PROCEDIMIENTO Y APARATO MODULARES DE ADSORCIÓN POR CAMBIO DE PRESIÓN.
Sistema de adsorción por cambio de presión (PSA) que comprende:
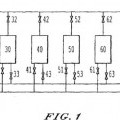
un primer grupo de módulos de PSA que incluye una pluralidad de primeros módulos de PSA (10, 20, 30, 40), un segundo grupo de módulos de PSA que incluye una pluralidad de segundos módulos de PSA (50, 60, 70, 80), un colector de alimentación de gas (2) conectado con dichos primeros módulos de PSA y dichos segundos módulos de PSA; un colector de producto (3) conectado con dichos primeros módulos de PSA y dichos segundos módulos de PSA; un colector de descarga (4) conectado con dichos primeros módulos de PSA y dichos segundos módulos de PSA, caracterizado porque cada uno de los primeros módulos de PSA funciona con un primer ciclo de PSA en sincronización con los otros primeros módulos de PSA, en el que cada uno de los segundos módulos de PSA funciona con un segundo ciclo de PSA en sincronización con los otros segundos módulos de PSA, y en el que dicho primer ciclo de PSA tiene un desfase con respecto a dicho segundo ciclo de PSA, en el que cada uno del primer y segundo módulos incluye una pluralidad de cámaras de adsorción, y la pluralidad de cámaras de adsorción de cada módulo están conectadas en paralelo con una primera (11, 21, 31, 41, 51, 61, 71, 81), una segunda (12, 22, 32, 42, 52, 62, 72, 82) y una tercera (13, 23, 33, 43, 53, 63, 73, 83) válvula de aislamiento, en el que la primera, la segunda y la tercera válvula de aislamiento están conectadas entre cada uno de los módulos primero y segundo y el colector de alimentación de gas, colector de producto y colector de descarga, respectivamente, en el que dicha pluralidad de primeros módulos de PSA y dicha pluralidad de segundos módulos de PSA comprenden, cada uno: una pluralidad de cámaras de adsorción presurizadas (101); un colector de entrada provisto de un canal de alimentación (137) conectado con dicho colector de alimentación (102) y cada cámara de adsorción presurizada de dicha pluralidad de cámaras de adsorción presurizadas, y dicho colector de entrada está provisto de un canal de descarga (138) conectado con dicho colector de descarga y cada cámara de adsorción presurizada de dicha pluralidad de cámaras de adsorción presurizadas; un colector de salida provisto de un canal de producto (144) conectado con dicho colector de producto (103) y cada cámara de adsorción presurizada de dicha pluralidad de cámaras de adsorción presurizadas; y una estructura rígida que conecta dicho colector de entrada con dicho colector de salida, en la que dicha estructura rígida une estructuralmente dicho colector de entrada y dicho colector de salida con dicha pluralidad de cámaras de adsorción presurizadas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08161140.
Solicitante: LUMMUS TECHNOLOGY INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1515 BROAD STREET BLOOMFIELD, NJ 07930 ESTADOS UNIDOS DE AMERICA.
Inventor/es: Lomax,Franklin D.,c/o H2Gen Innovations Inc, Hickmann,Troyc/o H2Gen Innovations Inc, Lettow,John S.,c/o H2Gen Innovations Inc, Streeks,Michaelc/o H2Gen Innovations Inc, Prasad,Vinayc/o H2Gen Innovations Inc.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Abril de 2004.
Clasificación Internacional de Patentes:
- B01D53/047 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 53/00 Separación de gases o de vapores; Recuperación de vapores de disolventes volátiles en los gases; Depuración química o biólogica de gases residuales, p. ej. gases de escape de los motores de combustión, humos, vapores, gases de combustión o aerosoles (recuperación de disolventes volátiles por condensación B01D 5/00; sublimación B01D 7/00; colectores refrigerados, deflectores refrigerados B01D 8/00; separación de gases difícilmente condensables o del aire por licuefacción F25J 3/00). › Adsorción con presión oscilante.
- B01D53/04C10
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2358374_T3.pdf
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
Campo de la invención
La presente invención se refiere a procedimientos de adsorción por cambio de presión (PSA). La PSA es un procedimiento 5 de uso común para la purificación de gases. Entre las aplicaciones ejemplares se incluye la separación del hidrógeno a partir de mezclas de gases, la separación del helio a partir del gas natural, la purificación de gases de vertedero, y la separación de aire para la producción de oxígeno, nitrógeno y/o argón.
Exposición de los antecedentes
Un gran número de sistemas de PSA se ven limitados por sus enormes fluctuaciones en el flujo de producto gaseoso y gas 10 refinado. Estas fluctuaciones hacen que sea necesario emplear tanques de almacenamiento o de compensación de considerables dimensiones para amortiguar adecuadamente la fluctuación en el flujo para permitir un correcto funcionamiento de los equipos situados a continuación en el proceso y conectados al sistema de PSA.
Tradicionalmente, las separaciones de gases a escala industrial se han realizado usando ciclos de PSA que cuentan, como mínimo, con una etapa de equilibrado de presión para mejorar la recuperación fraccional de producto presurizado 15 con una pureza determinada. En los ciclos de PSA, el aumento en la recuperación fraccional conlleva una disminución en la cantidad de gas desechado hacia el tanque de compensación de refinados, y garantiza que el flujo de producto gaseoso presurizado se aproxime más a un flujo continuo. Se conocen ciclos que constan de tres o más compensaciones. Otra etapa adoptada en la técnica para reducir las pulsaciones en el flujo consiste en emplear ciclos con un gran número de compensaciones y de recipientes en un único tren de proceso. Podemos encontrar un ejemplo de sistema de PSA con un 20 gran número de recipientes y etapas de compensación en la patente de EE.UU. n.º 3.986.849, de Fuderer y col., que describe trenes de proceso que constan de hasta diez recipientes de adsorbente y cincuenta y cinco válvulas. Por lo general, en aplicaciones industriales, los elevados costes energéticos y operativos relacionados con la pérdida de producto recuperable no se han visto compensados por el considerable aumento en la complejidad relacionado con ciclos de PSA más complejos, con una o más compensaciones de presión, excepto en instalaciones con una capacidad muy alta. Por lo 25 tanto, en la mayoría de las instalaciones se emplean enormes tanques de compensación tanto para el producto gaseoso presurizado como para el gas refinado.
Todo tipo de sistemas de PSA, pero especialmente los que constan de múltiples compensaciones, también pueden verse limitados en gran medida debido a su enorme complejidad y al elevado número de piezas que incluyen. Esta complejidad, no solo aumenta considerablemente la probabilidad de que falle un componente, sino que además aumenta 30 considerablemente las dimensiones del sistema, el tiempo de montaje y el coste de los materiales. La mayoría de los sistemas de PSA son sistemas con punto único de fallo, aunque los procedimientos desvelados en la patente de EE.UU. n.º 4.234.322, de Meyer y col., y en la solicitud de patente de EE.UU. n.º 10/269.064 constituyen excepciones notables. Incluso en los procedimientos ejemplares, es necesario detener el funcionamiento de la instalación de PSA en un momento determinado para llevar a cabo el mantenimiento del componente defectuoso. Dichas paradas suponen un gran 35 inconveniente, ya que conllevan una cantidad considerable de tiempo de producción perdido para toda la instalación de proceso. Además, cuando la PSA está conectada a un proceso de alta temperatura, como por ejemplo un reformador de hidrocarburos con vapor, un reformador autotérmico, un reformador de oxidación parcial, una instalación de síntesis de amoniaco o un craqueador de etileno, la vida útil de los equipos de proceso conectados puede reducirse enormemente debido a las elevadas tensiones mecánicas producidas durante una operación de parada y reinicio. 40
La patente de EE.UU. n.º 6.051.050, de Keefer y col., describe sistemas que usan múltiples módulos de PSA giratorios en paralelo con el fin de lograr una mayor capacidad global del sistema, pero no llega a describir un procedimiento o estrategia para poner en funcionamiento estos módulos en caso de avería. Los módulos giratorios de la patente de Keefer y col. son muy diferentes a los aceptados en la práctica de la industria y no están sometidos al mismo tipo de punto único de fallo de válvula que los aparatos de PSA con válvulas. Su modo de fallo se produce a través de un fallo de 45 estanqueidad gradual. Los módulos de la patente de Keefer y col. poseen también un número muy elevado de lechos activos y, por tanto, se ven menos afectados por las variaciones en la pulsación del caudal de producto gaseoso y gas refinado. Los módulos giratorios de baja pulsación de la patente de Keefer y col. y las invenciones similares descritas en la patente de EE.UU. n.º 5.112.367, la patente de EE.UU. n.º 5.268.021 y la patente de EE.UU. n.º 5.336.541 sufren escapes inevitables debido a su uso de juntas deslizantes. Este escape ocasiona una disminución de la pureza y la recuperación de 50 producto, así como problemas de mantenimiento debidos a la limitada vida útil de la junta. La elevada presión acentúa estos problemas, lo cual hace que los módulos giratorios resulten menos convenientes para las separaciones relevantes para la industria que los típicos aparatos de PSA provistos de válvulas.
Debido al tamaño extraordinariamente grande de los típicos sistemas de PSA con válvulas y a su enorme coste, ha continuado siendo muy poco conveniente proporcionar sistemas auxiliares de PSA para impedir paradas del proceso, 55 especialmente para sistemas de PSA con válvulas que constan de compensaciones de presión y un gran número de lechos de adsorción, con la gran complejidad que conllevan.
De este modo, los inventores incorporan en su totalidad, a modo de referencia, un aparato mejorado para sistemas avanzados de PSA que reduce en gran medida la complejidad del aparato de PSA empleando compensaciones de presión, expuesto en la solicitud de patente de EE.UU. n.º 10/269.067, y procedimientos para realizar ciclos de PSA que reducen drásticamente el número de válvulas necesarias para realizar los ciclos de PSA expuestos en la solicitud de patente de EE.UU. n.º 10/269.064. 5
En la patente de EE.UU. n.º 5.656.068, se describe un sistema de PSA con lechos individuales (A a D), tal como se muestra en la fig. 3. Cada uno de los lechos (A a D) está conectado a una respectiva válvula, por ejemplo, el lecho (A) está conectado a una válvula de producto 51 y a las válvulas 15 y 18. No obstante, los lechos (A a D) no están conectados en paralelo y conectados después a una válvula que pueda aislar todo el grupo del respectivo colector.
RESUMEN DE LA INVENCIÓN 10
Por consiguiente, la presente invención proporciona ventajosamente un sistema de adsorción por cambio de presión provisto de válvulas y con una reducción en las pulsaciones del flujo.
El sistema de adsorción por cambio de presión de la presente invención, según la reivindicación 1, se puede reparar mientras sigue en funcionamiento.
La presente invención también proporciona ventajosamente un sistema de adsorción por cambio de presión con una 15 mayor fiabilidad.
La presente invención proporciona un aparato para sistemas de adsorción por cambio de presión que elimina los momentos de flexión en las conexiones terminales del recipiente de adsorción.
La presente invención también proporciona ventajosamente un aparato para sistemas de adsorción por cambio de presión con una tapa estructural integral. 20
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Se obtendrá una comprensión más completa de la invención y muchas de las correspondientes ventajas de la misma se pondrán de manifiesto al hacer referencia a la siguiente descripción detallada, particularmente a la luz de los dibujos adjuntos, en los que:
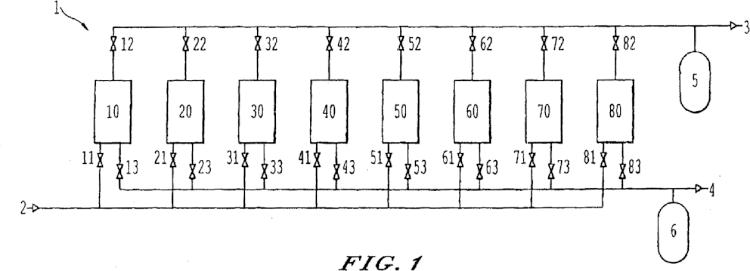
la fig. 1 es un esquema de flujo de un sistema de PSA de la presente invención; 25
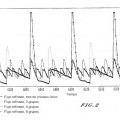
la fig. 2 es un gráfico que muestra la reducción en la pulsación del flujo lograda con el sistema de PSA de la presente invención;
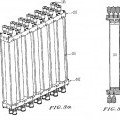
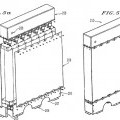
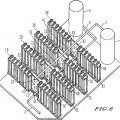
la fig. 3a muestra una vista en perspectiva de una primera forma de realización del aparato de PSA de la presente invención;
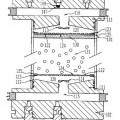
la fig. 3b muestra una vista en sección lateral a través... [Seguir leyendo]
Reivindicaciones:
1. Sistema de adsorción por cambio de presión (PSA) que comprende:
un primer grupo de módulos de PSA que incluye una pluralidad de primeros módulos de PSA (10, 20, 30, 40),
un segundo grupo de módulos de PSA que incluye una pluralidad de segundos módulos de PSA (50, 60, 70, 80),
un colector de alimentación de gas (2) conectado con dichos primeros módulos de PSA y dichos segundos módulos de 5 PSA;
un colector de producto (3) conectado con dichos primeros módulos de PSA y dichos segundos módulos de PSA;
un colector de descarga (4) conectado con dichos primeros módulos de PSA y dichos segundos módulos de PSA, caracterizado porque
cada uno de los primeros módulos de PSA funciona con un primer ciclo de PSA en sincronización con los otros primeros 10 módulos de PSA,
en el que cada uno de los segundos módulos de PSA funciona con un segundo ciclo de PSA en sincronización con los otros segundos módulos de PSA, y
en el que dicho primer ciclo de PSA tiene un desfase con respecto a dicho segundo ciclo de PSA,
en el que cada uno del primer y segundo módulos incluye una pluralidad de cámaras de adsorción, y la pluralidad de 15 cámaras de adsorción de cada módulo están conectadas en paralelo con una primera (11, 21, 31, 41, 51, 61, 71, 81), una segunda (12, 22, 32, 42, 52, 62, 72, 82) y una tercera (13, 23, 33, 43, 53, 63, 73, 83) válvula de aislamiento,
en el que la primera, la segunda y la tercera válvula de aislamiento están conectadas entre cada uno de los módulos primero y segundo y el colector de alimentación de gas, colector de producto y colector de descarga, respectivamente,
en el que dicha pluralidad de primeros módulos de PSA y dicha pluralidad de segundos módulos de PSA comprenden, 20 cada uno:
una pluralidad de cámaras de adsorción presurizadas (101);
un colector de entrada provisto de un canal de alimentación (137) conectado con dicho colector de alimentación (102) y cada cámara de adsorción presurizada de dicha pluralidad de cámaras de adsorción presurizadas, y dicho colector de entrada está provisto de un canal de descarga (138) conectado con dicho colector de descarga y cada cámara de 25 adsorción presurizada de dicha pluralidad de cámaras de adsorción presurizadas;
un colector de salida provisto de un canal de producto (144) conectado con dicho colector de producto (103) y cada cámara de adsorción presurizada de dicha pluralidad de cámaras de adsorción presurizadas; y
una estructura rígida que conecta dicho colector de entrada con dicho colector de salida,
en la que dicha estructura rígida une estructuralmente dicho colector de entrada y dicho colector de salida con 30 dicha pluralidad de cámaras de adsorción presurizadas
2. El sistema de PSA según la reivindicación 1, en el que dicho ciclo de PSA tiene un desfase de ciento ochenta grados con respecto a dicho segundo ciclo de PSA.
3. El sistema de PSA según la reivindicación 1, que comprende además un tercer grupo de módulos de PSA que incluye una pluralidad de terceros módulos de PSA, y un cuarto grupo de módulos de PSA que incluye una pluralidad de cuartos 35 módulos de PSA, en el que:
dicho colector de alimentación de gas está conectado con dichos terceros módulos de PSA y dichos cuartos módulos de PSA;
dicho colector de producto está conectado con dichos terceros módulos de PSA y dichos cuartos módulos de PSA;
dicho colector de descarga está conectado con dichos terceros módulos de PSA y dichos cuartos módulos de PSA; 40
cada uno de los terceros módulos de PSA funciona con un tercer ciclo de PSA en sincronización con los otros terceros módulos de PSA;
cada uno de los cuartos módulos de PSA funciona con un cuarto ciclo de PSA en sincronización con los otros cuartos módulos de PSA; y
en el que dicho primer ciclo de PSA, dicho segundo ciclo de PSA, dicho tercer ciclo de PSA y dicho cuarto ciclo de PSA 45 tienen un desfase unos con respecto a otros.
4. El sistema de PSA según la reivindicación 3, en el que dicho primer ciclo de PSA, dicho segundo ciclo de PSA, dicho tercer ciclo de PSA y dicho cuarto ciclo de PSA funcionan con un desfase de noventa grados.
5. El sistema de PSA según la reivindicación 1, en el que dicho primer grupo de módulos de PSA incluye cuatro módulos de PSA, y en el que dicho segundo grupo de módulos de PSA incluye cuatro módulos de PSA.
6. El sistema de PSA según la reivindicación 1, en el que cada uno de dichos primeros módulos de PSA incluye siete 5 cámaras de adsorción que funcionan utilizando tres compensaciones de presión durante dicho primer ciclo de PSA.
7. El sistema de PSA según la reivindicación 1, en el que dicho primer grupo de módulos de PSA incluye un primer número predeterminado de primeros módulos de PSA y dicho segundo grupo de módulos de PSA incluye un segundo número predeterminado de segundos módulos de PSA, y en el que dicho primer número predeterminado es igual a dicho segundo número predeterminado. 10
8. El sistema de PSA según la reivindicación 1, que comprende además:
un tanque de compensación de producto (5) conectado con dicho colector de producto; y
un tanque de compensación de descarga (6) conectado con dicho colector de descarga.
9. El sistema de PSA según la reivindicación 1, en el que cada primer módulo de PSA incluye un primer número predeterminado de primeras cámaras de adsorción de PSA y cada segundo módulo de PSA incluye un segundo número 15 predeterminado de segundas cámaras de adsorción de PSA, y en el que dicho primer número predeterminado es igual a dicho segundo número predeterminado.
Patentes similares o relacionadas:
Máquina para la producción de gas, del 22 de Abril de 2020, de Pruneri, Marco: Una máquina para la producción de gas, que comprende miembros cilíndricos , cada uno de los cuales está asociado con dos cabezales (3, […]
Procesos para adsorber oxígeno utilizando composiciones adsorbentes RHO mejoradas, del 8 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Proceso de adsorción de oxígeno a partir de una corriente de alimentación que contiene oxígeno, que comprende hacer pasar la corriente de alimentación […]
INSTALACIÓN Y PROCEDIMIENTO PARA RECUPERAR SUSTANCIAS GASEOSAS A PARTIR DE CORRIENTES GASEOSAS, del 2 de Abril de 2020, de BLUEGENERATION, S.L: Instalación y procedimiento para recuperar sustancias gaseosas a partir de corrientes gaseosas comprende un primer Módulo de Tratamiento de Gases (Módulo 1), para recibir […]
Alúminas formadas conjuntamente tratadas con una base para la eliminación de agua y CO2, del 1 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Adsorbente que comprende alúmina activada y una sal de metales alcalinos, en el que dicho adsorbente se proporciona mediante un procedimiento que comprende las etapas […]
Instalación y procedimiento para recuperar sustancias gaseosas a partir de corrientes gaseosas, del 30 de Marzo de 2020, de BLUEGENERATION, S.L: Instalación y procedimiento para recuperar sustancias gaseosas a partir de corrientes gaseosas. Permite recuperar CO2 de gases de combustión con gran ahorro […]
Sistema y método para regenerar el lecho absorbedor para secar hidrógeno humidificado comprimido, del 8 de Enero de 2020, de Nuvera Fuel Cells, LLC: Un sistema para comprimir hidrógeno, que comprende: un humidificador configurado para recibir y humidificar una corriente de hidrógeno y producir una primera […]
Métodos y dispositivos para la desulfuración de una mezcla de gas con un proceso de adsorción por oscilación de presión, del 1 de Enero de 2020, de GREEN VISION HOLDING B.V: Método para la desulfuración de una primera mezcla de gas sulfuroso que comprende al menos un gas de hidrocarburo, método que comprende las etapas de (i) proporcionar […]
Dispositivo para la purificación del aire cargado con CO2 en el habitáculo de pasajeros de un vehículo motorizado en el modo de recirculación de un dispositivo de adsorción, del 4 de Diciembre de 2019, de AUDI AG: Dispositivo para la depuración del aire cargado de CO2 situado en un espacio cerrado que comprende dos dispositivos de adsorción (9a, 9b) para adsorber […]