REGULACIÓN DEL MODO DE AGITACIÓN ELECTROMAGNÉTICA EN LA ALTURA DE UNA LINGOTERA DE COLADA CONTINUA.
Método de regulación del modo de agitación electromagnética del metal líquido en la altura de una lingotera (1) de colada continua de productos metálicos planos (2) con boquilla sumergida (5) dotada de aberturas de salida laterales (17) dirigidas hacia las paredes pequeñas (4) de la lingotera,
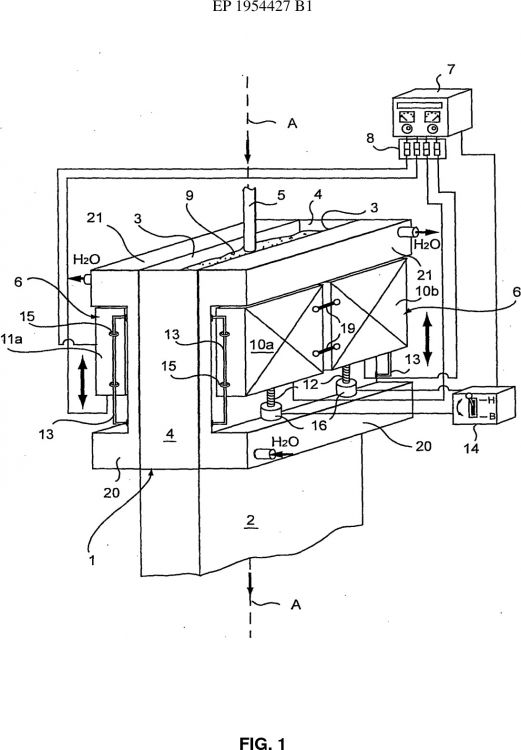
estando dicha lingotera equipada en cada una de sus caras grandes (3) con un par (10, 11) de inductores lineales polifásicos (10a..., 11b) con un campo magnético que desliza horizontalmente según la anchura de dicha cara grande y dispuestos a una parte y a otra de la boquilla, estando cada inductor conectado a una alimentación eléctrica (7) que dirige el conjunto de estos cuatro inductores de forma coherente, estando el método caracterizado: - porque los inductores (10a..., 11b) al estar montados deslizantes verticalmente según la altura de la lingotera se pasa, por traslación de dichos inductores, de una posición funcional baja PB, que actúa al nivel de las aberturas de salida de la boquilla, en la cual el sentido de deslizamiento del campo está invertido entre los inductores de un mismo par (10 u 11) y conservado entre los inductores enfrente uno de otro en dos pares diferentes (10 y 11) en una posición de acción funcional alta PA que actúa al nivel del menisco (9) del metal líquido en la lingotera, en la que el campo desliza en el mismo sentido en los inductores de un mismo par (10 u 11) y en sentido opuesto entre los dos pares (10 y 11), y recíprocamente; - y porque durante el paso de una posición funcional a la otra se modifica la conexión de los inductores (10a..., 11b) en dicha alimentación eléctrica a fin de invertir el sentido de deslizamiento del campo magnético de sólo uno (10a) de los dos inductores de un mismo par (10) así como de éste (11b) entre los dos inductores del otro par (11), que es simétrico con respecto al eje de colada (A)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2006/002355.
Solicitante: ROTELEC.
Nacionalidad solicitante: Francia.
Dirección: TOUR MERCURIALES 40, RUE JEAN JAURES 93170 BAGNOLET FRANCIA.
Inventor/es: KUNSTREICH, SIEBO.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Octubre de 2006.
Fecha Concesión Europea: 4 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B22D11/115 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › empleando campos magnéticos.
- B22D11/20 B22D 11/00 […] › de la retirada de barras coladas.
Clasificación PCT:
- B22D11/18 B22D 11/00 […] › de la operación de colada (B22D 11/20 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
El presente invento trata de la colada continua de productos metálicos planos, de acero en particular. Más particularmente el invento se refiere a la gestión de los movimientos de circulación del metal líquido colado en el seno de la lingotera de 5 colada por la aplicación de fuerzas electromagnéticas con el fin de mejora de la calidad de los productos colados y/o de la productividad de la instalación de colada.
Se recuerda que se entiende por productos “planos” los desbastes planos, pequeños desbastes planos, desbastes planos delgados... o cualquier otra forma de 10 sección recta “alargada”, es decir cuya anchura es al menos el doble del espesor.
Las lingoteras con las que los productos planos son colados tienen normalmente dos grandes caras (o paredes) de cobre o aleación de cobre, enérgicamente enfriadas por circulación de agua en contacto con ellas, y dispuestas una frente a otra a una 15 distancia que define el espesor del producto colado. Estas paredes de cara total están completadas en el extremo por dos pequeñas paredes laterales de modo que forman un espacio de colada estanco que reproduce la sección rectangular deseada. Está previsto un sistema de enfriamiento de las paredes que comprende cámaras de agua y canales de enfriamiento para asegurar por medio de estas paredes una extracción de 20 calor suficiente fuera del metal colado. Es suficiente una extracción de calor que lleva en la salida de la lingotera a la formación de una piel de metal solidificada regular al contacto de estas paredes enfriadas en su contorno y con un espesor de algunos centímetros con el fin de conferir al producto colado una cubierta mecánicamente resistente para permitir su solidificación completa por tracción en las etapas inferiores 25 del enfriamiento secundario (chorros de agua directos) de la máquina de colada.
Como se sabe, la superficie libre o metal de colada en la lingotera (la superficie libre que se designará a continuación por la palabra “menisco”, corrientemente admitida por comodidad de lenguaje) está generalmente recubierta por una escoria de 30 cobertura. La colada se efectúa desde ese momento con la ayuda de una boquilla sumergida unas decenas de centímetros bajo el menisco en la lingotera y provista en su extremo de salida de unas aberturas laterales por las que el metal líquido sale en dirección de las caras pequeñas de la lingotera.
35
Nadie ignora hoy día la importancia de la influencia, tanto en la calidad metalúrgica del metal colado (limpieza de inclusiones incluida) como sobre el éxito de la operación de colada propiamente dicha o de su productividad, de los flujos del metal en fusión en el seno de la máquina de colada.
5
Ésta es la causa por la que después de más de treinta años ahora, y con resultados diversos pero siempre técnicamente convincentes, los procedimientos de colada continua del acero que aplican constantemente fuerzas electromagnéticas tienden a limitar estos flujos del metal líquido según modos circulatorios variados y de los que según los casos y los efectos buscados, algunos se estiman más adecuados 10 que otros.
Esquemáticamente, solamente hay que considerar dos grandes clases de acción electromagnética: la que aplica campos magnéticos estáticos y ésta, propia de la agitación electromagnética, que aplica para esto campos magnéticos móviles. 15
En lo que se refiere a la primera clase de acción se limitará aquí a citar el documento WO 99/11404A que describe la presencia en lo alto de la lingotera, en las caras grandes de ella, un par de barras magnéticas horizontales separadas una de otra lo suficiente para envolver las aberturas de salida de la boquilla de colada. Cada 20 barra actúa a modo de freno con respecto a los movimientos del metal líquido que la atraviesa, contribuyendo así las barras inferiores a reducir la profundidad de penetración en el seno de la lingotera de los chorros de metal salidos de la boquilla, actuando la barra superior para calmar la agitación en el menisco frenando los movimientos metálicos que suben hacia arriba. 25
En la clase de acción propia a la agitación electromagnética, la aplicación de la última puede hacerse al nivel de la lingotera propiamente dicha y/o al nivel de la zona de enfriamiento secundaria de la máquina de colada.
30
En el caso de la agitación en la lingotera, el campo magnético que actúa a través de las paredes grandes de cobre está producido por inductores que se encuentran bien directamente sumergidos en la cámara de agua superior de la lingotera, o encajonados y por tanto dotados de su propio circuito de enfriamiento.
35
Hoy día se usan varios tipos de agitación electromagnética en la lingotera. Se puede esquematizarlos brevemente de la manera siguiente:
Un primer tipo (véase por ejemplo el documento JP 1.228.645 o el EP 0750958) consiste en un movimiento giratorio del metal en fusión al nivel del menisco alrededor 5 del eje de colada, esto a fin de mejorar la calidad de la superficie de los productos colados. Para hacer esto se aplican campos magnéticos deslizantes horizontalmente en la región del menisco según toda la anchura de las caras grandes de la lingotera y cuyo sentido de deslizamiento se invierte entre una cara grande y la otra. Para hacer esto se monta un par de inductores polifásicos de estructura plana de tipo “estator de 10 motor lineal asíncrono” en la parte alta de la lingotera, extendiéndose cada inductor en toda la anchura de la cara grande.
Un segundo tipo de agitación preconizada consiste en situar los inductores aproximadamente a la mitad de la altura de la lingotera a fin de poder aplicar al nivel 15 de las aberturas de salida de la boquilla sumergida esta vez un campo magnético que desliza según las semianchuras de las caras grandes. Este campo está producido por inductores planos polifásicos montados enfrente de las caras grandes de la lingotera, a razón esta vez de dos pares de inductores, un par por cara grande, formando los inductores un par y estando dispuestos simétricamente a una parte y a otra del eje de 20 colada definido por la boquilla y cubriendo cada uno aproximadamente la mitad de la anchura de la cara grande. El conjunto formado por estos cuatro inductores está conectado a una o varias alimentaciones eléctricas polifásicas que dirigen todo de forma coherente. Así, el campo magnético producido desliza en sentido opuesto en los dos inductores de un mismo par y en el mismo sentido en los inductores de las caras 25 diferentes dispuestos enfrente uno de otro a una parte y a otra del producto colado.
En una primera versión, a menudo designada con la palabra EMLA (véase por ejemplo el documento EP 1.551.560), el campo desliza hacia el exterior, es decir de la boquilla hacia las caras pequeñas de la lingotera, por lo tanto en el sentido de los 30 chorros de metal en fusión que llegan a la lingotera por las aberturas de la boquilla. El objeto principal en este caso es promover o estabilizar una configuración denominada “doble bucle” de circulación del acero líquido en la lingotera. Una configuración de tipo “doble bucle” se manifiesta favorable en particular a un aporte regular de calorías en la
zona del menisco, el cual tiende naturalmente a enfriarse por pérdida de calor en el curso de la colada a pesar de la presencia de la escoria de cobertura.
En otra versión, denominada por la palabra EMLS (véase por ejemplo el documento EP 0.650.785), el campo magnético desliza esta vez hacia el interior, por lo 5 tanto desde las caras pequeñas laterales hacia la boquilla, es decir a contracorriente de los chorros de metal que llegan a la lingotera. El objeto en este caso es “frenar” los chorros de forma que se atenúe su fuerza con el fin de disminuir las fluctuaciones al nivel del menisco y los torbellinos provocados por una velocidad de flujo demasiado importante. 10
Estos diferentes ejemplos, por supuesto, no constituyen una lista exhaustiva de las prácticas posibles de agitación electromagnética en una lingotera de colada continua actualmente a la disposición del metalúrgico. No obstante representan las dos grandes clases de agitación actualmente preconizadas para la colada de los 15...
Reivindicaciones:
1. Método de regulación del modo de agitación electromagnética del metal líquido en la altura de una lingotera (1) de colada continua de productos metálicos planos (2) con boquilla sumergida (5) dotada de aberturas de salida laterales (17) 5 dirigidas hacia las paredes pequeñas (4) de la lingotera, estando dicha lingotera equipada en cada una de sus caras grandes (3) con un par (10, 11) de inductores lineales polifásicos (10a..., 11b) con un campo magnético que desliza horizontalmente según la anchura de dicha cara grande y dispuestos a una parte y a otra de la boquilla, estando cada inductor conectado a una alimentación eléctrica (7) que dirige el 10 conjunto de estos cuatro inductores de forma coherente, estando el método caracterizado:
- porque los inductores (10a..., 11b) al estar montados deslizantes verticalmente según la altura de la lingotera se pasa, por traslación de dichos inductores, de una posición funcional baja PB, que actúa al nivel de las aberturas de salida de la boquilla, 15 en la cual el sentido de deslizamiento del campo está invertido entre los inductores de un mismo par (10 u 11) y conservado entre los inductores enfrente uno de otro en dos pares diferentes (10 y 11) en una posición de acción funcional alta PA que actúa al nivel del menisco (9) del metal líquido en la lingotera, en la que el campo desliza en el mismo sentido en los inductores de un mismo par (10 u 11) y en sentido opuesto entre 20 los dos pares (10 y 11), y recíprocamente;
- y porque durante el paso de una posición funcional a la otra se modifica la conexión de los inductores (10a..., 11b) en dicha alimentación eléctrica a fin de invertir el sentido de deslizamiento del campo magnético de sólo uno (10a) de los dos inductores de un mismo par (10) así como de éste (11b) entre los dos inductores del 25 otro par (11), que es simétrico con respecto al eje de colada (A).
2. Método según la reivindicación 1 caracterizado porque durante el paso de la posición baja PB a la posición alta PA se invierte la conexión eléctrica de dos inductores (10a, 11b – 10b, 11a) dispuestos simétricamente con respecto al eje de 30 colada (A) en dos pares diferentes (10 y 11) para generar un movimiento giratorio en el seno del metal líquido.
3. Método según la reivindicación 1 caracterizado porque durante el paso de la posición alta PA a la posición baja PB se invierte la conexión eléctrica de dos 35
inductores (10a, 11b – 10b, 11a) dispuestos simétricamente con respecto al eje de colada (A) en dos pares diferentes (10 y 11) a fin de generar un efecto de agitación en mismo sentido o a contracorriente de los chorros de metal que salen de las aberturas de la boquilla de colada.
5
4. Método según la reivindicación 3 caracterizado porque con el fin de generar un efecto en el mismo sentido de la corriente de los chorros se invierte la conexión eléctrica de los inductores (10a..., 11b) cuyo campo magnético que producían hasta allí deslizaba en un sentido que va de una cara pequeña (4) de la lingotera hacia la boquilla (5). 10
5. Método según la reivindicación 3 caracterizado porque con el fin de generar un efecto en contracorriente de los chorros se invierte la conexión eléctrica de los inductores (10a..., 11b) cuyo campo magnético que producían hasta allí deslizaba en un sentido que va de la boquilla (5) hacia una cara pequeña (4) de la lingotera. 15
6. Equipo de agitación electromagnética para una lingotera de colada continua de productos metálicos planos que comprende una batería (6) de al menos cuatro inductores lineales (10a, 10b, 11a, 11b) con un campo magnético deslizante y una alimentación eléctrica polifásica (7) conectada a cada inductor, caracterizado porque 20 dicha alimentación está provista de un basculador de corriente (8) para al menos dos de dichos inductores (10a a 11b), y porque tiene además, por una parte, medios motorizados (12, 13, 14, 16) de montaje móvil de dicha batería de inductores (6) en la lingotera destinada a recibirla, siendo dichos medios aptos para permitir una traslación de dicha batería entre al menos dos posiciones funcionales PA y PB distantes una de 25 otra en la altura de la lingotera.
7. Equipo de agitación electromagnética según la reivindicación 6 caracterizado porque las cabezas de las bobinas que forman los enrollamientos eléctricos de los inductores están replegadas hacia el exterior, al menos en lo relativo a las cabezas 30 superiores.
Patentes similares o relacionadas:
Aparato y método para la producción de productos alargados de metal, del 10 de Abril de 2019, de Primetals Technologies Italy S.R.L: Método para hacer funcionar un aparato para la producción de productos laminados alargados que comprende las siguientes características y etapas: - producir metal líquido […]
Sensor y procedimiento de medición del nivel de la superficie de un metal en fase líquida, del 21 de Marzo de 2019, de Avemis: Sensor de medición del nivel de la superficie de un metal en fase líquida para una instalación de colada continua que comprende una lingotera que tiene una cara superior […]
Método de colada continua de acero, del 5 de Marzo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de colada continua de acero en el que se moldea un planchón que tiene una sección transversal rectangular al mismo tiempo que se provoca una vibración en el […]
Método para colada de forma continua de barra con sección transversal pequeña, del 21 de Enero de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método para colada de forma continua de una barra con una sección transversal pequeña en la que la barra tiene un área de sección transversal de no más de 500 […]
Aparato y método para la producción de productos metálicos largos, del 15 de Noviembre de 2018, de Primetals Technologies Austria GmbH: Aparato para la producción de productos metálicos alargados, tales como barras, varillas o similares, comprendiendo dicho aparato: - un laminador que comprende […]
Método para colada continua para fundir chapas de acero de espesor extra, del 20 de Septiembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método para colada continua de un desbaste plano, que se usa como materia prima para fabricación de planchas de acero de gran espesor, mediante laminado en caliente, comprendiendo […]
Método para determinar un tramo de línea de colada que incluye la posición de cierre del cono líquido de un producto de metal fundido continuamente, del 2 de Noviembre de 2016, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un método para determinar si un tramo de línea de colada incluye la posición de cierre del cono líquido de un producto de metal fundido continuamente, […]
Dispositivo de enfriamiento de doble chorro para molde de colada semicontinua vertical, del 12 de Octubre de 2016, de Constellium Issoire: Dispositivo de enfriamiento de un molde de colada semicontinua vertical con enfriamiento directo de placas de laminación o lingotes de extrusión […]