PRECARGADOR DE PLANCHAS TROQUELADAS PARA FORMACION DE CAJAS.
Precargador de planchas troqueladas para formación de cajas.Materializa un dispositivo alimentador en continuo de planchas troqueladas (1) para entrada en las máquinas formadoras (4) de las cajas de cartón o similar.
Se consigue así una alimentación continua de planchas troqueladas (1) al depósito de almacenamiento (3) que forma parte integrante de la máquina formadora (4) de las cajas.Está constituido por un bastidor fijo (5) elevado sobre una columna (6) y en posición oblicua descendente, en el que se encuentran las planchas troqueladas (1) apoyadas de canto y retenidas por unos topes extremos (11, 12).Un segundo bastidor (7) articulado al bastidor fijo (5) se desplaza angularmente desde una posición inferior de carga de planchas troqueladas (1), hasta otra de elevación angular en que queda alineado con el bastidor fijo (5) para que se realice la transferencia de planchas troqueladas (1).Se prevé la incorporación de un transfer (16) para alimentación automática de planchas troqueladas (1) al segundo bastidor (7) cuando recupera su posición inicial de descenso
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200800997.
Solicitante: LOS PINOS FINCA AGRICOLA, S.L..
Nacionalidad solicitante: España.
Provincia: ALICANTE.
Inventor/es: BOIX JAEN,JOSE.
Fecha de Solicitud: 9 de Abril de 2008.
Fecha de Publicación: .
Fecha de Concesión: 23 de Diciembre de 2010.
Clasificación Internacional de Patentes:
- B31B1/06B
- B31B1/06B2
Clasificación PCT:
- B31B1/04
- B31B1/06
Fragmento de la descripción:
Precargador de planchas troqueladas para formación de cajas.
Objeto de la invención
La presente invención, según lo expresa el enunciado de esta memoria descriptiva, se refiere a un precargador de planchas troqueladas para formación de cajas, con el que se consigue abastecer a la máquina encargada de formar las cajas a partir de las planchas troqueladas que suministra el precargador y que las va situando apiladas en un depósito contenedor que pertenece a la máquina formadora de las cajas.
Antecedentes de la invención
Las máquinas formadoras de cajas de cartón o similar, actuales, no permiten grandes apilados de planchas troqueladas con el desarrollo de la caja correspondiente, en los depósitos de alimentación de las citadas máquinas.
Al no permitirse grandes apilados es necesario que un operario las alimente en sucesivas veces o continuamente.
Descripción de la invención
En líneas generales, el precargador de planchas troqueladas para formación de cajas, objeto de la invención, permite abastecer de forma continua a la máquina formadora de las cajas, determinando por tanto un dispositivo alimentador en continuo de planchas troqueladas.
Consta de un bastidor fijo que se encuentra en una posición elevada al ser solidario del extremo de una columna fija y ocupando una posición oblicua descendente hacia el depósito de almacenamiento que forma parte integrante de la máquina formadora de las cajas, conteniendo este bastidor fijo una pluralidad de planchas troqueladas apiladas de forma que apoyan en uno de sus laterales o cantos, quedado retenidas mediante unas uñas retráctiles que se encuentran en la parte superior del extremo de salida y por unos topes también retráctiles situados en la parte inferior y ubicados también en el punto de salida. Cuando estas cuñas retráctiles superiores y topes retráctiles inferiores se retraen, las planchas caen por gravedad en posición horizontal en el interior del depósito de almacenamiento referido.
Antes de que se suministren todas las planchas de este bastidor fijo, el mismo se ha rellenado con más planchas troqueladas que han sido depositadas de forma manual o automáticamente, en otro transportador, que denominaremos segundo transportador y que está articulado con el bastidor fijo, pudiendo ocupar dos posiciones: una en la que adquiere una posición prácticamente vertical para ser cargado con planchas troqueladas dispuestas en general horizontalmente, hasta otra posición final de elevación angular en que queda alineado o en prolongación con el bastidor fijo, efectuándose así fácilmente la transferencia de planchas de uno a otro.
Las planchas avanzan por ambos bastidores mediante unos empujadores que actúan sobre unas guías longitudinales, teniendo un avance motorizado, juntándose las planchas del segundo bastidor con las del primero una vez que se han abierto unas garras retráctiles que se encuentran ubicadas en el segundo bastidor y concretamente en el extremo superior del mismo, gracias a las cuales no se deslizan las planchas troqueladas cuando este segundo bastidor alcanza la posición inclinada en prolongación con el bastidor fijo. Al abrirse estas garras ya se permite el avance del bloque apilado de planchas.
Para que las planchas caigan al depósito de alimentación de forma controlada, cayendo en pequeños grupos, la invención prevé un tope escamoteable que se encuentra retrasado respecto a las garras retráctiles anteriormente comentadas y que se activa de forma que se introduce en el apilamiento en una fase previa a la de apertura de las uñas retráctiles y topes retráctiles inferiores. Cuando ha caído este grupo delantero respecto de la posición de dicho tope escamoteable, las garras retráctiles se cierran y se retrae este último tope, avanzando el conjunto de planchas situado tras él, y así sucesivamente.
Las planchas que son recibidas en el depósito de alimentación de la máquina formadora de cajas, son perfectamente centradas de forma que queden apiladas correctamente, con ayuda de un empujador que actúa en dos direcciones para colocarlas bien.
La invención prevé también un sensor de presencia de planchas que se encuentra en la parte posterior del bastidor fijo, de forma que cuando la última plancha atraviesa dicho sensor el segundo bastidor o bastidor articulado vuelve a su posición de origen para su recarga.
Acorde con la invención se prevé también una carga automática del apilador que materializa el segundo bastidor articulado, en lugar de que el mismo sea llenado manualmente por los operarios. Para ello, se incluye un transfer que actúa cuando el segundo bastidor ocupa la posición de cargar porque se encuentra vacío. Está definido por un transportador que incluye varias pilas de planchas dispuestas horizontalmente y aplicándose el primer apilamiento contra unas compuertas de retención que son abatibles mediante la actuación de un cilindro. Cuando se abren estas compuertas el primer apilamiento avanza sobre un transportador de enlace con la base del segundo bastidor articulado, siendo este transportador de enlace basculante para facilitar la entrega del paquete de planchas constitutivo de dicho apilamiento. Cuando el segundo bastidor articulado lo recibe, se levanta angularmente para producir finalmente la transferencia de planchas al bastidor fijo, y así sucesivamente.
Para facilitar la comprensión de las características de la invención y formando parte integrante de esta memoria descriptiva se acompañan unas hojas de planos en cuyas figuras, con carácter ilustrativo y no limitativo se ha representado lo siguiente:
Breve descripción de los dibujos
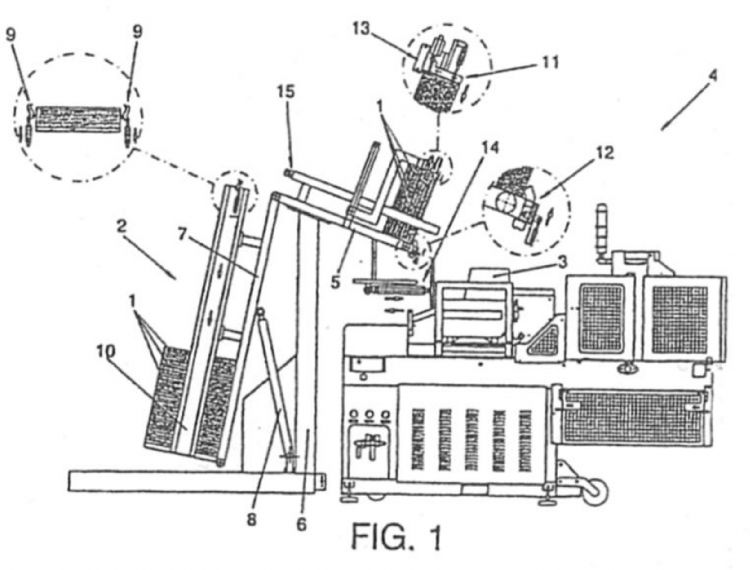
Figura 1.- Es una vista esquemática en alzado longitudinal, del precargador de planchas troqueladas para formación de cajas, objeto de la invención, estando acoplado al depósito alimentador de una máquina formadora convencional y ocupando una posición de descenso o de carga del segundo bastidor articulado.
Figura 2.- Es una vista similar a la figura 1, con el bastidor articulado en la posición elevada o de transferencia al bastidor fijo.
Figura 3.- Es una vista parcial en alzado del mismo precargador, incluyendo un transfer de alimentación automática de pilas de planchas troqueladas al bastidor articulado o segundo bastidor.
Figuras 4A, 4B, 4C.- Son respectivas vistas en alzado, de sendas fases de trabajo o posiciones secuenciales del transfer.
Figuras 5A y 5B.- Son respectivas vistas en planta del transfer para ver el avance de las pilas de planchas, en posición de puertas abiertas y cerradas.
Descripción de la forma de realización preferida
Haciendo referencia a la numeración adoptada en las figuras, podemos ver cómo el precargador de planchas troqueladas para formación de cajas, que la invención propone, tal como se observa en la figura 1 incluye una serie de elementos y dispositivos móviles para conseguir el transporte de planchas troqueladas (1) de cartón o similar, desde el apilador (2) donde se pueden disponer de forma manual o automática como veremos más adelante, hasta que son recibidas en el depósito de almacenamiento (3) que forma parte de la máquina formadora (4) y de donde son tomadas unitariamente para formar las cajas armadas.
El precargador que nos ocupa está constituido por el bastidor fijo (5) anclado en posición inclinada al extremo superior de la columna de soporte (6) donde se encuentran adosadas y apoyadas por uno de sus bordes otras planchas troqueladas (1) que se han cargado previamente en el apilador (2) y que han sido transferidas desde éste como veremos seguidamente.
Para ello, a la entrada del bastidor fijo (5) se encuentra conectado un segundo bastidor (7) articulado con él, por lo que le llamaremos también bastidor articulado, de forma que puede adquirir dos posiciones: una de carga (figura 1) que se encuentra prácticamente vertical para recibir las planchas troqueladas (1), y otra posición de transferencia (figura 2) de dichas planchas troqueladas (1) al bastidor fijo (5) al elevarse angularmente hasta quedar alineado con éste último. Este movimiento se consigue con el cilindro (8).
El segundo bastidor (7), o bastidor articulado, incluye las garras retráctiles (9) que sujetan la pila de planchas (1) evitando que resbalen cuando está en la posición elevada de transferencia, y para evitar el deslizamiento durante su movimiento...
Reivindicaciones:
1. Precargador de planchas troqueladas para formación de cajas, como dispositivo alimentador en continuo de planchas troqueladas (1) para entrada en las máquinas formadoras (4) de cajas de cartón o similar, caracterizado porque consta de un bastidor fijo (5) elevado y solidario del extremo de una columna (6) en la que ocupa una posición oblicua descendente hacia un depósito de almacenamiento (3) que forma ya parte integrante de la máquina formadora (4) y en el que se disponen apiladas horizontalmente, siendo aquel bastidor fijo (5) portador de una pluralidad de planchas troqueladas (1) adosadas y apoyadas por uno de sus cantos, retenidas por unas uñas retráctiles superiores (11) y unos topes retráctiles inferiores (12) ubicados en el extremo de salida habiéndose previsto un segundo bastidor (7) articulado en el extremo inicial del bastidor fijo (5), accionado por un cilindro (8) que le eleva angularmente desde una posición inicial de carga de planchas troqueladas (1) apiladas horizontalmente y en posición prácticamente vertical, hasta otra posición final de enlace alineado o en prolongación con el bastidor fijo (5); habiéndose previsto además unos medios de empuje para transferencia de las planchas troqueladas (1) apiladas en el segundo bastidor (7) hacia el bastidor fijo (5), así como otros medios de empuje para avance intermitente de un número determinado de planchas troqueladas (1) que caigan por gravedad al depósito de almacenamiento (3) citado.
2. Precargador de planchas troqueladas para formación de cajas, según reivindicación 1, caracterizado porque el segundo bastidor (7) o bastidor articulado incluye unas garras retráctiles (9) de sujeción del apilamiento, las cuales evitan que las planchas superiores resbalen en la fase final del acoplamiento lineal con el bastidor fijo (5).
3. Precargador de planchas troqueladas para formación de cajas, según reivindicaciones 1 y 2, caracterizado porque el segundo bastidor (7) incluye unas guías longitudinales (10) para avance motorizado de unos empujadores que desplazan el apilamiento hasta introducirlo en el bastidor fijo (5), juntándose con las planchas troqueladas (1) que quedan en este último, una vez abiertas las garras retráctiles (9).
4. Precargador de planchas troqueladas para formación de cajas, según reivindicaciones anteriores, caracterizado porque existe un tope escamoteable (13) que limita el número de planchas troqueladas (1) que han de caer al depósito de alimentación (3), activándose previamente a la apertura de las uñas retráctiles (11) del extremo de salida del bastidor fijo (5) y estando ubicado con un ligero retraso respecto a dichas cuñas retráctiles (11).
5. Precargador de planchas troqueladas para formación de cajas, según reivindicaciones anteriores, caracterizado porque incluye además un empujador (14) ubicado en un lateral del depósito de alimentación (3), que centra las planchas troqueladas (1) que se reciben en éste.
6. Precargador de planchas troqueladas para formación de cajas, según reivindicación 1, caracterizado porque el bastidor fijo (5) incluye un sensor (15) de presencia de planchas troqueladas (1) para comandar la basculación del segundo bastidor (7) vacío para su llenado y que continúe el ciclo en continuo.
7. Precargador de planchas troqueladas para formación de cajas, según reivindicación 1, caracterizado porque el segundo bastidor (7) es cargado automáticamente con planchas troqueladas (1) apiladas, mediante un transfer (16) que actúa cuando aquél alcanza su posición original en vacío y que incluye varios apilamientos (18) alineados de planchas troqueladas (1), dispuestos contra unas compuertas (20) de retención, entregando el primer apilamiento (18) al abrirse dichas compuertas (20), a un transportador de enlace (19) que coopera con la base del segundo bastidor (7) y está asistido por un cilindro que lo hace bascular facilitando la entrega.
Patentes similares o relacionadas:
 Máquina de plegado y de encolado, del 16 de Marzo de 2016, de BOBST MEX SA: Máquina de plegado y de encolado para la fabricación de cajas plegables a partir de recortes que circulan sensiblemente en un plano horizontal […]
Máquina de plegado y de encolado, del 16 de Marzo de 2016, de BOBST MEX SA: Máquina de plegado y de encolado para la fabricación de cajas plegables a partir de recortes que circulan sensiblemente en un plano horizontal […]
Dispositivo de zunchado para envases, del 21 de Enero de 2015, de SPG Packaging Systems GmbH: Dispositivo de zunchado para paquetes, en el que una instalación de disposición dispone un medio de protección de los cantos ante del proceso de […]
Cartucho para un dispositivo de flejado, del 22 de Octubre de 2014, de SPG Packaging Systems GmbH: Cartucho para un dispositivo de flejado de paquetes, en el que para la protección frente a daños del paquete es aplicado al mismo un medio de protección […]
Dispositivo de estampación rotativa, del 18 de Junio de 2014, de HEIDELBERGER DRUCKMASCHINEN AG.: Dispositivo de estampación rotativa con dos herramientas estampadoras rotativas, formadas por un macho con troqueles y una matriz , con […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA PREPARACION DE CORTES DE CARTON., del 16 de Julio de 2005, de HEIBER & SCHRIDER MASCHINENBAU GMBH: Dispositivo para la preparación continua de cortes de cartón con piezas de un segundo material fijadas por adhesión, de una manera preferida piezas de láminas […]
MAQUINA PEGADORA DE CAJAS PLEGABLES PARA LA FABRICACION DE CAJAS PLEGABLES A PARTIR DE RECORTES., del 1 de Abril de 2005, de JAGENBERG DIANA GMBH: Máquinas conocidas para pegar cajas de cartón plegables para la producción de cajas de cartón plegables de cortes tienen dispositivos para el transporte […]
DISPOSITIVO PARA EL TRANSPORTE CENTRAL ESCAMOTEABLE EN EL SENO DE UNA PLEGADORA-ENCOLADORA., del 16 de Febrero de 2005, de BOBST S.A.: Este dispositivo de transporte central escamoteable encuentra su utilidad en el seno de una máquina plegadora-encoladora que realiza […]
MAQUINA ENCOLADORA DE CAJAS PLEGABLES PARA LA FABRICACION DE CAJAS PLEGABLES A PARTIR DE RECORTES., del 1 de Noviembre de 2004, de JAGENBERG DIANA GMBH: Máquinas conocidas para pegar cajas de cartones plegables para la producción de cartones plegables de cortes comprenden una estación de plegado para las partes de […]