PROCEDIMIENTO E INSTALACIÓN PARA RETIRAR UNA CUBIERTA DE UNA CAJA ALMACÉN.
Procedimiento para retirar una cubierta de una caja almacén (13),
especialmente de una caja almacén (13) equipada con jeringuillas desechables prefabricadas (14), que está cerrada a manera de tapa por medio de la cubierta (11) fijada a ella por el lado del borde, a cuyo fin la cubierta es desprendida de la caja almacén (13), caracterizado porque la cubierta (11) es solicitada con calor de calentamiento, especialmente una radiación de calentamiento, que, al menos en la zona de algunos bordes de cierre (15), especialmente de los bordes transversales, actúa sobre éstos desde arriba, y se aminora la fuerza de adherencia de un sellado de la cubierta (11) por calentamiento en al menos la zona de estos bordes de cierre (15), y porque se solicita la cubierta (11), al menos en la zona de un borde transversal, con una fuerza de aspiración que actúa sobre ella y por medio de la fuerza de aspiración en al menos la zona de este borde transversal se la desprende del borde transversal asociado de la caja almacén (13) y se la pela y separa de la caja almacén (13) por arrollamiento sobre un rodillo (20) situado por encima de la caja almacén (13)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04030386.
Solicitante: GRONINGER & CO. GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HOFACKERSTRASSE 9 D-74564 CRAILSHEIM ALEMANIA.
Inventor/es: Miksch,Rupert.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Diciembre de 2004.
Clasificación Internacional de Patentes:
- B65B69/00B
Clasificación PCT:
- B65B69/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Desembalaje de objetos o materiales, no previstos en otro lugar.
Clasificación antigua:
- B65B69/00 B65B […] › Desembalaje de objetos o materiales, no previstos en otro lugar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361405_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para retirar una cubierta de una caja almacén, especialmente de una caja almacén equipada con jeringuillas desechables prefabricadas, con las características restantes de la reivindicación 1.
Usualmente, se transportan, por ejemplo, jeringuillas desechables prefabricadas en cajas almacén en las que están mantenidas en disposición colgante sobre una placa de soporte agujereada. La placa de soporte descansa en forma suelta sobre un talón periférico interior de la caja almacén. Después de la introducción de las jeringuillas desechables se cierra cada caja almacén en su lado superior con una cubierta a manera de tapa que se une con el borde periférico de cajas almacén que es habitual que sean aproximadamente rectangulares. La unión y la propia cubierta tienen que ser herméticas a los gérmenes. Por tanto, por debajo de esta cubierta superior, por ejemplo para fines de acolchado o similares, se coloca todavía en forma suelta una segunda cubierta antes de la aplicación de la primera cubierta. En este estado se esterilizan las cajas almacén, concretamente tanto por fuera como por dentro, y esto a través de la cubierta, de modo que las jeringuillas desechables contenidas en ellas y una eventual cubierta interior colocada en forma suelta estén también esterilizadas, y así, por ejemplo envasadas en bolsas estériles individuales, se suministran dichas cajas a empresas farmacéuticas que llenan las jeringuillas desechables con un producto farmacéutico en máquinas llenadoras y cerradoras que trabajan automáticamente. Para el llenado de las jeringuillas desechables suministradas en las cajas almacén se tiene que retirar antes la cubierta superior a manera de tapa y eventualmente también una segunda cubierta adicional inserta en estado suelto. Esta retirada tiene que efectuarse en condiciones estériles. Esto se realiza frecuentemente a mano por un operario mediante una intervención con guantes en una zona estéril de la máquina (aislador). A causa de la intervención con guantes, el operario está vinculado a este plan, aun cuando solamente tengan que abrirse, por ejemplo, dos a tres cajas almacén por minuto.
Se conoce también (documento DE 44 19 475 A1) una instalación para retirar la cubierta de cajas almacén que, para retirar la cubierta superior, presenta un primer dispositivo de agarre con mordazas de agarre y un dispositivo de movimiento, así como otros engorrosos medios mecánicos. Esta instalación es complicada y engorrosa, tiene una gran ocupación de espacio y también es muy costosa. Además, con una instalación de esta clase no siempre queda garantizado tampoco un agarre seguro de la cubierta superior, por ejemplo debido a que la cubierta, que solamente en las esquinas sobresale algunos milímetros más allá del borde de la cajas almacén, está algunas veces doblada hacia arriba o hacia abajo y, por tanto, no puede ser agarrada con seguridad. Además, no queda excluido que se rompa la cubierta al extraerla y que no sea retirada completamente. Para retirar la segunda cubierta inserta de forma suelta en la caja almacén puede estar previsto un segundo dispositivo de agarre mecánico o, en lugar de éste, un dispositivo de elevación que presente en un brazo basculante al menos una ventosa que esté unida con un dispositivo de aspiración.
Se conoce por el documento EP 0 443 502 A1 el recurso de calentar y desellar en un envase que contiene circuitos de mando eléctricos los bordes sellados de este envase por medio de elementos de calentamiento superiores e inferiores, retirar la parte superior del envase y aspirar y evacuar el circuito de mando eléctrico apoyado sobre la parte inferior del envase por medio de una boquilla de aspiración.
La invención se basa en el problema de crear un procedimiento de la clase citada al principio que haga posible de manera fiable, en condiciones estériles, una retirada de una cubierta de una caja almacén.
El problema se resuelve en un procedimiento de la clase citada al principio según la invención por medio de las características de la reivindicación 1. Como quiera que se aminora la fuerza de adherencia de la cubierta en la zona de algunos bordes de cierre, por ejemplo únicamente de los bordes transversales, y la cubierta se desprende de la caja almacén por un acción de peladura, se puede conseguir una retirada fiable de la cubierta, y esto sin riesgo de una eventual rotura o de un desprendimiento incompleto de la cubierta, siendo necesario también solamente un pequeño coste para la realización de este procedimiento a máquina. La invención se aprovecha aquí del conocimiento de que las uniones de pegadura presentan la más pequeña resistencia frente a peladura y, por tanto, en el caso de cubiertas de cajas almacén es posible también con gran ventaja una peladura acompañada de un pequeño consumo de fuerza y de manera fiable sin riesgo de rotura. Es ventajoso a este respecto que se produzca la aminoración de la fuerza de adherencia de la cubierta en la zona de un sellado de algunos bordes de cierre, por ejemplo de los bordes transversales. La aminoración de la fuerza de adherencia de la cubierta puede obtenerse de manera ventajosa por calentamiento en al menos la zona de algunos bordes de cierre, por ejemplo de los bordes transversales. Puede ser ventajoso a este respecto que la cubierta sea solicitada con calor de calentamiento, especialmente una radiación de calentamiento, que, al menos en la zona de algunos bordes de cierre, especialmente de los bordes transversales, actúe desde arriba sobre estos bordes. La cubierta es solicitada con una fuerza de aspiración que actúa sobre ella y es desprendida de la caja almacén por medio de esta fuerza de aspiración, siendo solicitada la cubierta con una fuerza de aspiración al menos en la zona de un borde transversal y siendo desprendida del borde transversal asociado de la caja almacén por medio de la fuerza de aspiración al menos en la zona de este borde transversal. La cubierta es pelada y separada de la caja almacén por arrollamiento. Es ventajoso a este respecto que, por peladura en la zona de los bordes de cierre, la cubierta sea separada de la caja almacén, que se mantiene así al mismo tiempo presionada hacia abajo. Mediante la solicitación con fuerza de aspiración se puede iniciar al mismo tiempo la peladura de la cubierta por arrollamiento, pudiendo realizarse el arrollamiento de la cubierta sobre un rodillo situado por encima de la caja almacén. La solicitación con fuerza de aspiración puede efectuarse a través de dispositivos de aspiración, especialmente ventosas, dispuestos, por ejemplo, a lo largo de una línea del rodillo y dotados de aberturas de aspiración o similares unidas con una fuente de depresión. La cubierta desprendida de la caja almacén y arrollada puede ser desenrollada en sentido contrario o en el mismo sentido respecto de la dirección de arrollamiento fuera de la zona de la caja almacén y, reduciendo la solicitación con fuerza de aspiración, puede ser liberada y descargada a través de una abertura de salida.
**(Ver fórmula)**
De esta manera, una cubierta superior a manera de tapa, que está sellada por el lado del borde con la caja almacén, puede ser retirada de manera fiable, rápida y económica en condiciones estériles.
Para retirar otra cubierta de una caja almacén que esté colocada en forma suelta en el lado superior sobre o dentro de la caja almacén, se solicita esta cubierta con una fuerza de aspiración actuante sobre ella y se la retira de la caja almacén por medio de esta fuerza de aspiración. De manera ventajosa, la cubierta es solicitada con una fuerza de aspiración al menos en la zona de un borde transversal y es elevada por medio de la fuerza de aspiración. La cubierta es retirada entonces de la caja almacén por arrollamiento. Simultáneamente con la solicitación de fuerza de aspiración se inicia la retirada de la cubierta por arrollamiento sobre un rodillo situado por encima de la caja almacén. De manera ventajosa, la solicitación con fuerza de aspiración se realiza a través de dispositivos de aspiración, especialmente ventosas, dispuestos, por ejemplo, a lo largo de al menos una línea del rodillo y dotados de aberturas de aspiración o similares unidas con una fuente de depresión. La cubierta retirada de la caja almacén y arrollada de esta manera puede ser desenrollada después fuera de la zona de la caja almacén en sentido contrario o preferiblemente en el mismo sentido con respecto a la dirección de arrollamiento y, reduciendo la solicitación con fuerza de aspiración, puede ser liberada y descargada a través de una abertura de salida.
Según el procedimiento conforme a la invención,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para retirar una cubierta de una caja almacén (13), especialmente de una caja almacén (13) equipada con jeringuillas desechables prefabricadas (14), que está cerrada a manera de tapa por medio de la cubierta
(11) fijada a ella por el lado del borde, a cuyo fin la cubierta es desprendida de la caja almacén (13), caracterizado porque la cubierta (11) es solicitada con calor de calentamiento, especialmente una radiación de calentamiento, que, al menos en la zona de algunos bordes de cierre (15), especialmente de los bordes transversales, actúa sobre éstos desde arriba, y se aminora la fuerza de adherencia de un sellado de la cubierta (11) por calentamiento en al menos la zona de estos bordes de cierre (15), y porque se solicita la cubierta (11), al menos en la zona de un borde transversal, con una fuerza de aspiración que actúa sobre ella y por medio de la fuerza de aspiración en al menos la zona de este borde transversal se la desprende del borde transversal asociado de la caja almacén (13) y se la pela y separa de la caja almacén (13) por arrollamiento sobre un rodillo (20) situado por encima de la caja almacén (13).
2. Procedimiento según la reivindicación 1, caracterizado porque se separa la cubierta (11) de la caja almacén
(13) por peladura en la zona de los bordes de cierre (15) y por efecto del presionado así originado de esta caja hacia abajo.
3. Procedimiento según cualquiera de las reivindicaciones 1 y 2, caracterizado porque simultáneamente con la solicitación por fuerza de aspiración se inicia la peladura de la cubierta (11) por arrollamiento.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la solicitación con fuerza de presión se efectúa por medio de dispositivos de aspiración (19), especialmente ventosas, ubicados, por ejemplo, a lo largo de al menos una línea del rodillo (20) y dotados de aberturas de aspiración o similares unidas con una fuente de depresión.
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la cubierta (11) desprendida de la caja almacén (13) y arrollada es desenrollada fuera de la zona de la caja almacén (13) en sentido contrario o en el mismo sentido con respecto a la dirección de arrollamiento y, reduciendo la solicitación con fuerza de aspiración, es descargada por una abertura de salida (33).
6. Procedimiento para retirar una cubierta de una caja almacén (13), en el que otra cubierta (12) está colocada en forma suelta sobre el lado superior de la caja almacén (13), según cualquiera de las reivindicaciones 1 a 5, caracterizado porque se solicita la cubierta (12) con una fuerza de aspiración actuante sobre ella y se la retira de la caja almacén (13) por medio de esta fuerza de aspiración.
7. Procedimiento según la reivindicación 6, caracterizado porque se solicita la cubierta (12) con una fuerza de aspiración al menos en la zona de un borde transversal y se la eleva por medio de la fuerza de aspiración.
8. Procedimiento según la reivindicación 6 ó 7, caracterizado porque la cubierta aspirada (12) es retirada de la caja almacén (13) por arrollamiento de la misma.
9. Procedimiento según cualquiera de las reivindicaciones 6 a 8, caracterizado porque simultáneamente con la solicitación por fuerza de aspiración se inicia la retirada de la cubierta (12) por arrollamiento de la misma.
10. Procedimiento según cualquiera de las reivindicaciones 6 a 9, caracterizado porque el arrollamiento de la cubierta (12) se efectúa sobre un rodillo (21) que se encuentra por encima de la caja almacén (13).
11. Procedimiento según cualquiera de las reivindicaciones 6 a 10, caracterizado porque la solicitación con fuerza de aspiración se efectúa a través de dispositivos de aspiración (24), especialmente ventosas, ubicados, por ejemplo, a lo largo de al menos una línea del rodillo (21) y dotados de aberturas de aspiración o similares unidas con una fuente de depresión.
12. Procedimiento según cualquiera de las reivindicaciones 6 a 11, caracterizado porque la cubierta (12) retirada de la caja almacén (13) y arrollada es desenrollada fuera de la zona de la caja almacén (13) en sentido contrario
o preferiblemente en el mismo sentido con respecto a la dirección de arrollamiento y, reduciendo la solicitación con fuerza de aspiración, es descargada por una abertura de salida (33).
13. Procedimiento según cualquiera de las reivindicaciones 6 a 12, caracterizado porque en secuencia continua durante la circulación de las cajas almacén (13) se desprende, en una primera etapa, una primera cubierta (11) de la caja almacén (13) mediante una aminoración de la fuerza de adherencia de la cubierta (11) en la zona de algunos bordes de cierre (15), especialmente de los bordes transversales, y mediante una acción de peladura, y, en una segunda etapa subsiguiente, se retira una segunda cubierta (12) de esta misma caja almacén (13).
14. Procedimiento según la reivindicación 13, caracterizado porque la primera cubierta desprendida y arrollada
(11) y, al menos aproximadamente al mismo tiempo que ella, la segunda cubierta retirada y desenrollada (12) se desenrollan fuera de la zona de la caja almacén (13), preferiblemente en sentido contrario una respecto de otra, y, reduciendo la respectiva solicitación con fuerza de aspiración, se descargan estas cubiertas en una abertura de salida
(33) común a ellas.
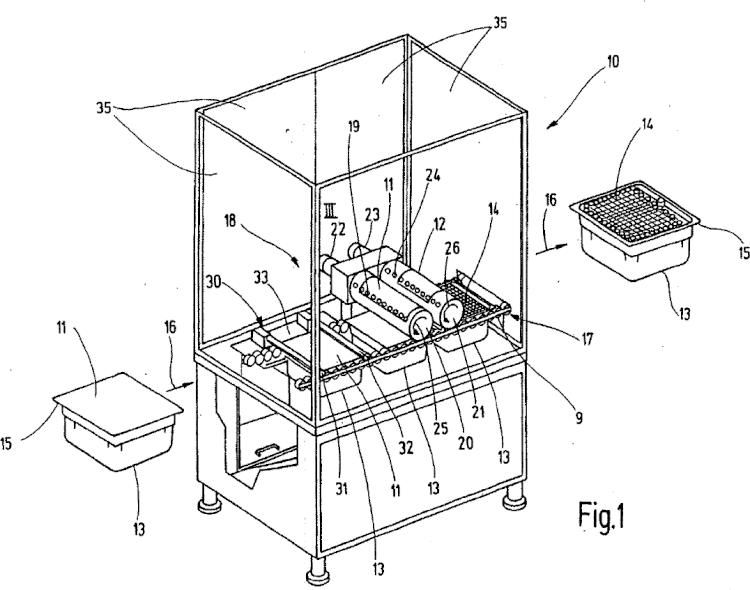
15. Instalación para retirar al menos una cubierta (11, 12) de una caja almacén (13) con miras a la puesta en práctica del procedimiento según las reivindicaciones 1 a 14, caracterizada por un equipo de transporte (17) que transporta las cajas almacén (13) a distancias una de otra y preferiblemente de manera continua a lo largo de una vía, y por al menos una estación de rodillo (18) con al menos un equipo de aspiración (19, 24) que recoge e inmoviliza al menos una cubierta (11, 12) por acción de aspiración y con al menos un rodillo (20, 21) que arrolla esta cubierta inmovilizada (11, 12).
**(Ver fórmula)**
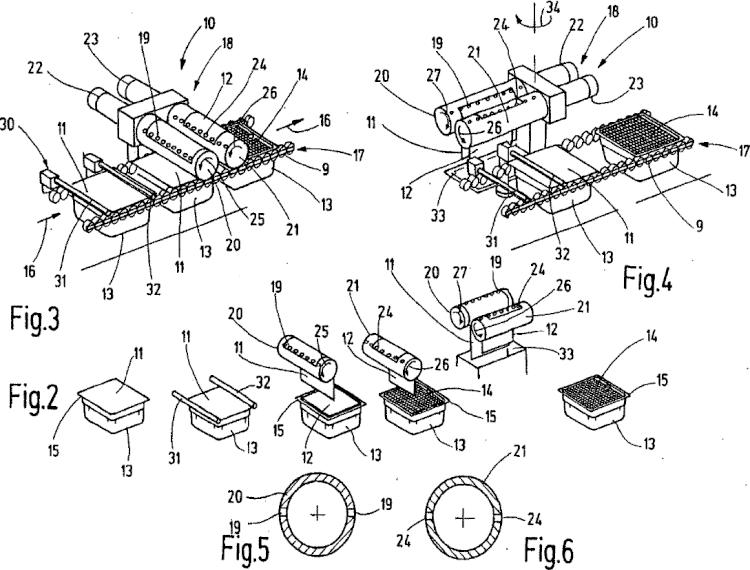
16. Instalación según la reivindicación 15, caracterizada porque la estación de rodillo (18) presenta dos rodillos (20, 21) dispuestos a distancia uno tras otro en la dirección de transporte y dotados de accionamientos asociados (22, 23), preferiblemente conmutables respecto del sentido de giro, los cuales presentan sendos equipos de aspiración controlables propios (19, 24).
17. Instalación según la reivindicación 16, caracterizada porque el respectivo equipo de aspiración (19, 24) presenta por cada rodillo (20, 21) unos dispositivos de aspiración, especialmente ventosas, ubicados, por ejemplo, a lo largo de al menos una línea del rodillo (20, 21) y dotados de aberturas de aspiración o similares unidas con una fuente de depresión.
18. Instalación según cualquiera de las reivindicaciones 15 a 17, caracterizada porque el primer rodillo (20) con un equipo de aspiración (19) está concebido para desprender y arrollar una primera cubierta sellada preferiblemente superior (11) y, visto en la dirección de transporte, está dispuesto como primer rodillo delante del segundo rodillo (21), y porque el segundo rodillo (21) con equipo de aspiración (24) está concebido para realizar preferiblemente una recogida y arrollamiento subsiguientes de una segunda cubierta (12) colocada preferiblemente de forma suelta en la caja almacén (13), y ambos rodillos (20, 21) giran preferiblemente en el mismo sentido para realizar dicho arrollamiento.
19. Instalación según cualquiera de las reivindicaciones 15 a 18, caracterizada porque la estación de rodillo
(18) juntamente con los rodillos (20, 21) es basculable después del arrollamiento de la cubierta (11, 12) sobre ellos, por ejemplo en aproximadamente 90º, para salirse de la zona de la vía y de las cajas almacén (13) y pasar a una posición de descarga y colocarse sobre una abertura de salida (33).
20. Instalación según la reivindicación 19, caracterizada porque al menos un rodillo (20, 21) es accionable en la posición de descarga por medio del respectivo accionamiento asociado (22, 23) en sentido contrario a la dirección de arrollamiento y, desconectando el respectivo equipo de aspiración (19, 24), descarga la respectiva cubierta arrollada (11, 12) por desenrollamiento en la abertura de salida (33).
21. Instalación según la reivindicación 19 ó 20, caracterizada porque, después de la descarga de las cubiertas (11, 12), la estación de rodillo (18) puede ser hecha bascular volviendo de la posición de descarga a su posición de partida.
22. Instalación según cualquiera de las reivindicaciones 15 a 21, caracterizada porque por encima de la vía está dispuesto al menos un equipo de calentamiento (30) por medio del cual, durante la circulación de las cajas almacén (13), una cubierta (11), preferiblemente una primera cubierta (11) sellada por el lado del borde contra la respectiva caja almacén (13), puede ser solicitada en la zona de algunos bordes de cierre (15), especialmente de los bordes transversales, con una radiación de calentamiento para aminorar la fuerza de adherencia.
23. Instalación según la reivindicación 22, caracterizada porque, considerado en la dirección de transporte, el equipo de calentamiento (30) está dispuesto delante de la estación de rodillo (18).
24. Instalación según la reivindicación 22 ó 23, caracterizada porque el equipo de calentamiento (30) presenta al menos un radiador de calentamiento, preferiblemente dos radiadores de calentamiento (31, 32) dispuestos a distancia uno de otro en la dirección de transporte,
25. Instalación según cualquiera de las reivindicaciones 22 a 24, caracterizada porque el equipo de calentamiento (30) y especialmente sus radiadores de calentamiento (31, 32) están dispuestos transversalmente a la dirección de transporte y se extienden al menos por toda la anchura de la vía, de tal manera que, al circular las cajas almacén (13), se produzca una solicitación y calentamiento de una cubierta (11) en la zona del borde transversal delantero y del borde transversal trasero.
26. Instalación según cualquiera de las reivindicaciones 15 a 25, caracterizada porque el equipo de transporte
(17) presenta una vía de rodillos (9) que discurre especialmente en línea recta y sobre la cual descansan las cajas almacén (13) con sus bordes longitudinales y éstas pueden ser movidas hacia delante en la dirección de transporte.
Patentes similares o relacionadas:
Unidad y método para alimentar folletos informativos a una máquina de empaquetado, del 22 de Julio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una unidad para alimentar folletos informativos a una máquina de empaquetado (M), que comprende: - una superficie de alimentación […]
ESTACIÓN AUTOMÁTICA PARA LA APERTURA DE CAJAS EN MOVIMIENTO, del 11 de Junio de 2020, de MARTINEZ GARCIA,JAVIER: 1. Estación automática para la apertura de cajas en movimiento dispuesta sobre la línea de apertura de cajas cerradas y selladas que […]
Dispositivo y procedimiento para desembalar y alimentar envueltas de envase plegadas de manera plana y verticales, del 10 de Junio de 2020, de SIG TECHNOLOGY AG: Dispositivo para transferir envolturas de envase plegadas de manera plana y verticales a una unidad de procesamiento subsiguiente, en particular una máquina llenadora para […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
RECICLADOR DE CÁPSULAS DE CAFÉ, del 28 de Noviembre de 2019, de GARCIA MEDRANO, Joan: Reciclador de capsulas de café, que permite separar el café ya utilizado de la propia cápsula. El reciclador comprende un primer brazo en cuyo […]
Dispositivo y procedimiento de muestreo de un líquido, del 13 de Noviembre de 2019, de Henry, Grégoire: Dispositivo de muestreo de un líquido sensible al contacto con el aire, que permite transvasar este líquido , previamente contenido en un recipiente inicial […]
Dispositivo de apertura de fardos, del 29 de Octubre de 2019, de Cross Wrap OY: Un dispositivo de apertura de fardos para abrir fardos envueltos y/o atados con material de envoltura, en el que el dispositivo comprende: […]
Máquina rellenadora de cápsulas, del 23 de Octubre de 2019, de ROBERT BOSCH GMBH: Maquina rellenadora de cápsulas para el relleno de una cápsula que comprende una parte superior de cápsula y una parte inferior de cápsula , que comprende […]