un sostenimiento suficiente del cordón de vidrio celular. 35
Patentes similares o relacionadas:
Método de fabricación de placas cerámicas celulares con estructura asimétrica de células, del 4 de Junio de 2014, de Pittsburgh Corning Europe Nv: Un método para la producción continua de una placa cerámica celular continua de una pieza que comprende: a) tratar térmicamente partículas cerámicas y un agente de soplado […]
ARTICULO DE VIDRIO ESPUMOSO PARA PREPARAR SUPERFICIES, SU USO Y PROCEDIMIENTO DE FABRICACION., del 16 de Julio de 2004, de UNGERLEIDER, ANDREW: SE DESCRIBE UN ARTICULO DE ESPUMA DE VIDRIO PARA PREPARAR SUPERFICIES, SU USO Y UN PROCEDIMIENTO PARA SU PREPARACION. EL ARTICULO DE ESPUMA DE VIDRIO SE ENCUENTRA EN […]
PROCEDIMIENTO E INSTALACION PARA LA OBTENCION DE CUERPOS MOLDEADOS., del 16 de Enero de 1992, de MISAG AG: LOS CUERPOS DE VIDRIO ESPUMADOS SE EXPANDEN EN FORMA ECONOMICA A PARTIR DE POLVO DE VIDRIO CON ADICION DE UN ACTIVADOS EN LA COMPOSICION QUE SE DESCRIBE, […]
Un horno para recocido de losetas de vidrio, del 8 de Febrero de 2019, de KERAGLASS INDUSTRIES S.r.l: Un horno para el recocido de losetas de vidrio, que comprende una pluralidad de cámaras de calentamiento que están superpuestas […]
Horno y método para calentar láminas de vidrio cubiertas, del 19 de Diciembre de 2018, de GLASSTECH, INC.: Horno para calentar láminas de vidrio (G) que tienen cada una una superficie cubierta y una superficie no cubierta orientada de […]
Aparato para calentar, doblar y enfriar paneles de vidrio, del 22 de Julio de 2015, de Glaston Finland Oy: Un aparato para doblar paneles de vidrio, en el que dicho aparato comprende • un nivel superior de porta-moldes sucesivos, que […]
HORNOS DE PASO CONTINUO PARA EL CALENTAMIENTO DE HOJAS DE VIDRIO A LA TEMPERATURA DE ABOMBADO Y/O DE TEMPLE., del , de SAINT-GOBAIN VITRAGE: UN HORNO DE PASO CONTINUO PARA EL CALENTAMIENTO DE HOJAS DE VIDRIO A SU TEMPERATURA DE BOMBEADO Y/O DE TEMPLE ESTA PROVISTO CON UN SISTEMA DE TRANSPORTE QUE ENCAMINA LAS HOJAS […]
APARATO Y PROCEDIMIENTO PARA CONTROLAR LAS TENSIONES EN LAMINAS DE VIDRIO., del , de GLASSTECH, INC.: UN BORDE DE SUJECION DE LAMINA DE VIDRIO , QUE INCLUYE UN BORDE AISLANTE YUXTAPUESTO AL PERIFERIA INTERNA DE EL BORDE DE SUJECION […]