MÉTODO PARA LA PRODUCCIÓN DE UN ESTRATIFICADO DE ENVASADO.
Método para producir un estratificado de envasado que comprende la unión continua de una superficie libre de una primera capa (10,
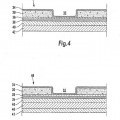
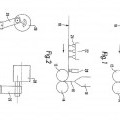
38) de hoja de aluminio y una superficie libre de una segunda capa (16, 40) de un material polímero para producir un estratificado de envasado (44, 48) que comprende dichas primera y segunda capas, en donde dicha primera capa (38) se une, en una primera etapa, con una capa en masa (30) de papel o cartón en una cara de la primera capa que es opuesta a dicha superficie libre de la primera capa (38), exhibiendo dicha capa en masa agujeros pasantes, aberturas o rendijas (32) que están cubiertos por una membrana que comprende dicha primera capa (38) y que subsiguientemente son llevadas para que constituyan dicha segunda capa (40) cuando dichas superficies libres de dichas primera y segunda capas se unen entre si (12, 14) en una etapa subsiguiente, caracterizado porque dicha superficie libre de dicha primera capa (10, 38) se somete tanto a tratamiento con plasma (24) como a tratamiento a la llama (20) en una etapa intermedia antes de que las superficies libres sean unidas entre si, y el tratamiento con plasma (24) se lleva a cabo localmente en regiones para dichos agujeros pasantes, aberturas o rendijas (42)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2004/000389.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE SA.
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: TOFT, NILS, POSTOACA, ION, ZUO,Guangju.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Marzo de 2004.
Clasificación Internacional de Patentes:
- B32B38/00B
- B65D5/74D
Clasificación PCT:
- B32B38/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Operaciones auxiliares relacionadas con los procesos de estratificación.
- B65D65/40 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 65/00 Envolturas o embalajes flexibles; Material de embalaje de tipo o forma particular (envoltorios o sobres con medios para absorber los golpes B65D 81/03). › Empleo de estratificados para fines especiales de embalaje.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2359702_T3.pdf
Fragmento de la descripción:
CAMPO TÉCNICO
La presente invención se refiere a un método relacionado con la unión continua de una primera capa de hoja de aluminio y una segunda capa de un segundo material polímero para producir un estratificado de envasado que comprende dichas primera y segunda capas.
TÉCNICA ANTERIOR Y PROBLEMAS
Recipientes de envasado del tipo desechable de un solo uso para alimentos líquidos se producen a menudo a partir de un estratificado de envasado del tipo arriba mencionado. Un recipiente de envasado que se produce habitualmente de este tipo se comercializa bajo la marca registrada Tetra Brik Aseptic® y se emplea principalmente para alimentos líquidos tales como leche, zumos de fruta, etc. El material de envasado en este recipiente de envasado conocido es típicamente un estratificado que comprende una capa de núcleo en masa de papel o cartón, y capas exteriores, estancas a los líquidos, de materiales termoplásticos. Con el fin de hacer al recipiente de envasado hermético a la luz y estanco a los gases, en particular estanco al gas oxígeno, por ejemplo con el fin de un envasado aséptico y un envasado de zumos de frutas, el estratificado para estos recipientes de envasado se provee normalmente de al menos una capa adicional, lo más habitualmente una hoja de aluminio que, además de ello, hace al material de envasado termosellable mediante un termosellado inductivo, que es una técnica de sellado rápida y eficaz para obtener juntas o costuras de sellado mecánicamente resistentes, estancas a los líquidos y a los gases, durante la producción de los recipientes. En la cara interior del estratificado, es decir en la cara destinada a enfrentarse al contenido de un recipiente producido a partir del estratificado, existe una capa más exterior, aplicada a la hoja de aluminio, capa interior, más exterior, que puede estar constituida por varias capas parciales que comprenden adhesivos y/o materiales termoplásticos.
Recipientes de envasado se producen generalmente por medio de máquinas de envasado modernas del tipo que forman envases de llenado y sellado a partir de una banda continua o a partir de piezas elementales o en bruto prefabricadas de material de envasado. A partir de una banda, por ejemplo, los recipientes de envasado se producen debido a que la banda se reagrupa formando un tubo al unir unos con otros los dos bordes longitudinales de la banda en una junta de solapamiento. El tubo se llena con el producto alimenticio líquido pretendido y se divide en envases individuales mediante juntas estancas transversales repetidas del tubo a una distancia una de otra por debajo del nivel del contenido en el tubo. Los envases se separan del tubo mediante incisiones en las juntas estancas transversales y se les otorga la configuración geométrica deseada, normalmente paralelepipédica, mediante formación de dobleces a lo largo de líneas de pliegues preparadas en el material de envasado.
Es un requisito general el que las diferentes capas del estratificado de envasado se adhieran bien una con otra a lo largo de todas sus superficies enfrentadas una con otra. El documento EP-A-94114184.8 enseña mejorar la energía superficial de una primera y una segunda banda de material plástico, sometiéndolas a tratamiento corona, tratamiento con plasma o tratamiento a la llama antes de estratificar las bandas entre sí para formar un material de estratificado con el fin de mejorar la adherencia entre las capas del estratificado.
La patente de EE.UU. nº 6.517.657 describe un método en el que se prepara un material compuesto fluoropolímero al activar el sustrato fluoropolímero con una descarga de plasma de gas mixto y luego aplicando una capa de un polímero diferente sobre el sustrato fluoropolímero sin la necesidad de una capa adhesiva adicional entre ambas. De acuerdo con una realización alternativa, se añade al método un tratamiento previo a la llama con el fin de proporcionar una adherencia reforzada adicional. La estratificación de las capas de hojas de aluminio en estratificados de envasado no ha sido, sin embargo, prevista para uso de la presente invención.
La solicitud de patente de EE.UU. nº 2001/0009718 se refiere a un método de revestimiento por extrusión de una capa polímera sobre una banda de una capa metálica, tratando primeramente la superficie metálica con un pretratamiento secuencial, primero a la llama y luego corona. Sin embargo, la capa revestida de extrusión se vuelve a calentar en la última etapa del método hasta aproximadamente la temperatura de fusión con el fin de proporcionar una mejora al acabado superficial y desarrollar las características de adherencia finales a la tira.
Desde el punto de vista del consumidor, es también deseable que el recipiente de envasado sea fácil de manipular y fácil de abrir cuando sea el momento de extraer el contenido del envase y, con el fin de satisfacer esta necesidad, al recipiente de envasado se le provee a menudo de un cierto tipo de disposición de apertura con ayuda de la cual se puede abrir fácilmente sin la necesidad de emplear tijeras u otros utensilios.
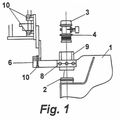
Una disposición de apertura que aparece habitualmente en recipientes de envasado de este tipo incluye un agujero practicado en la capa de núcleo de la pared del envase, estando cubierto el agujero en las caras interior y exterior de la pared del envase por parte de las respectivas capas exteriores de la pared del envasado que están selladas una con otra en la región del contorno de apertura del agujero pasante, formando así una membrana de las capas que no es cartón (designado generalmente agujero pre-estratificado, PLH – siglas en inglés). Un ejemplo de una disposición de apertura de la técnica anterior tiene una lengüeta de tracción o tira de apertura separada que se aplica sobre el agujero y que está sellada de forma rompible a la capa exterior del exterior de la pared del envase a lo largo de una junta de sellado alrededor de todo el contorno de apertura del agujero y al mismo tiempo está permanentemente sellada a la capa externa en la región en el interior del contorno de apertura del agujero. En disposiciones de apertura más avanzadas, un dispositivo de apertura, habitualmente de plástico moldeado, que tiene una boca de vertido y una tapa roscada para el sellado renovado, se aplica sobre la región de y en torno al agujero, dispositivo de apertura que está diseñado para perforar o retirar la membrana dentro de la región del agujero mediante un movimiento de presión o roscado descendente o, alternativamente, para retirar la membrana mediante un movimiento de roscado y/o tracción ascendente del dispositivo de apertura. En este último tipo de dispositivo de apertura, el interior de una parte roscable del dispositivo de apertura está adherida a la membrana del agujero, de modo que cuando se enrosca hacia arriba y hacia fuera de la pared del envase, la membrana se eleva junto con la parte roscable y se separa por rasgado de los bordes del agujero, dejando un agujero de corte prácticamente limpio para verter el contenido del envase.
En particular, este último tipo de dispositivo de apertura puede actuar de manera similar a un tapón roscado de una botella y, a menudo, es deseable, ya que evita que mediante el presionado caigan residuos de la membrana a través del agujero al envase y al producto envasado.
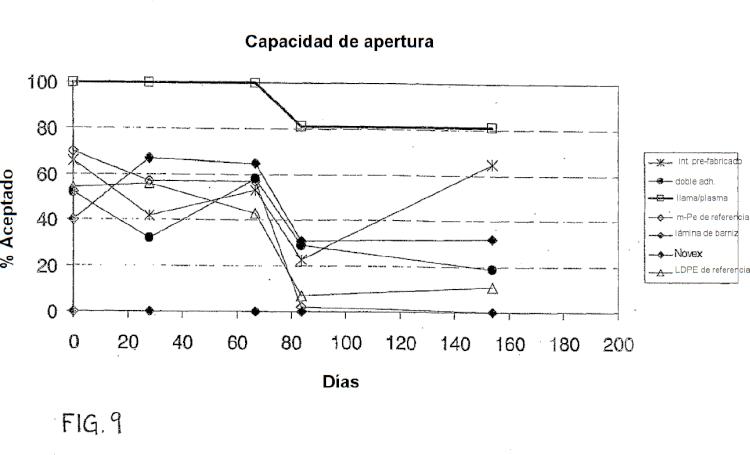
Una condición previa para que una disposición de apertura de este tipo funcione eficaz y rápidamente es que exista una adherencia adecuada entre las diferentes capas de la membrana, en particular entre la hoja de aluminio y las capas más exteriores en el interior del estratificado, de manera que la membrana no se desestratifique cuando se apliquen fuerzas de roscado y/o tracción ascendentes o fuerzas de roscado y/o presión descendentes durante la operación de apertura.
Generalmente, es difícil obtener una adherencia adecuada de este tipo dentro de las regiones de los agujeros, debido a las diferencias en el espesor total del estratificado entre las regiones de los agujeros y las regiones por fuera de los agujeros cuando se estratifican conjuntamente la hoja de aluminio y las capas termoplásticas de la membrana. Cuando se hace pasar una banda de las capas estratificadas a través de una pasada de compresión en una estación de estratificación, las capas se prensan para adherirse unas con otras por medio de un rodillo de presión y un cilindro refrigerado. En las regiones definidas por el agujero o la rendija, la pasada de compresión es incapaz de presionar la hoja de aluminio y las capas polímeras juntas lo suficientemente como para conseguir la adherencia requerida.
Así,... [Seguir leyendo]
Reivindicaciones:
1. Método para producir un estratificado de envasado que comprende la unión continua de una superficie libre de una primera capa (10, 38) de hoja de aluminio y una superficie libre de una segunda capa (16, 40) de un material polímero para producir un estratificado de envasado (44, 48) que comprende dichas primera y segunda capas, en donde dicha primera capa (38) se une, en una primera etapa, con una capa en masa (30) de papel o cartón en una cara de la primera capa que es opuesta a dicha superficie libre de la primera capa (38), exhibiendo dicha capa en masa agujeros pasantes, aberturas o rendijas (32) que están cubiertos por una membrana que comprende dicha primera capa (38) y que subsiguientemente son llevadas para que constituyan dicha segunda capa (40) cuando dichas superficies libres de dichas primera y segunda capas se unen entre si (12, 14) en una etapa subsiguiente, caracterizado porque dicha superficie libre de dicha primera capa (10, 38) se somete tanto a tratamiento con plasma (24) como a tratamiento a la llama (20) en una etapa intermedia antes de que las superficies libres sean unidas entre si, y el tratamiento con plasma
(24) se lleva a cabo localmente en regiones para dichos agujeros pasantes, aberturas o rendijas (42).
2. Método de acuerdo con la reivindicación 1, caracterizado porque dicho tratamiento con plasma se lleva a cabo intermitentemente en una banda (10) que discurre continuamente que comprende dicha primera capa (38).
3. Método de acuerdo con una cualquiera de las reivindicaciones 1 ó 2, caracterizado porque dicho tratamiento con plasma (24) se lleva a cabo antes de dicho tratamiento a la llama (20).
4. Método de acuerdo con una cualquiera de las reivindicaciones 1 ó 2, caracterizado porque dicho tratamiento a la llama (20) se lleva a cabo antes de dicho tratamiento con plasma (24).
5. Método de acuerdo con una cualquiera de las reivindicaciones 1 ó 2, caracterizado porque dicho tratamiento a la llama (20) se lleva a cabo a lo largo de esencialmente toda la superficie libre de dicha primera capa (10, 38), extendiéndose dichas primera y segunda capas a lo largo del estratificado (44, 48) que se produce.
6. Método de acuerdo con una cualquiera de las reivindicaciones 1-5, caracterizado porque dicha segunda capa
(40) es una película (16) de un material adhesivo termoplástico, que preferiblemente se extrude (18), antes de dicho tratamiento, preferiblemente se co-extrude junto con una tercera capa termoplástica (42) que ha de formar una capa más exterior en el interior del estratificado de envasado (44, 48), siendo dicha tercera capa una capa de polietileno.
7. Método de acuerdo con la reivindicación 6, caracterizado porque la capa de polietileno comprende en su mayoría polietileno de metaloceno.
8. Método de acuerdo con la reivindicación 7, caracterizado por una cuarta capa intermedia (46) de polietileno de baja densidad dispuesta entre dicha segunda capa (40) y dicha tercera capa (42), siendo dichas segunda, tercera y cuarta capas co-extrudidas (18) una con otra antes de dicho tratamiento
Patentes similares o relacionadas:
DISPOSITIVO DE MOLDEO, MÁQUINA, MÉTODO DE MOLDEO Y PROCESO PARA PRODUCIR PAQUETES, del 7 de Febrero de 2012, de TETRA LAVAL HOLDINGS & FINANCE SA: Un dispositivo (22a, 22b, 22c) de moldeo para uso en una máquina empaquetadora del tipo en el que se producen paquetes individuales a partir […]
 DISPOSITIVO VERTEDOR, del 27 de Mayo de 2010, de ELOPAK SYSTEMS AG: Método que comprende:
disponer un dispositivo vertedor que comprende un vertedor roscado exteriormente , una caperuza roscada interiormente para […]
DISPOSITIVO VERTEDOR, del 27 de Mayo de 2010, de ELOPAK SYSTEMS AG: Método que comprende:
disponer un dispositivo vertedor que comprende un vertedor roscado exteriormente , una caperuza roscada interiormente para […]
 PROCEDIMIENTO DE UNION DE UNA VALVULA A LA SALIDA DE UN CONTENEDOR PLASTICO Y MAQUINA QUE REALIZA DICHO PROCEDIMIENTO, del 16 de Agosto de 2007, de REYDE S.A.: Procedimiento de unión de una válvula a la salida de un contendedor plástico, del tipo de contenedores de plástico que son de gran tamaño y normalmente paletizados, […]
PROCEDIMIENTO DE UNION DE UNA VALVULA A LA SALIDA DE UN CONTENEDOR PLASTICO Y MAQUINA QUE REALIZA DICHO PROCEDIMIENTO, del 16 de Agosto de 2007, de REYDE S.A.: Procedimiento de unión de una válvula a la salida de un contendedor plástico, del tipo de contenedores de plástico que son de gran tamaño y normalmente paletizados, […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
Estructura laminar para envase que se puede volver a sellar, del 29 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Una estructura laminar para formar un envase, donde la estructura laminar comprende: una primera capa de película que define una […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]