PLACA DE MONTAJE PARA UN DISPOSITIVO DE ASERRADO POR HILO, DISPOSITIVO DE ASERRADO POR HILO QUE COMPRENDE LA MISMA Y PROCEDIMIENTO DE ASERRADO POR HILO LLEVADO A CABO MEDIANTE EL DISPOSITIVO.
Placa de montaje (15) para un dispositivo de aserrado por hilo (1),
que se obtiene mediante extrusión de un material cerámico y comprende al menos una acanaladura en una de sus caras
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08007834.
Solicitante: Applied Materials Switzerland SA.
Nacionalidad solicitante: Suiza.
Dirección: Route de Genève 42 1033 Cheseaux-sur-Lausanne SUIZA.
Inventor/es: Baranes,David, Nasch,Philippe, Bucher,Niklaus Johann.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Abril de 2008.
Clasificación Internacional de Patentes:
- B28D5/00H6
- B28D5/04C
Clasificación PCT:
- B28D5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28D TRABAJO DE LA PIEDRA O DE MATERIALES SIMILARES A LA PIEDRA (máquinas o procedimientos de explotación de minas o canteras E21C). › Trabajo mecánico de las piedras finas, piedras preciosas, cristales, p. ej. de materiales para semiconductores; Aparatos o dispositivos a este efecto (trabajo con muela o pulido B24; con fines artísticos B44B; por procedimientos no mecánicos C04B 41/00; postratamiento no mecánico de monocristales C30B 33/00).
- B28D5/04 B28D […] › B28D 5/00 Trabajo mecánico de las piedras finas, piedras preciosas, cristales, p. ej. de materiales para semiconductores; Aparatos o dispositivos a este efecto (trabajo con muela o pulido B24; con fines artísticos B44B; por procedimientos no mecánicos C04B 41/00; postratamiento no mecánico de monocristales C30B 33/00). › por herramientas que no sean rotativas, p. ej. por herramientas animadas de movimiento alternativo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2363862_T3.pdf
Fragmento de la descripción:
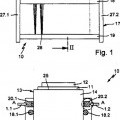
La presente invención se refiere a una placa de montaje para un dispositivo de aserrado por hilo (ver, por ejemplo, el documento U.S.A. A-2005/0217656). La invención se refiere asimismo a un dispositivo de aserrado por hilo que comprende dicha placa de montaje, estando diseñado el dispositivo para serrar al menos una pieza a serrar y comprendiendo al menos una capa de hilos estirados, al menos entre dos cilindros de guía de los hilos, manteniéndose en su sitio dicha capa de hilos mediante acanaladuras dispuestas sobre la superficie de los cilindros de guía de los hilos, estando adaptados dichos hilos para moverse con un movimiento alternativo o continuo mientras se apoyan, al menos, contra una pieza a serrar que está fijada al menos a una mesa de soporte, mientras que medios de desplazamiento están dispuestos para conseguir un movimiento relativo hacia delante entre la pieza a serrar y dicha capa de hilos. La invención se refiere además a un procedimiento de aserrado por hilo llevado a cabo mediante dicho dispositivo de aserrado por hilo.
En la actualidad son conocidos dispositivos y procedimientos de aserrado por hilo del tipo que se acaba de citar, que realizan un desplazamiento de los hilos de la capa de hilos o de la pieza a serrar, especialmente en la industria de componentes electrónicos de ferritas, cuarzos y sílices, así como en la industria fotovoltaica, para conseguir placas laminares o “rebanadas” de materiales tales como silicio policristalino o de cristal único, o de materiales tales como GaAs, InP, GGG, o de nuevo cuarzo, zafiro sintético y materiales cerámicos. En tecnologías tales como la tecnología de semiconductores, las placas laminares se denominan obleas semiconductoras.
En los dispositivos conocidos, la zona de aserrado consiste en un conjunto de al menos dos cilindros colocados en paralelo. Dichos cilindros, denominados de guía de los hilos, tienen acanaladuras grabadas en su superficie que definen el intervalo entre los hilos de la capa y, por consiguiente, el grosor de las placas laminares.
La pieza a serrar se denomina lingote. Está fijada a una mesa de soporte que se mueve perpendicularmente a la capa de hilos. La velocidad con la que se mueve define la velocidad de corte. La renovación del hilo y el control de su tensión se realizan en una parte denominada sección de gestión del hilo, que está situada en el exterior de la propia sección de aserrado. El aserrado se consigue por medio de un agente abrasivo que es un abrasivo fijado sobre el hilo o un abrasivo libre dispuesto como una suspensión. El hilo solo actúa como el agente de transporte. La piezas a serrar tienen habitualmente la forma de un cilindro con una base de cuadrilátero, casi cuadrilátera o circular.
En dispositivos de aserrado por hilo conocidos tales como los mostrados en la figura 13, la pieza -110-a serrar está fijada a la mesa de soporte -120-de modo indirecto. La pieza -110-a serrar está unida a una placa temporal -112-, conocida habitualmente como “viga”, que está unida a su vez a una placa de montaje -114-, conocida habitualmente como “placa de pegado”. La placa de montaje -114-está fijada a su vez, con tornillos de montaje -116-, a un elemento de soporte de lingotes, por ejemplo, un carro -118-acoplado en un carril de guía de la mesa de soporte -120-, y fijado a dicha mesa -120-.
La placa temporal -112-es una pieza de un solo uso. Está fabricada de vidrio o de un material sintético, tal como un material termoplástico o un material termoestable o un material compuesto, en el que penetran los hilos de aserrado después de haber cortado la pieza -110-a serrar.
Las placas temporales fabricadas de vidrio ofrecen una estabilidad muy buena y eliminan el riesgo de alabeo de las placas laminares obtenidas. Habitualmente, las placas de vidrio se fabrican a bajo coste. No obstante, se convierten en productos de coste elevado en la medida en que tienen que estar dotadas de cavidades, tales como orificios y/o acanaladuras y/o canales, puesto que dichas cavidades solamente se pueden obtener mecanizando las placas de vidrio, lo que es un proceso costoso.
Las placas temporales fabricadas de un material sintético tienen la ventaja de que se pueden conseguir de modo mucho más fácil diversos diseños de las placas debido a la opción de fabricación, pero pueden tener la desventaja de experimentar deformación por alabeo de las placas laminares obtenidas. Asimismo, una placa fabricada de un material sintético, tal como un material termoplástico o un material termoestable o un material compuesto, muestra un precio unitario mayor que una placa de vidrio.
La placa de montaje -114-está fabricada de un material metálico, por ejemplo, acero o aluminio. Está diseñada para ser reutilizada, de manera que después de cada operación de aserrado se debe limpiar su superficie, dado que la placa temporal -112-ha estado unida a la misma durante la operación anterior.
En el procedimiento habitual de aserrado, la pieza a serrar se saca del dispositivo de aserrado por hilo cuando se ha acabado la operación de aserrado. Dicha pieza aparece como un conjunto de placas laminares paralelas separadas entre sí por la muesca de la sierra o el intersticio de aserrado, y dichas placas laminares, en sus base, están fijadas a un bloque que es parte de la placa temporal de material de vidrio o sintético en la que han penetrado parcialmente los hilos de la capa de hilos.
Debido a la presencia del agente abrasivo tal como una suspensión, las placas laminares tienden a pegarse entre sí por un efecto de capilaridad, comenzando este efecto mientras el proceso de troceado sigue en curso, pero siendo destacado una vez que se consigue el proceso de troceado, colgando todavía del bloque las placas laminares.
A continuación, el conjunto de soporte completo, constituido por el elemento de soporte de lingotes, la placa de pegado, la viga y la pieza aserrada en placas laminares fijadas al bloque, se retira del dispositivo de aserrado. Esto significa que las placas laminares se someten a operaciones de limpieza que se realizan en el exterior de la zona de aserrado por hilo. En primer lugar, las placas laminares que siguen montadas en el conjunto de soporte se sumergen en un baño de lavado o en un baño de enjuague, antes de una operación adicional de lavado o enjuague. Las etapas de lavar, enjuagar y separar las placas laminares tienen lugar en el exterior del dispositivo de aserrado.
Un objetivo de la presente invención es el de dar a conocer una placa de montaje, un dispositivo de aserrado por hilo y un procedimiento de aserrado por hilo que superan las desventajas anteriormente mencionadas.
Según la reivindicación 1, la invención se refiere a una placa de montaje para un dispositivo de aserrado por hilo, que se obtiene mediante extrusión de un material cerámico y comprende al menos una acanaladura en una de sus caras.
Según una característica preferente de la placa de montaje, ésta comprende al menos un canal que discurre entre dos de sus lados opuestos.
Las características preferentes adicionales de la placa de montaje se definen en las reivindicaciones adjuntas 2, 4 y
5.
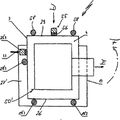
Según la reivindicación 6, la invención se refiere a un dispositivo de aserrado por hilo diseñado para serrar al menos una pieza a serrar, y que comprende una placa de montaje según cualquiera de las reivindicaciones 1 a 5. Según la reivindicación 7, el dispositivo de aserrado por hilo incluye además al menos una capa de hilos estirados al menos entre dos cilindros de guía de los hilos, manteniéndose en su sitio dicha capa de hilos mediante acanaladuras dispuestas sobre la superficie de los cilindros de guía de los hilos, estando adaptados dichos hilos para moverse con un movimiento alternativo o continuo mientras se apoyan al menos contra una pieza a serrar que está fijada al menos a una mesa de soporte, mientras que están dispuestos medios de desplazamiento para conseguir un movimiento relativo hacia delante entre la pieza a serrar y dicha capa de hilos, comprendiendo además medios de soporte para fijar dicha pieza a serrar a un carro que colabora con un carril de guía de dicha mesa de soporte, consistiendo dichos medios de soporte en dicha placa de montaje a la que está unida dicha pieza a serrar y en medios de anclaje para anclar dicha placa de montaje directamente en dicho carro.
Dicha mesa de soporte es una placa fijada a una mesa de soporte en un cabezal de corte del dispositivo de aserrado.
Dicho dispositivo... [Seguir leyendo]
Reivindicaciones:
1. Placa de montaje (15) para un dispositivo de aserrado por hilo (1), que se obtiene mediante extrusión de un material cerámico y comprende al menos una acanaladura en una de sus caras.
2. Placa de montaje (15), según la reivindicación 1, en la que dicha acanaladura (26) tiene un perfil trapezoidal.
3. Placa de montaje (15), según la reivindicación 1 ó 2, caracterizada porque comprende al menos un canal (30) que discurre entre dos de sus lados opuestos.
4. Placa de montaje (15), según la reivindicación 3, en la que dicho canal (30) está realizado en la mayor parte de dicha placa de montaje (15).
5. Placa de montaje (15), según la reivindicación 3 ó 4, caracterizada porque está dotada de múltiples canales (30) sustancialmente paralelos entre sí.
6. Dispositivo de aserrado por hilo (1), diseñado para serrar al menos una pieza (10) a serrar, que comprende una placa de montaje según una de las reivindicaciones 1 a 5.
7. Dispositivo de aserrado por hilo (1), según la reivindicación 6, que comprende además al menos una capa (7) de hilos estirados al menos entre dos cilindros (3, 4) de guía de los hilos, manteniéndose en su sitio dicha capa (7) de hilos mediante acanaladuras dispuestas sobre la superficie de los cilindros (3, 4) de guía de los hilos, estando adaptados dichos hilos para moverse con un movimiento alternativo o continuo mientras se apoyan al menos contra dicha pieza (10) a serrar, que está fijada al menos a una mesa de soporte (20), estando dispuestos medios (8, 9) de desplazamiento para conseguir un movimiento relativo hacia delante entre la pieza (10) a serrar y dicha capa (7) de hilos, comprendiendo además medios de soporte (15, 26, 40) para fijar dicha pieza (10) a serrar a un carro (18) adaptado para colaborar con un carril de guía de dicha mesa de soporte (20), consistiendo dichos medios de soporte (15, 26, 40) en dicha placa de montaje (15) a la que está unida dicha pieza (10) a serrar, y en medios de anclaje (26, 40) para anclar dicha placa de montaje (15) directamente en dicho carro (18).
8. Dispositivo de aserrado por hilo (1), según la reivindicación 7, en el que dichos medios de anclaje (26, 40) comprenden al menos una acanaladura (26) realizada en dicha placa de montaje (15) y al menos, un elemento de deslizamiento (40) diseñado para deslizar en dicha acanaladura (26), teniendo dicha acanaladura (26) y dicho elemento de deslizamiento (40) perfiles complementarios.
9. Dispositivo de aserrado por hilo (1), según la reivindicación 8, en el que dicho elemento de deslizamiento (40) comprende al menos un orificio roscado (42) diseñado para alojar un tornillo de anclaje (16) que atraviesa dicho carro (18).
10. Dispositivo de aserrado por hilo (1), según una de las reivindicaciones 7 a 9, en el que dicha placa de montaje
(15) comprende al menos, un canal (30) realizado en su mayor parte y que se extiende entre dos de sus lados opuestos en una dirección perpendicular a la de los hilos de la capa (7) de hilos.
11. Dispositivo de aserrado por hilo (1), según la reivindicación 10, en el que al menos dicho canal (30) está situado próximo a la cara de unión (152) de dicha placa de montaje (15) a la que está unida la pieza (10) a serrar, de manera que los hilos de aserrado penetran en dicha placa de montaje (15) hasta al menos dicho canal (30) después de haber atravesado la pieza (10) a serrar.
12. Dispositivo de aserrado por hilo (1), según la reivindicación 10 u 11, en la que dicho canal (30) está conectado al menos con unos medios de suministro (34, 36, 38, 39) para suministrar un fluido.
13. Procedimiento para serrar por hilo al menos una pieza (10), que comprende serrar al menos dicha pieza con un dispositivo de aserrado por hilo según una de las reivindicaciones 6 a 12.
14. Procedimiento, según la reivindicación 13, en el que el hilo que sierra al menos dicha pieza (10) a serrar está conducido al menos por medio de una capa (7) de hilos estirados al menos entre dos cilindros (3, 4) de guía de los hilos, manteniéndose en su sitio dicha capa (7) de hilos mediante acanaladuras dispuestas sobre la superficie de los cilindros (3, 4) de guía de los hilos, estando adaptados dichos hilos para moverse con un movimiento alternativo o continuo mientras se apoyan al menos contra dicha pieza (10) a serrar que está fijada al menos a una mesa de soporte (20), consiguiéndose el aserrado mediante un movimiento relativo hacia delante entre dicha pieza (10) a serrar y dicha capa (7) de hilos, llevándose a cabo el procedimiento mediante el dispositivo de aserrado por hilo (1) que tiene una placa de montaje (15) dotada al menos de un canal (30), y en el que los hilos de la capa (7) de hilos atraviesan la pieza (10) a serrar mientras crean placas laminares separadas mediante ranuras de aserrado.
15. Procedimiento, según la reivindicación 14, caracterizado porque tan pronto como los hilos de la capa (7) de hilos alcanzan una profundidad determinada de aserrado, un fluido de refrigeración se hace circular al menos en
dicho canal (30), proporcionando un enfriamiento de la parte de la pieza (10) a serrar que permanece más allá de dicha profundidad determinada de aserrado.
16. Procedimiento, según la reivindicación 14 ó 15, caracterizado porque tan pronto como los hilos de la capa (7)
5 de hilos alcanzan la placa de montaje (15), un líquido de lavado o enjuague se hace circular al menos en dicho canal (30), y porque los hilos de la capa (7) de hilos penetran a continuación en dicha placa de montaje (15) hasta al menos dicho canal (30), de manera que el líquido de lavado o enjuague que circula en dicho canal (30) sale entrando en dichas ranuras de aserrado.
17. Procedimiento, según cualquiera de las reivindicaciones 14 a 16, caracterizado porque una vez que se completa la operación de aserrado, un fluido de calentamiento se hace circular al menos en dicho canal (30), proporcionando un calentamiento de la placa de montaje (15) y facilitando la separación de las placas laminares de la placa de montaje (15).
Patentes similares o relacionadas:
 DISPOSITIVO DE POSICIONAMIENTO Y DE FIJACIÓN DE SUSTRATOS FINOS SOBRE UN BLOQUE DE SUSTRATOS CORTADO, del 23 de Mayo de 2011, de SCHMID TECHNOLOGY SYSTEMS GMBH: Dispositivo para el posicionamiento y la inmovilización de sustratos finos, preferiblemente obleas de silicio , después del corte, preferiblemente […]
DISPOSITIVO DE POSICIONAMIENTO Y DE FIJACIÓN DE SUSTRATOS FINOS SOBRE UN BLOQUE DE SUSTRATOS CORTADO, del 23 de Mayo de 2011, de SCHMID TECHNOLOGY SYSTEMS GMBH: Dispositivo para el posicionamiento y la inmovilización de sustratos finos, preferiblemente obleas de silicio , después del corte, preferiblemente […]
 DISPOSITIVO PARA POSICIONAR Y MANTENER LA POSICION DE SUBSTRATOS FINOS SOBRE UN BLOQUE DE SUBSTRATOS RECORTADO, del 12 de Abril de 2010, de SCHMID TECHNOLOGY SYSTEMS GMBH: Dispositivo para el posicionamiento y la inmovilización de sustratos finos, preferiblemente obleas de silicio , después del corte, preferiblemente […]
DISPOSITIVO PARA POSICIONAR Y MANTENER LA POSICION DE SUBSTRATOS FINOS SOBRE UN BLOQUE DE SUBSTRATOS RECORTADO, del 12 de Abril de 2010, de SCHMID TECHNOLOGY SYSTEMS GMBH: Dispositivo para el posicionamiento y la inmovilización de sustratos finos, preferiblemente obleas de silicio , después del corte, preferiblemente […]
Método de procesamiento por láser, del 6 de Noviembre de 2019, de HAMAMATSU PHOTONICS K.K.: Un método de procesamiento por láser, que comprende las etapas de: irradiar un objeto a procesar, que comprende un sustrato de silicio , que tiene una cara frontal […]
Dispositivo de estructuración para la estructuración de elementos en forma de placa, en particular, módulos solares de capa fina, correspondiente procedimiento de estructuración, así como utilización del mismo, del 7 de Agosto de 2019, de Innolas Solutions GmbH: Dispositivo de estructuración para la estructuración de un elemento (E) en forma de placa, en particular, un módulo solar y/o un módulo solar de capa fina, […]
Procedimiento de fabricación de un lingote de silicio mediante la recuperación de semillas en un horno de solidificación dirigida, del 6 de Marzo de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Procedimiento de fabricación de un lingote de silicio por recuperación de semillas en un horno de solidificación dirigida, que comprende al menos las […]
Procedimiento para procesar superficies cilíndricas de piezas de zafiro, un par de pistones de zafiro y una bomba de dosificación basada en los mismos, del 24 de Septiembre de 2018, de Obschestvo S Ogranichennoy Otvetstvennostyu "Farmasapfir": Procedimiento de mecanizado de superficies cilíndricas de piezas de cristal basado en la modificación α del óxido de aluminio con el logro […]
Procedimiento y dispositivo para al tratamiento de lodos de amolado que contienen Si/SiC, del 4 de Octubre de 2017, de MESSER GROUP GMBH: Procedimiento para el tratamiento de lodos de amolado que contienen silicio, en el que - los lodos de amolado se ponen en una cámara de extracción en contacto […]
Método de división de sustrato, del 26 de Julio de 2017, de HAMAMATSU PHOTONICS K.K.: Un método de división de sustrato que comprende las etapas de: irradiar un sustrato semiconductor , teniendo el sustrato semiconductor una cara frontal sobre […]