MÉTODO Y APARATO PARA PREPARAR VIDRIO DECORADO.
Método para preparar vidrio decorado que comprende las etapas de:
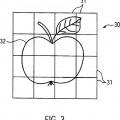
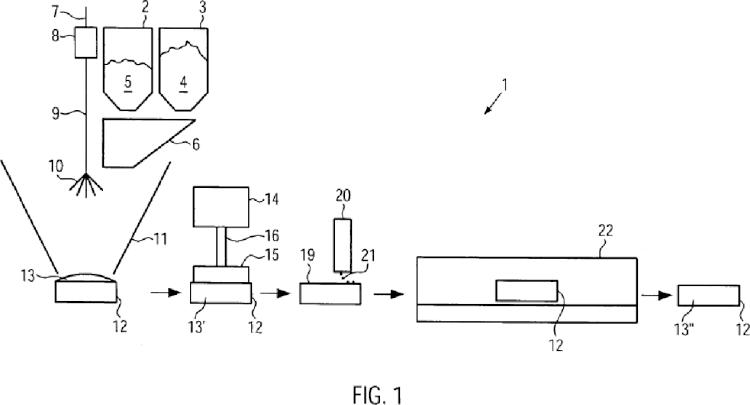
proporcionar vidrio (13') con una superficie porosa (19); en el que el vidrio (13') se obtiene prensando polvo de vidrio (13) que es una mezcla de partículas de vidrio (4, 5) con diferentes diámetros en el intervalo de entre 20 y 500 micrómetros, de tal manera que una parte de las partículas de vidrio tiene un diámetro de entre 100 y 400 micrómetros; imprimir un motivo decorativo (32) sobre la superficie porosa (19) con una impresora de chorro de tinta (20); y cocer el vidrio (13')
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08017245.
Solicitante: GLASSDECOR REVESTIMIENTOS S.L.
Nacionalidad solicitante: España.
Inventor/es: Arcas,Pedro,Gasso, Romero,Ricardo,Rodriguez.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Septiembre de 2008.
Clasificación Internacional de Patentes:
- B41J3/407 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41J MAQUINAS DE ESCRIBIR; MECANISMOS DE IMPRESION SELECTIVA, es decir, MECANISMOS QUE IMPRIMEN DE OTRA MANERA QUE NO SEA POR UTILIZACION DE FORMAS DE IMPRESION; CORRECCION DE ERRORES TIPOGRAFICOS (composición B41B; impresión sobre superficies especiales B41F; marcado para el lavado B41K; raspadores, gomas o dispositivos para borrar B43L 19/00; productos fluidos para corregir errores tipográficos por recubrimiento C09D 10/00; registro en materia de medidas G01; reconocimiento o presentación de datos, marcado de soportes de registro en forma numérica, p. ej. por punzonado, G06K; aparatos de franqueo o aparatos de impresión y entrega de tiquets G07B; conmutadores eléctricos para teclados, en general H01H 13/70, H03K 17/94; codificación en relación con teclados o dispositivos similares, en general H03M 11/00; emisores o receptores para transmisión de información numérica H04L; transmisión o reproducción de imágenes o de dibujos invariables en el tiempo, p. ej. transmisiones en facsímil, H04N 1/00; mecanismos de impresión especialmente adaptados para aparatos, p. ej. para cajas-registradoras, máquinas de pesar, produciendo un registro de su propio funcionamiento, ver las clases apropiadas). › B41J 3/00 Máquinas de escribir o mecanismos de impresión o de marcado selectivo caracterizados por la finalidad para la cual han sido construidos (máquinas de escribir criptográficas G09C 3/00). › para el marcado sobre materiales especiales (impresión sobre superficies especiales B41F 17/00).
- B41M5/00S10
- B41M5/00S2
- C03B19/06 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 19/00 Otros métodos de modelado del vidrio (fabricación de fragmentos, fibras o filamentos obtenidos a partir de vidrio, sustancias inorgánicas o escorias reblandecidas C03B 37/00). › por sinterización (producción de artículos de cuarzo o sílice fundida C03B 20/00).
- C03C17/00B
- C03C17/04 C03 […] › C03C COMPOSICIÓN QUÍMICA DE LOS VIDRIOS, VIDRIADOS O ESMALTES VÍTREOS; TRATAMIENTO DE LA SUPERFICIE DEL VIDRIO; TRATAMIENTO DE LA SUPERFICIE DE FIBRAS O FILAMENTOS DE VIDRIO, SUSTANCIAS INORGÁNICAS O ESCORIAS; UNIÓN DE VIDRIO A VIDRIO O A OTROS MATERIALES. › C03C 17/00 Tratamiento de la superficie del vidrio, p. ej. de vidrio desvitrificado, que no sea en forma de fibras o filamentos, por recubrimiento. › por adición de polvo de vidrio.
Clasificación PCT:
- B41J3/407 B41J 3/00 […] › para el marcado sobre materiales especiales (impresión sobre superficies especiales B41F 17/00).
- B41M5/00 B41 […] › B41M PROCESOS DE IMPRESION, DE REPRODUCCION, DE MARCADO O COPIADO; IMPRESION EN COLOR (corrección de errores tipográficos B41J; procedimientos para aplicar imágenes transferencia o similares B44C 1/16; productos fluidos para corregir errores tipográficos C09D 10/00; impresión de textiles D06P). › Procesos de reproducción o de marcado; Materiales en hojas utilizadas con este fin (por empleo de materias fotosensibles G03; electrografía, magnetografía G03G).
- B44F1/06 B […] › B44 ARTES DECORATIVAS. › B44F DIBUJOS PARTICULARES. › B44F 1/00 Dibujos o pinturas caracterizados por los efectos de luz particulares o extraños. › producidos por la luz transmitida, p. ej. dibujos transparentes, imitaciones de pinturas sobre vidrio.
- C03B19/06 C03B 19/00 […] › por sinterización (producción de artículos de cuarzo o sílice fundida C03B 20/00).
- C03C17/00 C03C […] › Tratamiento de la superficie del vidrio, p. ej. de vidrio desvitrificado, que no sea en forma de fibras o filamentos, por recubrimiento.
- C03C17/34 C03C 17/00 […] › con al menos dos revestimientos que tienen composiciones diferentes (C03C 17/44 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361112_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un método y aparato para preparar vidrio decorado.
Con el fin de preparar decoraciones con vidrio se conoce pintar un motivo decorativo sobre el vidrio o componer una imagen de piezas de vidrio de diferente color como en un mosaico de vidrio o en decoraciones de vidrio de Tiffany.
Para cualquiera de estas técnicas se requieren cualidades artísticas importantes con el fin de preparar vidrio decorado.
Por tanto, el objeto de la invención es proporcionar un método y aparato para decorar vidrio, que sea más fácil de usar y más flexible en el momento de elegir el motivo decorativo deseado.
Este objeto se cumple con el método según la reivindicación 1 y el aparato según la reivindicación 10.
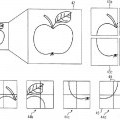
Según el método para la preparación de un vidrio decorativo, en primer lugar se prepara la superficie, lo que permite usar una impresora de chorro de tinta para imprimir el motivo decorativo sobre la superficie. Se descubrió que una superficie de este tipo es preferiblemente porosa con el fin de permitir la absorción de gotitas de tinta en la superficie. De esta manera, se evita que se extiendan puntos de tinta sobre una superficie lisa. Tras haber impreso el motivo decorativo sobre la superficie porosa se cuece el vidrio a temperaturas elevadas. Mediante ello se cierran los poros en la superficie porosa, al menos en una gran cantidad de manera que se obtiene una superficie que es mecánicamente resistente, por ejemplo frente a la limpieza.
Además, durante el proceso de cocido los colorantes de la tinta se incorporan en el cuerpo de vidrio a una distancia de la superficie. Esto aumenta la resistencia del motivo decorativo frente a la abrasión o los arañazos. Además, los agentes químicos tales como agentes de limpieza no pueden afectar a los colores incorporados.
Además, durante el proceso de cocido pueden producirse reacciones químicas, que hacen que los colorantes reaccionen con el material de vidrio con el fin de crear los colores deseados.
El documento DE 102007008443A da a conocer un método para depositar una frita de vidrio sobre un sustrato de vidrio para proporcionar una superficie porosa que posteriormente se decora mediante impresión por chorro de tinta. Tras la impresión se cuece el vidrio.
En la presente invención, la superficie porosa se obtiene prensando un polvo de vidrio con presiones preferiblemente de al menos 20 bares, 50 bares, 80 bares o 100 bares. La presión puede ser inferior a 200 bares, 150 bares o 120 bares. A tales presiones de más de 20 bares a 100 bares se obtiene una compresión suficiente del polvo de vidrio. Cuanto mayor es la presión más rígido es el polvo de vidrio comprimido.
Además, con el fin de preparar la superficie porosa se prefiere estabilizar el polvo de vidrio con un líquido. Esto aumenta la adhesión de las partículas de vidrio entre sí. El líquido es preferiblemente agua. Pueden usarse otros líquidos en su lugar.
En el líquido pueden proporcionarse adicionalmente aditivos. Tales aditivos pueden afectar a la distribución de la tinta en la superficie porosa tras la impresión o pueden afectar a la adhesión de las partículas del polvo de vidrio entre sí. Por ejemplo, son posibles aditivos que tienen un efecto aglutinante. Los aditivos pueden ser tales que el efecto aglutinante todavía existe tras haberse evaporado el líquido.
La cantidad preferida de líquido en relación con el polvo de vidrio está en el intervalo del 1 - 4 por ciento en peso e incluso más preferido entre el 1,5 – 2,5 por ciento. Con tales cantidades de líquido puede aumentarse suficientemente la adhesión entre las diferentes partículas.
Con el fin de obtener una alta compacidad del polvo de vidrio, el polvo de vidrio es una mezcla de partículas de vidrio con diferentes diámetros. Las partículas de vidrio tienen un tamaño de entre 20 y 500 micrómetros. Una parte de las partículas de vidrio tal como por ejemplo al menos el 10, 20, 30 ó 40 por ciento puede tener un diámetro de entre 100 y 400 micrómetros y otra parte tal como por ejemplo al menos el 10, 20, 30 ó 40 por ciento puede tener un diámetro de entre 20 y 50 micrómetros. Además, una determinada cantidad de partículas (al menos el 10, 20, 30 ó 40 por ciento) puede tener un diámetro de entre 90 y 200 micrómetros.
Al tener una mezcla de diferentes diámetros las partículas más grandes rellenan sustancialmente el volumen ocupado por el vidrio mientras que las más pequeñas rellenan las cavidades que quedan entre las partículas más grandes.
45
La tinta que se usa con la impresora de chorro de tinta puede comprender una sal soluble. Tales disoluciones de sales solubles son particularmente útiles para impresoras de chorro de tinta. Además, proporcionan una amplia gama de colores posibles.
También puede considerarse tener tintas con pigmentos, tales como pigmentos de óxido metálico como colorantes de tal manera que la tinta es una suspensión de un polvo. Además, pueden usarse mezclas de sales solubles y pigmentos con el fin de obtener efectos de color deseados.
La impresión se realiza preferiblemente con una densidad de puntos de más de 180 puntos por pulgada. Sin embargo, la densidad de puntos puede aumentarse para ser de más de 270, 360, 720 o más de 1000 puntos por pulgada. Con más de 180 puntos por pulgada los puntos individuales pueden volverse indistinguibles por el ojo humano sin instrumentos ópticos, de tal manera que se obtiene una impresión natural.
Tras la impresión del motivo decorativo el vidrio puede secarse antes del cocido. Mediante ello se elimina cualquier líquido que se evaporaría durante el proceso de cocido y por tanto introduciría tensiones no deseadas dentro del cuerpo de vidrio.
El cocido se lleva a cabo preferiblemente a temperaturas de entre 700ºC y 1200ºC y preferiblemente entre 800ºC y 1000ºC. A esas temperaturas, el material de vidrio se funde suficientemente con el fin de unir las diferentes partículas de vidrio para formar un cuerpo de vidrio sólido. Los poros de la superficie porosa se cierran y los colorantes se incorporan en el cuerpo de vidrio. Además, se llevan a cabo reacciones químicas entre sales solubles o pigmentos y el material de las partículas de vidrio manteniendo o creando los colores deseados. A temperaturas superiores a 1000ºC la elección de colorantes es más limitada ya que no todos los colorantes resisten tales temperaturas, sin embargo tales temperaturas por encima de 1000ºC también son posibles.
En el proceso de cocido, las temperaturas son elevadas en comparación con la temperatura ambiente. El tiempo en el que se calienta el vidrio puede ser de al menos 15 minutos, 20 minutos o 30 minutos. Preferiblemente el calentamiento del vidrio tiene lugar más lentamente que el enfriamiento. El proceso de calentamiento y enfriamiento juntos puede durar no más de 30 a 60 minutos.
En una realización preferida adicional de la invención se trata una pluralidad de porciones de vidrio al mismo tiempo, que por ejemplo forman porciones del mosaico. Por ejemplo, la pluralidad de porciones de vidrio puede prepararse para tener la superficie porosa antes o durante el comienzo de la impresión o el cocido.
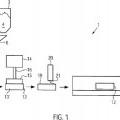
Un aparato para preparar vidrio decorado tiene los medios para proporcionar vidrio con una superficie porosa. Estos medios incluyen una prensa con la que puede prensarse polvo de vidrio. El aparato comprende además una impresora de chorro de tinta para imprimir un motivo decorativo sobre la superficie porosa.
El aparato puede comprender además un horno para cocer el vidrio. Sin embargo, un horno de este tipo también puede estar separado del aparato.
Además, se proporcionan medios para proporcionar una cantidad predefinida de polvo de vidrio, que incluyen preferiblemente una balanza. Además, puede proporcionarse un medio para proporcionar una cantidad predefinida de líquido tal como un caudalímetro o una/la balanza. Con el mismo es posible preparar una mezcla de polvo de vidrio y un líquido con una composición controlada, que entonces puede prensarse con el fin de preparar la superficie de vidrio porosa.
Además, el aparato comprende preferiblemente un transportador para llevar el vidrio de un lugar a otro. El vidrio puede proporcionarse en un molde. El transportador también puede transportar tal molde, que contiene el vidrio. En particular, para el proceso de impresión, se... [Seguir leyendo]
Reivindicaciones:
1. Método para preparar vidrio decorado que comprende las etapas de:
proporcionar vidrio (13') con una superficie porosa (19);
en el que el vidrio (13') se obtiene prensando polvo de vidrio (13) que es una mezcla de partículas de vidrio (4, 5) con diferentes diámetros en el intervalo de entre 20 y 500 micrómetros, de tal manera que una parte de las partículas de vidrio tiene un diámetro de entre 100 y 400 micrómetros;
imprimir un motivo decorativo (32) sobre la superficie porosa (19) con una impresora de chorro de tinta (20); y
cocer el vidrio (13”).
2. Método según la reivindicación 1, en el que el vidrio (13') es poroso.
3. Método según la reivindicación 1 ó 2, en el que el polvo de vidrio (13) se prensa con una presión de 20 a 200 bares o con una presión de entre 80 y 150 o con una presión de entre 100 y 120 bares.
4. Método según la reivindicación 3, en el que el polvo de vidrio (13) se humidifica con un líquido, preferiblemente agua, que adicionalmente puede contener aditivos, en el que la cantidad de líquido en relación con el polvo de vidrio está preferiblemente en el intervalo de entre el 1 y el 4 por ciento en peso o más preferido en el intervalo de entre el 1,5 y el 2,5 por ciento.
5. Método según cualquiera de las reivindicaciones 1 a 4, en el que la tinta es un líquido que tiene una sal soluble y/o un pigmento, tal como un pigmento de óxido metálico, como colorante.
6. Método según cualquiera de las reivindicaciones 1 a 5, en el que la impresión se realiza con una densidad de puntos superior a 180 puntos por pulgada.
7. Método según cualquiera de las reivindicaciones 1 a 6, en el que el vidrio (13') se seca tras la impresión y antes del cocido.
8. Método según cualquiera de las reivindicaciones 1 a 7, en el que el cocido se lleva a cabo a temperaturas de entre 700ºC y 1200ºC, preferiblemente entre 800ºC y 1000ºC y/o en el que el proceso de cocido en el que las temperaturas son superiores a la temperatura ambiente dura entre 15 y 60 minutos, preferiblemente entre 20 y 45 minutos.
9. Método según cualquiera de las reivindicaciones 1 a 8, en el que la impresión de un motivo (32) sobre la superficie porosa (19) de dos o más porciones de un mosaico (45) se procesa simultáneamente.
10. Aparato (1) para preparar vidrio decorado que comprende:
- medios para proporcionar vidrio (13') con una superficie porosa (19) que incluyen medios para proporcionar una cantidad predefinida de polvo de vidrio (13) que es una mezcla de partículas de vidrio (4, 5) con diferentes diámetros en el intervalo de entre 20 y 500 micrómetros de tal manera que una parte de las partículas de vidrio tiene un diámetro de entre 100 y 400 micrómetros, en el que los medios para proporcionar una cantidad predefinida de polvo de vidrio incluyen uno o más depósitos (2, 3) que comprenden el polvo de vidrio (4, 5),
y una prensa (14, 15, 16) para comprimir polvo de vidrio;
- una impresora de chorro de tinta (20) para imprimir un motivo decorativo (32) sobre la superficie porosa (19).
11. Aparato según la reivindicación 10, en el que el aparato (1) comprende además un horno (20) para cocer el vidrio (13').
12. Aparato según cualquiera de las reivindicaciones 10 u 11, en el que los medios (2, 3, 6) para proporcionar una cantidad predefinida de polvo de vidrio incluyen un dispositivo de pesado (6) y/o un medio para proporcionar una cantidad predefinida de líquido tal como un caudalímetro (8).
Patentes similares o relacionadas:
Placa de base para soportar ladrillos de construcción de interconexión, del 22 de Julio de 2020, de SLAB DREAM LAB, LLC: Placa de base para soportar una pluralidad de ladrillos de construcción de interconexión, que comprende: una lámina plana que tiene una superficie superior […]
Sistema y método para suministrar un portamuestras de laboratorio a partir de una pila de portamuestras a un aparato para marcar portamuestras de laboratorio, del 22 de Julio de 2020, de Pyramid Innovation Ltd: Combinación de un dispositivo para suministrar un portamuestras de laboratorio a partir de una pila de portamuestras, y un aparato […]
Personalización de formación de imágenes digitales transmitidas en red, del 15 de Julio de 2020, de SAWGRASS TECHNOLOGIES, INC.: Método de formación de imágenes, que incluye los pasos de: transmitir, mediante un dispositivo informático geográficamente remoto, una imagen a un dispositivo […]
Procedimiento para producir un conductor de polímero conductor, del 24 de Junio de 2020, de AI Silk Corporation: Un procedimiento de producción de un conductor de polímero conductor en el que un polímero conductor se adhiere a un material base (M), que comprende: un paso […]
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Aparato de impresión de latas, del 29 de Abril de 2020, de I. Mer Co., Ltd: Aparato de impresión de latas que comprende: una impresora principal que tiene múltiples cilindros de placa para la impresión de diferentes colores y la […]
Banda para impresión con lámina de protección o revestimiento protector, del 8 de Abril de 2020, de BIXOLON Europe GmbH: Banda u hoja (1') para impresión mediante una impresora, presentando la banda u hoja (1') una primera capa que puede ser impresa, y presentando por su lado plano […]
Máquina impresora y procedimiento para imprimir piezas de trabajo en forma de manguito, del 1 de Abril de 2020, de HINTERKOPF GMBH: Máquina impresora para imprimir piezas de trabajo en forma de manguito, con un bastidor de máquina en el que está dispuesto un dispositivo de transporte con una […]