PROCESO DE TORSIÓN DE HILO Y BOBINA DE HILO.
Proceso para producir hilo torcido mediante una máquina retorcedora de doble torsión,
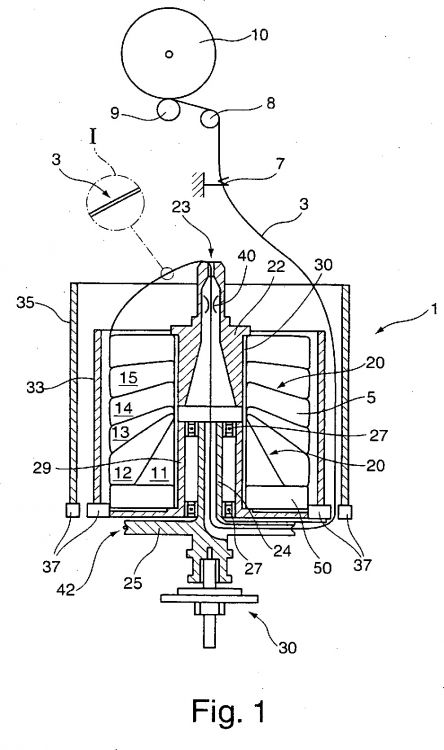
desenrollándose de una bobina de alimentación (5) múltiplemente doblada, sobre la que están arrollados varios hilos (3) que esencialmente co rren paralelos unos con respecto a otros, los hilos (3) en su recorrido de hilo a través de un tubo de entrada de hebra (22) y un husillo hueco (24), y arrollándoselos como hilo torcido sobre una bobina de rebobinado (10), corriendo el recorrido de hilo de los hilos (3) desde el punto de des prendimiento de los hilos (3) sobre la bobina de alimenta ción (5) directamente hacia la abertura de entrada de hebra (23) del tubo de entrada de hebra (22), conformando los hilos (3) una forma cónica de bobina sobre la bobina de ali mentación (5) en al menos una zona (11-15,51) de la longitud de bobina de la bobina de alimentación (5), caracterizado porque la forma cónica de bobina se conforma por la superfi cie (20) de una zona de bobina (12-15, 51) arrollada en for ma de canilla
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/001259.
Solicitante: SSM SCHARER SCHWEITER METTLER AG.
Nacionalidad solicitante: Suiza.
Dirección: NEUGASSE 10 8812 HORGEN SUIZA.
Inventor/es: ALLEMANN,JEAN-CLAUDE.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Febrero de 2007.
Fecha Concesión Europea: 28 de Julio de 2010.
Clasificación Internacional de Patentes:
- B65H55/00D
- B65H55/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 55/00 Paquetes de material filiforme enrollado. › caracterizados por el proceso de enrollado.
- D01H1/10C2
Clasificación PCT:
- B65H55/00 B65H […] › Paquetes de material filiforme enrollado.
- D01H1/10 TEXTILES; PAPEL. › D01 FIBRAS O HILOS NATURALES O FABRICADOS POR EL HOMBRE; HILATURA. › D01H HILATURA O RETORCIDO (devanado, desenrollado, accionamiento, bobinado o enrollamiento de materiales filamentosos no asociados expresamente a la hilatura o al retorcido B65H; núcleos-soportes, gálibos de formación, soportes para enrollamiento, p. ej. bobinas, B65H; retorcido de la estopa D01G 35/00; rizado u ondulaciones de fibras, filamentos o hilos D02G 1/00; producción de chenillas D03D, D04D 3/00; ensayos de hilos, mechas, cintas, fibras o velos de fibras G01). › D01H 1/00 Máquinas de hilar o retorcer en las cuales el enrollamiento del hilo se efectúa en continuo (máquinas de hilar de cabo abierto D01H 4/00). › para conferir una torsión múltiple, p. ej. retorcido de doble torsión.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
El invento trata de un proceso para producir hilo torcido (proceso de torsión de hilo) mediante una máquina retorcedora de doble torsión, desenrollándose de una bobina de alimentación múltiplemente doblada, sobre la que están arrollados varios hilos que corren esencialmente paralelos unos con respecto a otros, los hilos en su recorrido de hilo a través de un tubo de entrada de hebra de un husillo hueco y arrollándoselos, como hilo torcido, sobre una bobina de re-bobinado, así como de una bobina de hilo para la utilización como bobina de alimentación en el proceso.
Un proceso genérico está descrito p. ej. en la DE 33 30 275 A1.
Al producir hilo torcido (proceso de torsión de hilo) mediante una máquina retorcedora de doble torsión se utiliza bobinas de hilo múltiplemente dobladas, como bobinas de alimentación. En semejantes bobinas de hilo múltiplemente dobladas, al menos dos hilos se encuentran arrollados paralelos, o sea con un bobinado paralelo, sobre una bobina cilíndrica usualmente cruzada. O sea que los hilos ya no están torcidos o hilados uno con otro. Sin embargo, en el caso de los distintos hilos ya puede tratarse de hilos torcidos, es decir que los distintos hilos ya pueden componerse de dos o varios hilos torcidos unos con otros. En el caso mencionado en último lugar se produce llamados hilos torcidos en varias etapas por medio del proceso de torsión de hilo. Los hilos
pueden estar fabricados de fibras artificiales y/o fibras naturales.
La bobina de alimentación está colocada en un bote de hilatura de un husillo retorcedor de doble torsión de la máquina retorcedora de doble torsión y desde allí se la desenrolla en un proceso de desenrollado por arriba, después de lo cual el hilo torcido, que está producido torciendo los hilos que están arrollados sobre la bobina de alimentación, se arrolla sobre una bobina de rebobinado. El husillo retorcedor de doble torsión presenta un tubo de entrada de hebra, con una abertura de entrada de hebra, y un husillo hueco, transformándose el husillo hueco, en su extremo alejado de la abertura de entrada de hebra, en un disco acumulador. El husillo hueco está apoyado en forma rotatoria junto con el disco acumulador y durante el proceso de torsión de hilo rota accionado mediante una regla portahusillos que coge en el eje longitudinal del husillo hueco. La bobina misma de alimentación está detenida durante el proceso de torsión de hilo, es decir, que la bobina misma de alimentación no rota. El tubo de entrada de hebra y el husillo hueco están conducidos a lo largo del eje de bobina de la bobina de alimentación a través de ésta. Para producir las torsiones de los hilos que son necesarias para torcer los hilos, respectivamente las hebras de los hilos, los hilos, arrollados paralelos se desenrollan de la bobina de alimentación en forma simultánea en un recorrido de hilo. En este recorrido de hilo, los hilos se guían primeramente paralelos sobre una aleta (aleta de retorcer), que también se denomina campanello, que
rota libremente alrededor del tubo de entrada de hebra, y luego entran en la abertura de entrada de hebra del tubo de entrada de hebra. La aleta de retorcer se acciona por medio del movimiento del punto de desprendimiento de los hilos de la bobina de alimentación. Los hilos están conducidos a través del husillo hueco después de pasar el tubo de entrada de hebra y enroscados alrededor del disco acumulador. Los hilos, o bien sus hebras, reciben una primera rotación en el husillo hueco y una rotación adicional por el giro del disco acumulador. Desde el disco acumulador , las hebras de los hilos están guiadas por fuera a lo largo del bote de hilatura hasta un guiahilos dispuesto sobre la prolongación del eje de bobina, encima del bote de hilatura. El bote de hilatura impide en este caso un contacto de las hebras de los hilos, que corren en el recorrido de hilos hacia el disco acumulador, con la bobina de alimentación, lo cual causaría una avería del desenrollado de los hilos. El bote de hilatura se denomina por ello también bote de protección.
La aleta de retorcer tiene también una función protectora. Ésa impide que las hebras de los hilos rocen, entre el punto de desprendimiento de ésos sobre la superficie de la bobina de alimentación y la entrada a la abertura de entrada de hebra del tubo de entrada de hebra, con la superficie de la bobina de alimentación. Por este roce resultarían roturas frecuentes de hebra. La aleta de retorcer excede radialmente por ello un poco el diámetro máximo posible de la bobina de alimentación. La aleta de retorcer limita de este modo el aprovechamiento total del volumen del bote de protección. La
altura máxima posible de la bobina de alimentación está limitada por la posición de la fijación de la aleta de retorcer en el tubo de entrada de hebra y el diámetro máximo de la bobina de alimentación está limitado por la longitud radial de la aleta de retorcer. Esto último ocasiona que el proceso de torsión de hilo tenga que interrumpirse en forma relativamente frecuente por un reemplazo de la bobina vacía de alimentación, lo cual no sólo reduce la eficiencia del proceso de torsión de hilo, sino que también reduce la calidad del hilo torcido producido, dado que la bobina de alimentación torcida presenta una longitud de hilo relativamente reducida y/o en el caso de longitudes de hilo mayores existen empalmes o ligaduras relativamente frecuentes de los extremos de los hilos acabados con los hilos de las bobinas de alimentación nuevas.
El invento tiene por objetivo poner a disposición un proceso para producir hilo torcido y una bobina de hilo que evitan las desventajas del estado de la técnica, aprovechando mejor particularmente el volumen en el bote de protección del husillo retorcedor de doble torsión para incrementar la eficiencia de la producción de hilo torcido.
Este objetivo se consigue por medio del proceso y los dispositivos de las reivindicaciones independientes. Las reivindicaciones dependientes representan formas preferidas de fabricación.
En un proceso según el invento para producir hilo torcido mediante una máquina retorcedora de doble torsión se desenrolla, por arriba, de una bobina de alimentación múlti
plemente doblada, sobre la que están arrollados varios hilos, por ejemplo, también ya hilos torcidos, que esencialmente corren paralelos unos con respecto a otros, los hilos en su recorrido de hilo a través de un tubo de entrada de hebra de un husillo hueco, como es usual en el estado de la técnica en el caso de máquinas retorcedoras de doble torsión, y se los arrolla como hilo torcido, es decir, como hilos torcidos uno con otro, sobre una bobina de rebobinado. Según el invento, el recorrido de hilo de los hilos corre desde el punto de desprendimiento de los hilos sobre la bobina de alimentación directamente hacia la abertura de entrada de hebra del tubo de entrada de hebra. O sea que no está prevista una aleta de retorcer perimetral. En este caso, los hilos sobre la bobina de alimentación forman en al menos una zona de la longitud de bobina de la bobina de alimentación una forma cónica de bobina. Esta zona de la longitud de bobina corre por consiguiente en dirección de la longitud axial de la bobina de alimentación de tal modo, que la bobina de alimentación es más amplia en el extremo de pie alejado del desenrollado, es decir, que presenta un diámetro más grande que en el extremo superior de la bobina de alimentación que es cercano al desenrollado. La forma cónica de bobina está dada por el tipo de su arrollado de los hilos sobre la bobina de alimentación. Las zonas de la longitud de bobina con forma cónica de bobina tienen en este caso una superficie en forma de cono truncado, sobre la que el punto de desprendimiento de los hilos se mueve hacia arriba y hacia abajo en dirección del eje de la bobina de alimenta
ción al desenrollar por la parte superior. La superficie en forma de cono truncado también puede estar conformada solamente dentro de la bobina de alimentación, es decir, que su construcción de bobina puede estar elegida de tal modo, que la superficie en forma de cono trucado recién se conforme al desenrollar la bobina de alimentación por la parte superior.
Debido a que la superficie en forma de cono truncado está acodada en dirección del recorrido de hilo entre el punto de desprendimiento y la abertura de entrada de hebra se reduce el roce entre los hilos y la superficie de la bobina de alimentación o se lo evita totalmente en el caso de un ángulo de abertura correspondientemente plano de la superficie de cono. De este modo se evita las roturas...
Reivindicaciones:
- 18 – REIVINDICACIONES
1. Proceso para producir hilo torcido mediante una máquina retorcedora de doble torsión, desenrollándose de una bobina de alimentación (5) múltiplemente doblada, sobre la que están arrollados varios hilos (3) que esencialmente corren paralelos unos con respecto a otros, los hilos (3) en su recorrido de hilo a través de un tubo de entrada de hebra
(22) y un husillo hueco (24), y arrollándoselos como hilo torcido sobre una bobina de rebobinado (10), corriendo el recorrido de hilo de los hilos (3) desde el punto de desprendimiento de los hilos (3) sobre la bobina de alimentación (5) directamente hacia la abertura de entrada de hebra
(23) del tubo de entrada de hebra (22), conformando los hilos (3) una forma cónica de bobina sobre la bobina de alimentación (5) en al menos una zona (11-15,51) de la longitud de bobina de la bobina de alimentación (5), caracterizado porque la forma cónica de bobina se conforma por la superficie (20) de una zona de bobina (12-15, 51) arrollada en forma de canilla.
2. Bobina de hilo para utilizar como bobina de alimentación en el proceso según la reivindicación 1, estando arrollados sobre la bobina de hilo (5) varios hilos (3) que esencialmente corren paralelos unos con respecto a otros, conformado los hilos (3) sobre la bobina de hilo (5) en al menos una zona (11-15, 51) de la longitud de bobina de la bobina de hilo (5) una forma cónica de bobina, caracterizada porque la forma cónica de bobina se conforma por la superfi
cie (20) de al menos una zona de bobina (12-15, 51) arrollada en forma de canilla.
3. Bobina de hilo, según la reivindicación 2, caracterizada porque la zona de bobina arrollada en forma de canilla (12-15, 51) le sigue en dirección axial de la longitud de bobina a una zona de bobina (50) arrollada en forma cilíndrica.
Patentes similares o relacionadas:
Contenedor de expedición para suministrar cables, del 18 de Diciembre de 2019, de PRYSMIAN S.P.A.: Un contenedor de expedición para suministrar un cable enrollado , comprendiendo el contenedor de expedición : - una pared inferior ; - paredes […]
Arrollamiento cónico de material alargado, del 4 de Abril de 2018, de NV BEKAERT SA: Una disposición de material alargado arrollado en una serie de capas sobre un carrete , comprendiendo dicho carrete un núcleo cilíndrico , un disco […]
Paquete con hilo de alto módulo de Young y método para enrollar el paquete de hilo, del 29 de Octubre de 2014, de DSM IP ASSETS B.V.: Un paquete de hilo en una bobina, en donde la bobina es una bobina cilíndrica, el paquete es un paquete de enrollamiento cruzado de precisión abierto o un paquete […]
Procedimiento para devanar cinta dental, del 10 de Octubre de 2012, de MCNEIL-PPC, INC.: Un procedimiento para devanar cinta elastomérica, que comprende las etapas de: a. proporcionar un mecanismo de rebobinado accionado […]
 Paquete de fibra de carbono y método para fabricar dicho paquete, del 21 de Marzo de 2012, de MITSUBISHI RAYON CO., LTD.: Un paquete de fibras de carbono obtenido enrollando un haz de fibras de carbono con una finura de entre 25.000 y 35.000 denier en una bobina con extremos […]
Paquete de fibra de carbono y método para fabricar dicho paquete, del 21 de Marzo de 2012, de MITSUBISHI RAYON CO., LTD.: Un paquete de fibras de carbono obtenido enrollando un haz de fibras de carbono con una finura de entre 25.000 y 35.000 denier en una bobina con extremos […]
CARRETE LLEN0 CON MULTIPLES ELEMENTOS ALARGADOS ENROLLADOS ESTRECHAMENTE JUNTOS., del 1 de Mayo de 2007, de N.V. BEKAERT S.A.: Un carrete lleno con dos o más elementos de acero alargados enrollados en paralelo y en varias vueltas en dicho carrete, caracterizado en que la distancia entre dos elementos […]
PAQUETE DE HILO PRE-ORIENTADO., del 1 de Abril de 2007, de ASAHI KASEI KABUSHIKI KAISHA: Paquete de hilo preorientado de poli(trimetileno tereftalato) en el que el hilo de PTT es formado a base de un poli(trimetileno tereftalato) que tiene una viscosidad […]
 METODO PARA EL DEVANADO Y DEVANADO DE MALLA TUBULAR ALREDEDOR DE UN EJE, del 16 de Septiembre de 2009, de GIRO GH, S.A.: Método para el devanado y devanado de malla tubular alrededor de un eje.#Método para el devanado de malla tubular alrededor de un eje o alma […]
METODO PARA EL DEVANADO Y DEVANADO DE MALLA TUBULAR ALREDEDOR DE UN EJE, del 16 de Septiembre de 2009, de GIRO GH, S.A.: Método para el devanado y devanado de malla tubular alrededor de un eje.#Método para el devanado de malla tubular alrededor de un eje o alma […]