PROCEDIMIENTO Y UTILIZACIÓN DE UN DISPOSITIVO PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE UNA PIEZA A MECANIZAR.
Procedimiento para mecanizar con arranque de virutas una pieza (102) a mecanizar,
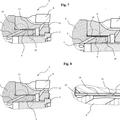
que comprende los siguientes pasos: - introducción de un lubricante en estado líquido en al menos un vaciado (118, 120) de la pieza (102) a mecanizar; - solidificación del lubricante en el vaciado (118, 120); - mecanizado con arranque de virutas de la pieza (102) a mecanizar, en el que por lo menos un útil (150) de mecanizado entra en contacto directo con el lubricante y se lubrica mediante el lubricante, pasando el lubricante del estado sólido al líquido durante el mecanizado de la pieza (102) a mecanizar por medio del útil (150) de mecanizado; - transformación del lubricante residual en el vaciado (118, 120) de la pieza (102) a mecanizar al estado capaz de fluir y retirada del lubricante de la pieza (102) a mecanizar
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2002/006552.
Solicitante: DURR ECOCLEAN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: MÜHLENSTRASSE 12 70794 FILDERSTADT ALEMANIA.
Inventor/es: ALVAREZ-VEGA, ANTONIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Junio de 2002.
Clasificación Internacional de Patentes:
- B23Q11/00F
- B23Q11/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
Clasificación PCT:
- B23P25/00 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Tratamiento auxiliar de las piezas, antes o durante las operaciones de trabajado, a fin de facilitar la operación de la herramienta o para conseguir el resultado final deseado para la pieza, p. ej. la reducción de las tensiones internas.
- B23Q11/00 B23Q […] › Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P).
- B23Q11/10 B23Q 11/00 […] › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
Clasificación antigua:
- B23P25/00 B23P […] › Tratamiento auxiliar de las piezas, antes o durante las operaciones de trabajado, a fin de facilitar la operación de la herramienta o para conseguir el resultado final deseado para la pieza, p. ej. la reducción de las tensiones internas.
- B23Q11/00 B23Q […] › Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P).
- B23Q11/10 B23Q 11/00 […] › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
PDF original: ES-2361539_T3.pdf
Fragmento de la descripción:
El presente invento se refiere a un procedimiento para el mecanizado con arranque de virutas de una pieza a mecanizar.
Se refiere además el presente invento a la utilización de un dispositivo para el mecanizado con arranque de virutas de una pieza a mecanizar.
El mecanizado con arranque de virutas de piezas a mecanizar, en especial, de piezas a mecanizar para la construcción de motores y reductores, por ejemplo, de culatas, cárteres de cigüeñales o cajas de cambio de velocidades, en trenes de transferencia y en centros de mecanizado, se lleva a cabo agregando cantidades muy grandes de lubricantes refrigerantes líquidos, que sirven para refrigerar la pieza a mecanizar y la herramienta de mecanizado, lubricar el útil de mecanizado y evacuar las virutas desprendidas durante el mecanizado de la pieza a mecanizar.
Dichas lubricación y refrigeración habituales del útil de mecanizado agregando exteriormente grandes cantidades de lubricante refrigerante líquido presenta el inconveniente de que, para las grandes cantidades de lubricante refrigerante o emulsión de lubricantes refrigerantes, se requieren costosos sistemas de circulación y procesamiento.
Puede ocurrir además que, durante el mecanizado de la pieza a mecanizar, pueden incorporarse a presión virutas desprendidas en vaciados existentes en la pieza a mecanizar por medio del lubricante refrigerante agregado bajo presión.
El documento US-A-3 176 387 revela un procedimiento para el mecanizado con arranque de virutas de una pieza a mecanizar, que comprende la introducción de una cera soluble en agua en estado líquido fluyente en los vaciados de la pieza a mecanizar; una solidificación de la cera en los vaciados; un mecanizado con arranque de virutas de la pieza a mecanizar, en el que un útil de mecanizado entra en contacto directo con la cera; y una conversión al estado fluido de la cera restante en los vaciados de la pieza a mecanizar y una retirada de la cera de la pieza a mecanizar.
Se le plantea al presente invento el problema de crear un procedimiento para el mecanizado con arranque de virutas de una pieza a mecanizar, en el que se garantice una lubricación suficiente del útil de mecanizado y una refrigeración suficiente del útil de mecanizado y de la pieza a mecanizar, y se evite, al mismo tiempo, que las virutas generadas en el mecanizado queden rezagadas en los vaciados de la pieza a mecanizar.
Este problema se resuelve por medio de un procedimiento según la reivindicación 1, que comprende las siguientes etapas de procedimiento:
- introducción de un lubricante en estado fluyente en al menos un vaciado de la pieza a mecanizar;
- solidificación del lubricante en el vaciado;
- mecanizado con arranque de virutas de la pieza a mecanizar, en el que al menos un útil de mecanizado entre en contacto directo con el lubricante y sea lubricado por el lubricante, pasando el lubricante del estado sólido al líquido durante el mecanizado con arranque de virutas de la pieza a mecanizar.
El problema planteado al invento se resuelve además por una utilización de un dispositivo para mecanizar con arranque de virutas una pieza a mecanizar según la reivindicación 12.
Con la solución según el invento, se lleva a cabo, por consiguiente, la lubricación del útil de mecanizado por medio de un lubricante, que ya se aplicó a la pieza a mecanizar antes del mecanizado con arranque de virutas, se solidifica en la pieza a mecanizar y entra en contacto directo con el útil de mecanizado durante el mecanizado con arranque de virutas para lubrificarlo. Además, el lubricante absorbe, al mismo tiempo, el calor generado durante el mecanizado con arranque de virutas de la pieza a mecanizar, de modo que se refrigeran el útil de mecanizado y la pieza a mecanizar.
Se puede renunciar, por tanto, total o al menos parcialmente a la agregación externa de lubricante refrigerante durante el mecanizado con arranque de virutas de la pieza a mecanizar.
Se garantiza además que las virutas generadas durante el mecanizado de la pieza a mecanizar no se incorporarán a presión en el vaciado de la pieza a mecanizar, ya que, por un lado, el vaciado de la pieza a mecanizar está relleno de lubricante y, por otro, las virutas no son sometidas a una presión dirigida hacia el interior de la pieza a mecanizar por un agente lubricante refrigerante suministrado externamente.
Se conoce, a partir del documento DE 195 28 429 A1, un procedimiento para el mecanizado con arranque de virutas de una pieza a mecanizar configurada con un espacio hueco, en el que la pieza a mecanizar presenta aberturas unidas con el espacio hueco y las aberturas se cierran, antes del mecanizado con arranque de virutas, por medio de un agente que cambia de líquida a sólida la fase de estado para evitar un depósito de virutas de mecanizado en el espacio hueco. Sin embargo, en este conocido procedimiento, el medio aplicado a la pieza a mecanizar no entra en contacto con el útil de mecanizado antes del mecanizado con arranque de virutas de modo que dicho agente no puede efectuar ni una lubricación ni una refrigeración suficiente del útil de mecanizado. En este conocido procedimiento, se han de suministrar, por tanto, grandes cantidades de un lubricante refrigerante líquido durante el mecanizado con arranque de virutas para lubrificar y refrigerar el útil de mecanizado.
A partir del documento DE 44 24 452 A1, se conoce un procedimiento para evitar residuos de mecanizado en cuerpos huecos a mecanizar con arranque de virutas, en el que, antes del mecanizado con arranque de virutas, se lavan con una espuma los espacios huecos de la pieza a mecanizar para evitar que virutas u otras impurezas acaben durante el mecanizado en los espacios huecos y se fijen allí. No obstante, esta espuma no entra en contacto con el útil de mecanizado durante el mecanizado con arranque de virutas de la pieza a mecanizar ni tampoco presenta propiedades lubricantes, de modo que la espuma aplicada en la pieza a mecanizar no puede efectuar en absoluto lubricación ni refrigeración suficientes del útil de mecanizado. Por consiguiente, también en el procedimiento según el documento DE 44 24 452 A1, se han de suministrar grandes cantidades de lubricante refrigerante durante el mecanizado con arranque de virutas.
En una configuración preferida del procedimiento según el invento, se prevé que el lubricante se aplique en estado fundido en el vaciado de la pieza a mecanizar.
La solidificación del lubricante en el vaciado de la pieza en mecanizar tiene lugar, en este caso, refrigerando el agente lubricante por debajo de su punto de solidificación.
Resulta especialmente ventajoso que se utilice un lubricante, cuyo punto de solidificación sea mayor que unos 60ºC, preferiblemente que quede por encima de unos 65ºC. Se garantiza, con ello, que el lubricante se solidifique en la pieza a mecanizar al enfriarse a la temperatura ambiente.
Para conseguir una lubrificación especialmente buena del útil de mecanizado durante el mecanizado con arranque de virutas de la pieza a mecanizar, resulta ventajoso que se utilice un lubricante que pase del estado sólido al líquido durante el mecanizado de la pieza a mecanizar mediante el útil de mecanizado.
Además, el lubricante absorbe calor latente al pasar del estado sólido al líquido de modo que, además de la lubrificación del útil de mecanizado, garantiza una refrigeración especialmente buena del útil de mecanizado y de la pieza a mecanizar.
Como lubricante se puede utilizar toda sustancia que antes del mecanizado con arranque de virutas pueda aplicarse en estado fluyente a la pieza a mecanizar y pueda solidificarse en la pieza a mecanizar y presente suficientes propiedades lubricantes para el útil de mecanizado con el mecanizado con arranque virutas subsiguiente.
Se ha previsto preferiblemente que se utilice un lubricante, que incluya una cera, preferiblemente, una cera de parafina.
Especialmente apropiadas son las ceras fluidas, tal como las que se utilizan en la industria automovilística para inundar espacios huecos dañados por la corrosión de carrocerías de vehículos con objeto de obtener una protección anticorrosiva prolongada.
Si el al menos un vaciado de la pieza a mecanizar presenta, junto con la abertura de aplicación del lubricante, al menos otra abertura de acceso más, entonces esta abertura de acceso adicional se cierra durante la aplicación del lubricante a la pieza... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para mecanizar con arranque de virutas una pieza (102) a mecanizar, que comprende los siguientes pasos:
- introducción de un lubricante en estado líquido en al menos un vaciado (118, 120) de la pieza (102) a mecanizar;
- solidificación del lubricante en el vaciado (118, 120);
- mecanizado con arranque de virutas de la pieza (102) a mecanizar, en el que por lo menos un útil (150) de mecanizado entra en contacto directo con el lubricante y se lubrica mediante el lubricante, pasando el lubricante del estado sólido al líquido durante el mecanizado de la pieza (102) a mecanizar por medio del útil (150) de mecanizado;
- transformación del lubricante residual en el vaciado (118, 120) de la pieza (102) a mecanizar al estado capaz de fluir y retirada del lubricante de la pieza (102) a mecanizar.
2. Procedimiento según la reivindicación 1, caracterizado porque el lubricante en estado fundido es insertado en el vaciado (118, 120) de la pieza (102) a mecanizar.
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque se utiliza un lubricante, cuyo punto de solidificación sea mayor que unos 60ºC, preferiblemente mayor que unos 65ºC.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque se utiliza un lubricante, que comprende una cera, preferiblemente una cera de parafina.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la al menos un vaciado (118, 120) presenta un orificio de aplicación de lubricante y por lo menos otro orificio de acceso adicional, que durante la inserción del lubricante se cierra mediante un elemento (144) obturador.
6. Procedimiento según la reivindicación 5, caracterizado porque el elemento (144) obturador se retira de la pieza (102) a mecanizar antes del mecanizado con arranque de virutas de la pieza (102) a mecanizar.
7. Procedimiento según la reivindicación 5, caracterizado porque el elemento (144) obturador permanece en la pieza (102) a mecanizar durante el mecanizado con arranque de virutas de la pieza (102) a mecanizar.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque, antes del mecanizado con arranque de virutas de la pieza a mecanizar, se inserta una parte del lubricante en un vaciado (120) de la pieza (102) a mecanizar, que no es mecanizada durante el mecanizado con arranque de virutas de la pieza (102) a mecanizar.
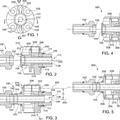
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque el lubricante se aplica en al menos un vaciado (118, 120) de la pieza (102) a mecanizar en una estación (104) de aplicación de lubricante, seguidamente, se transporta la pieza (102) a mecanizar a una estación (106) de mecanizado, seguidamente, se mecaniza con arranque de virutas la pieza (102) a mecanizar en la estación (106) de mecanizado, seguidamente, se transporta la pieza (102) a mecanizar a una estación (108) de aplicación de lubricante, y seguidamente, se extrae de la pieza (102) a mecanizar el lubricante restante en la pieza (102) a mecanizar en la estación (108) de aplicación de lubricante.
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque el lubricante se extrae de la pieza (102) a mecanizar, mientras que la pieza (102) a mecanizar es calentada y girada durante y/o después del calentamiento.
11. Procedimiento según la reivindicación 10, caracterizado porque la pieza (102) a mecanizar se calienta por ataque con un fluido calentado, preferiblemente, con aire calentado.
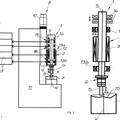
12. Utilización de un dispositivo para mecanizar con arranque de virutas una pieza (102) a mecanizar, que comprende:
- un dispositivo (104) de aplicación para aplicar un lubricante en estado capaz de fluir en por lo menos un vaciado (118, 120) de la pieza (102) a mecanizar,
- por lo menos un útil (150) de mecanizado para mecanizar con arranque de virutas la pieza a mecanizar, que entra en contacto directo durante el mecanizado con el lubricante y es lubricado por el lubricante, pasando el lubricante del estado sólido al líquido durante el mecanizado de la pieza (102) a mecanizar por medio del útil (150) de mecanizado; y
- un mecanismo (164, 166, 168, 170) para convertir el lubricante residual de la pieza (102) a mecanizar al estado capaz de fluir y para extraer el lubricante de la pieza (102) a mecanizar, para llevar a cabo un procedimiento de mecanizado con arranque de virutas de una pieza (102) a mecanizar, en el que:
- se aplica un lubricante en estado capaz de fluir a por lo menos un vaciado (118, 120) de la pieza (102) a mecanizar;
10 -se mecaniza con arranque de virutas la pieza (102) a mecanizar, entrando la pieza (102) a mecanizar en contacto directo durante el mecanizado con el lubricante y siendo lubricada por el lubricante, pasando el lubricante durante el mecanizado de la pieza (102) a mecanizar por medio del útil (150) de mecanizado del estado sólido al líquido; y
15 -se convierte el lubricante residual de la pieza (102) a mecanizar al estado capaz de fluir y se extrae de la pieza (102) a mecanizar.
Patentes similares o relacionadas:
Dispositivo de roscado en un torno controlado numéricamente, del 10 de Junio de 2020, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Un dispositivo de roscado de pieza que comprende: - un ensamblaje de soporte que tiene un cuerpo interno accionado rotativamente […]
Método para suministrar aceite de corte, del 13 de Mayo de 2020, de MATSUURA MACHINERY CORPORATION: Un método para suministrar aceite de corte que adopta los siguientes procesos en una máquina herramienta de corte de piezas de trabajo: 1: retención […]
 Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Sistema de estanqueidad para portaherramientas, del 23 de Octubre de 2019, de Mitis: Sistema de estanqueidad para un portaherramientas de máquina de mecanizado axial o de fresado asistido por un fluido, que comprende: - al menos […]
 Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
 Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Máquina limpiadora de telas de filtros de taladrina de automoción, del 29 de Marzo de 2019, de VIDAL PEDROS, Juan Bautista: Máquina limpiadora de telas de filtros de taladrina de automoción, compuesta por un conjunto de cepillos y espátulas metálicas, dispuestos tal y como se muestra en […]
Herramienta de corte con sistema de suministro de fluido interno, del 2 de Mayo de 2018, de ISCAR LTD.: Herramienta de corte que tiene un sistema de suministro de fluido, que comprende un cuerpo de herramienta y un cabezal de […]