PIEZA DE MATERIAL COMPUESTO CON ZONAS DE DIFERENTE ESPESOR.
Pieza de material compuesto con zonas de diferente espesor fabricada a partir de un apilado de telas de material compuesto que comprende al menos dos zonas adyacentes de diferente espesor (11,
15) y una zona de transición (13) entre ambas configurada con una sola pendiente (17), en la que el apilado está estructurado por: una primera y una cuarta sección formadas por al menos dos telas continuas (21, 21''; 29, 29'') que se extienden a lo largo de las tres zonas mencionadas (11, 13, 15); una segunda sección formada por uno o más paquetes de telas (23) simétricos y balanceados terminando en la zona de transición (13) intercalados entre una o más telas continuas (25); una tercera sección formada por un paquete de telas simétrico y balanceado (27) que se extiende a lo largo de las tres zonas mencionadas (11, 13, 15) intercalado entre una o más telas continuas (25)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200703401.
Solicitante: AIRBUS ESPAÑA S.L..
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: LOZANO GARCIA,JOSE LUIS, MARTINEZ VALDEGRAMA,VICENTE, DE LA CRUZ GARCIA,OSCAR, DE JULIAN AGUADO,ANTONIO, NOGUEROLES VIÑES,PEDRO.
Fecha de Solicitud: 21 de Diciembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 6 de Julio de 2011.
Clasificación Internacional de Patentes:
- B29C70/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › conformación o impregnación por compresión.
- B29D31/00B2
Clasificación PCT:
- B29C70/34 B29C 70/00 […] › conformación o impregnación por compresión.
- B29D99/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Materia no prevista en otros grupos de esta subclase.
Fragmento de la descripción:
Pieza de material compuesto con zonas de diferente espesor.
Campo de la invención
La presente invención se refiere a la estructura del apilado de una pieza de material compuesto con zonas de diferente espesor fabricada utilizando un proceso de conformado en caliente y, más en particular, a la estructura del apilado de una pieza con un perfil en forma de C con zonas de gran espesor.
Antecedentes de la invención
En la industria aeronáutica son bien conocidos procesos de fabricación de piezas que comprenden básicamente una primera etapa de encintado y una segunda etapa de conformado en caliente.
En la etapa de encintado se colocan en un molde/útil de forma apropiada capas de un material compuesto tal como el preimpregnado que es una mezcla de refuerzo fibroso y matriz polimérica susceptible de almacenamiento.
Ese material se puede presentar en diversas formas y en particular en forma de tela. Para las matrices termoendurecibles la resina generalmente se cura parcialmente o se lleva mediante otro proceso a una viscosidad controlada, llamada B-etapa.
Las telas de material compuesto no se colocan aleatoriamente sino que se disponen en cada zona en un número y con una orientación de su refuerzo fibroso, típicamente de fibra de carbono, determinados en función de la naturaleza y la magnitud de los esfuerzos que vaya a soportar la pieza en cada zona.
Cada zona tiene pues una estructura propia de la disposición o apilado de las telas. La diferencia en espesor entre las diferentes zonas genera caídas de telas, lo que requiere disponer de un modelo de telas para cada pieza que establezca claramente como debe llevarse a cabo su disposición sobre el molde/útil durante el proceso de apilamiento. El resultado final es un laminado plano con zonas de distinto espesor.
En la segunda etapa se lleva a cabo un proceso de conformado en caliente que consiste básicamente en situar el laminado plano resultante de la primera etapa sobre un útil o mandril con una geometría apropiada y, aplicar calor y vacío según un ciclo determinado, para que dicho laminado se adapte a la forma del útil.
Siguiendo procesos de ese tipo, en la industria aeronáutica se han fabricado diversas piezas de material compuesto en forma de C tales como largueros y costillas de cajón de torsión de estabilizadores horizontales de aviones siempre que las diferencias de espesor entre zonas adyacentes no fueran muy grandes ya que en otro caso se forman arrugas indeseables en los radios de las pendientes que unen estas zonas.
En la técnica conocida, las piezas con grandes diferencias de espesor entre dos zonas adyacentes, como por ejemplo un larguero del ala de un avión con una zona de anclaje del tren de aterrizaje que debe soportar una gran carga, ó bien se fabricaban en metal ó bien, si se fabricaban con materiales compuestos, se utilizaban angulares metálicos para unir almas y revestimientos planos de materiales compuestos.
La presente invención está orientada a resolver el problema planteado por la limitación mencionada para fabricar piezas de material compuesto conformadas con diferencias de espesor grandes entre zonas adyacentes.
Sumario de la invención
Un objeto de la presente invención es proporcionar una estructura de apilado que permita la fabricación de piezas de material compuesto con perfil en C conformadas en caliente con diferencias de espesor grandes entre zonas adyacentes.
Otro objeto de la presente invención es proporcionar una estructura de apilado que permita evitar las arrugas en las partes curvas de zonas adyacentes con diferencias de espesor grande de piezas de material compuesto conformadas en caliente.
Estos y otros objetos se consiguen mediante piezas fabricadas a partir de un apilado de telas de material compuesto que comprenden al menos dos zonas adyacentes de diferente espesor y una zona de transición entre ambas configurada con una sola pendiente, comprendiendo la estructura del apilado, desde la cara interior a la exterior de la pieza:
- Una primera sección formada por al menos dos telas continuas que se extienden a lo largo de las tres zonas mencionadas.
- Una segunda sección formada por uno o más paquetes de telas simétricos y balanceados intercalados entre una o más telas continuas que se extienden a lo largo de las tres zonas mencionadas, extendiéndose dichos paquetes de telas a lo largo de la zona de mayor espesor y terminando en la zona de transición de manera que ésta tenga una pendiente continua.
- Una tercera sección formada por un paquete de telas simétrico y balanceado que se extiende a lo largo de las tres zonas mencionadas intercalado entre una o más telas continuas que se extienden a lo largo de las tres zonas mencionadas.
- Una cuarta sección formada por al menos dos telas continuas que se extienden a lo largo de las tres zonas mencionadas.
Otras características y ventajas de la presente invención se desprenderán de la descripción detallada que sigue de una realización ilustrativa de su objeto en relación con las figuras que le acompañan.
Descripción de las figuras
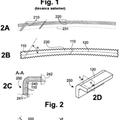
La Figura 1 es una vista esquemática en perspectiva de un larguero con un perfil en forma C con zonas de distinto espesor.
La Figura 2 es una vista esquemática en sección transversal del larguero de la Figura 1.
La Figura 3 es una vista en sección transversal de una estructura de apilado según una primera realización de la presente invención.
La Figura 4 es una vista en sección transversal de una estructura de apilado según una segunda realización de la presente invención.
Descripción detallada de la invención
La presente invención resulta aplicable a una pieza con perfil en forma de C, como el larguero 1, que tiene zonas 3, 3', 3'' con gran diferencia de espesor entre ellas que determinan la existencia de las pendientes 5, 5' en las zonas de transición entre ellas.
En la fabricación de piezas de material compuesto de ese tipo mediante procesos de conformado en caliente a partir de laminados planos realizados con una estructura de apilado convencional, siguiendo los modelos típicos de telas con caídas en las zonas donde se producen saltos de espesor, cuando las diferencias de espesor entre las zonas 3, 3', 3'' superan ciertos límites, se producen arrugas 7 en las partes curvas 9 de las pendientes 5, 5' que la hacen inviable.
Para hacer viable la fabricación de ese tipo de piezas y satisfacer consiguientemente una demanda de la industria aeronáutica orientada cada vez más a la utilización masiva de materiales compuestos, los inventores han encontrado una estructura del apilado que evita la formación de dichas arrugas y que pasamos a describir en dos realizaciones de la invención.
Siguiendo la realización mostrada en la Figura 3 puede verse la estructura del apilado en la parte de una pieza entre dos zonas adyacentes 11, 15 de diferente espesor con una zona de transición 13 entre ambas de pendiente continua 17.
La existencia de una única pendiente 17 en la zona de transición 13 facilita la definición y ejecución del utillaje necesario para el conformado en caliente de la pieza y del utillaje necesario para el curado definitivo.
Desde su cara interior (a través de la cual se apoyará en el útil empleado durante el proceso de conformado en caliente) a su cara exterior, la estructura del apilado comprende las siguientes secciones:
- Una primera sección formada por al menos dos telas continuas 21, 21' a lo largo de las tres zonas mencionadas 11, 13, 15.
- Una segunda sección formada por uno o más paquetes de telas 23 simétricos (es decir que presentan total simetría de orientaciones respecto a la línea media del laminado) y balanceados (es decir que tienen el mismo número de capas de +45° y de -45°) intercalados entre una o más telas continuas 25 que se extienden a lo largo de las tres zonas mencionadas 11, 13, 15. Dichos paquetes 23 se extienden a lo largo de la zona de mayor espesor 11 y terminan en la zona de transición 13 de manera que ésta tenga una pendiente continua 17. El número de telas de los paquetes 23 depende de la dimensión del salto de espesor entre la zona 11 y la zona 15 y del espacio disponible para resolverlo.
- Una tercera sección formada por un paquete de telas simétrico y balanceado 27...
Reivindicaciones:
1. Una pieza (1) fabricada a partir de un apilado de telas de material compuesto que comprende al menos dos zonas adyacentes de diferente espesor (11, 15) y una zona de transición (13) entre ambas, caracterizada porque la zona de transición (13) está configurada con una sola pendiente (17) y porque la estructura del apilado, desde la cara interior a la exterior de la pieza (1), comprende:
- una primera sección formada por al menos dos telas continuas (21, 21') que se extienden a lo largo de las tres zonas mencionadas (11, 13, 15);
- una segunda sección formada por uno o más paquetes de telas (23) simétricos y balanceados intercalados entre una o más telas continuas (25) que se extienden a lo largo de las tres zonas mencionadas (11, 13, 15), extendiéndose dichos paquetes de telas (23) a lo largo de la zona de mayor espesor (11) y terminando en la zona de transición (13) de manera que esta tenga una pendiente continua (17);
- una tercera sección formada por un paquete de telas simétrico y balanceado (27) que se extiende a lo largo de las tres zonas mencionadas (11, 13, 15) intercalado entre una o más telas continuas (25) que se extienden a lo largo de las tres zonas mencionadas (11, 13, 15);
- una cuarta sección formada por al menos dos telas continuas (29, 29') que se extienden a lo largo de las tres zonas mencionadas (11, 13, 15).
2. Una pieza (1) según la reivindicación 1, caracterizada porque el paquete de telas (27) de la tercera sección está configurado con una pendiente final (31) en la zona de transición formando un tramo de la pendiente (17) de la zona de transición (13).
3. Una pieza (1) según la reivindicación 2, caracterizada porque la configuración del paquete de telas (27) de la tercera sección también incluye una pendiente interior (31') en la zona de transición (13).
4. Una pieza (1) según cualquiera de las reivindicaciones 2-3, caracterizada porque el salto de espesor correspondiente a cada una de dichas pendientes (31, 31') es menor o igual a 2 mm.
5. Una pieza (1) según cualquiera de las reivindicaciones 1-4 caracterizada por tener un perfil final en forma de C y estar fabricada a partir de un laminado plano mediante un proceso de conformado en caliente.
6. Una pieza (1) según la reivindicación 5, caracterizada por ser un larguero de un ala de una aeronave con una zona de gran espesor.
Patentes similares o relacionadas:
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Material de compuesto reforzado con fibra, del 6 de Mayo de 2020, de KABUSHIKI KAISHA TOYOTA JIDOSHOKKI: Un material de compuesto reforzado con fibra construido al impregnar una capa de paquete de fibras laminada formada al laminar una pluralidad de capas […]
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Un método para fabricar un cajón multilarguero de una sola pieza de material compuesto dentro de un molde cerrado, del 11 de Diciembre de 2019, de Leonardo S.p.A: Un método para fabricar un cajón multilarguero de una sola pieza hecho de material compuesto para aviones, que comprende dos paneles que están unidos por […]
Composición de resina epoxídica, material preimpregnado, material compuesto reforzado con fibra de carbono y métodos de fabricación para los mismos, del 11 de Diciembre de 2019, de TOHO TENAX CO., LTD: Composición de resina epoxídica, que comprende al menos: componente [A]; de 3 a 20 partes en masa de componente [B] con respecto a 100 partes en masa del componente […]
 Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Proceso de moldeo por compresión de un material compuesto con escamas cuasiisotrópicas, del 4 de Septiembre de 2019, de THE BOEING COMPANY: Un método para formar una pieza moldeada que tiene propiedades cuasiisotrópicas, comprendiendo el método: consolidar una primera capa formada […]