MÉTODO DE SOLDADURA DE PLACAS DE CONTACTO Y DE ELEMENTOS DE CONTACTO OBTENIDOS CON ESTE MÉTODO.
Método para soldar mutuamente una placa (1) de contacto de disyuntor,
la placa teniendo al menos una capa basada en aleaciones de Ag, y de un cuerpo de cobre (2), comprendiendo el uso de un medio láser (3) para realizar dicho soldadura, dicho método comprendiendo las etapas que consisten en: - superponer y acoplar una cara de dicha placa sobre una superficie de dicho cuerpo de cobre; - iniciar el proceso de soldadura por enfoque del medio láser en un punto situado a proximidad de la junta entre dicha cara de dicha placa y dicha superficie de dicho cuerpo de cobre; caracterizado por el hecho de que éste comprende las etapas que consisten en: - mantener un ángulo de incidencia de dicho medio láser en valores otros que 0° con respecto a la perpendicular de la superficie que soldar; - desplazar el medio láser con respecto a la junta para obtener una soldadura extendida, la orientación de un componente del ángulo de incidencia de dicho medio láser siendo mantenida en la misma dirección que el movimiento relativo entre el rayo láser y la junta soldada, de modo que el baño de soldadura sea guiado a lo largo de la junta
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2002/014403.
H01H11/04ELECTRICIDAD. › H01ELEMENTOS ELECTRICOS BASICOS. › H01H INTERRUPTORES ELECTRICOS; RELES; SELECTORES; DISPOSITIVOS DE PROTECCION DE EMERGENCIA (cables de contacto H01B 7/10; interruptores automáticos de tipo electrolítico H01G 9/18; circuitos de protección, de seguridad H02H; conmutación por medios electrónicos sin cierre de contactos H03K 17/00). › H01H 11/00 Aparatos o procedimientos especialmente adaptados a la fabricación de interruptores eléctricos (procedimientos especialmente adaptados para la fabricación de conmutadores móviles rectilíneamente que tienen una pluralidad de elementos de operación asociados a diferentes juegos de contactos, p. ej. teclados, H01H 13/88). › de contactos de interruptores.
Clasificación antigua:
H01H11/04H01H 11/00 […] › de contactos de interruptores.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Método de soldadura de placas de contacto y elementos de contacto obtenidos con este método. [0001] La presente invención se refiere a un método para soldar placas de contacto, particularmente placas de contacto que poseen al menos un capa basada en una aleación de plata (tal como Ag/Mo, Ag/WC o similar) en un elemento de cobre o a base de cobre, particularmente en un contacto móvil o fijo de disyuntores y contactores de bajo voltaje. El método según la presente invención se basa en tecnologías láser para la realización de dicha soldadura. [0002] Placas de contacto de disyuntores y contactores eléctricos, particularmente de disyuntores y contactores de bajo voltaje, se fijan generalmente al contacto correspondiente por medio de procesos de soldadura con o sin adición de metal; otro proceso de fijación usados pueden ser la inducción directa o la soldadura de resistencia. [0003] Aunque estos métodos permiten obtener resultados satisfactorios, éstos tienen inconvenientes, entre los cuales se debe citar de hecho el proceso de recocido al que se somete el cobre debido a la aplicación de calor producida por el proceso de soldadura fuerte. Este calentamiento, que puede alcanzar temperaturas del orden de 700 °C durante unas decenas de segundos, produce una reducción y degradación de las características mecánicas del cobre. [0004] Para evitar estos inconvenientes, se han realizado intentos para encontrar un proceso que no produzca aplicaciones de calor nocivas para las características mecánicas de las partes que juntar. En particular, la solicitud de patente EP288585 describe un proceso de soldadura de placas de contacto basado en tecnologías láser. [0005] Según lo que se ha descrito en dicha solicitud de patente, el material que constituye la placa de contacto, que es una aleación de Ag y de un óxido metálico, se somete brevemente a una fusión en su superficie por irradiación con un láser en un ambiente de reducción, preferiblemente hidrógeno o una mezcla de nitrógeno/hidrógeno. [0006] Para reducir fenómenos reflectantes, la superficie de la placa se endurece previamente mediante cepillado o lijado, o se oscurece. El láser se desplaza después para cubrir la superficie entera de la placa o para trazar un trayecto de tipo rejilla sobre ésta. Las placas de contacto (dispuestas previamente en el componente sobre el cual se van a soldar) se alinean en una cinta transportadora que las transporta dentro de una cámara que contiene un ambiente de reducción, bajo una ventana que es transparente a la radiación de láser. [0007] Este método, que se basa en la conducción de calor sobre la parte inferior de la placa mediante la exposición a una radiación de láser de la superficie total superior, a pesar de ser posible teóricamente, no se aplica en la práctica debido a su complejidad. [0008] Es evidente, como se ha descrito anteriormente, que en la técnica actual, existe la necesidad de tener un método eficaz de soldadura de placas de contacto, particularmente para la soldadura de placas de aleación de AG en superficies de cobre o a base de cobre. [0009] El objetivo de la presente invención es proporcionar un método de soldadura de placas de contacto que no requiere aplicaciones de calor nocivas para las propiedades mecánicas de los componentes soldados. [0010] Dentro del campo de este objetivo, un objeto de la presente invención consiste en proporcionar un método de soldadura de placas de contacto basado en tecnologías láser y que no requiere tratamientos de preparación complicados. [0011] Otro objeto de la presente invención es proporcionar un método de soldadura de placas de contacto, basado en tecnologías láser, que no implique el uso de ambientes de reducción. Otro objeto de la presente invención es proporcionar un método de soldadura de placas de contacto, basado en tecnologías láser, que proporciona juntas estables entre los componentes sometidos al proceso de soldadura. [0012] Otro objeto de la presente invención es proporcionar un método de soldadura de placas de contacto, basado en tecnologías láser, que se puede usar en un ciclo de producción automatizado. [0013] Otro objeto de la presente invención es proporcionar un método de soldadura de placas de contacto, basado en tecnologías láser, que asegura la repetibilidad de masas. Otro objeto de la presente invención es proporcionar un método de soldadura de placas de contacto, basado en tecnologías láser, que se puede industrializar fácilmente, es menos costoso y económicamente competitivo. [0014] Este objetivo, estos objetos y otros que serán más evidentes de ahora en adelante, se consiguen mediante un método de soldadura mutuo de una placa que posee al menos una capa basado en aleaciones de Ag y de un cuerpo de 2 cobre o a base de cobre, donde dicho método comprende el uso de medios láser para realizar dicha soldadura, caracterizado por el hecho de que comprende las fases que consisten en: - superponer y acoplar una cara de dicha placa sobre una superficie de dicho cuerpo de cobre o a base de cobre; - iniciar un proceso de soldadura por enfoque del medio láser en un punto situado a proximidad de la junta entre dicha cara de dicha placa y dicha superficie de dicho cuerpo de cobre o a base de cobre; - mantener un ángulo de incidencia de dichos medios de láser en valores otros que 0° con respecto a la perpendicular de la superficie que soldar; - desplazamiento del medio láser con respecto a la junta, para que el baño de soldadura sea guiado a lo largo de la junta. [0015] Se ha descubierto así que mediante el uso de una soldadura que implica el uso de un medio láser, y actuando según el método de la presente invención, una soldadura se provee entre la placa y el cuerpo de cobre o a base de cobre que no presenta los inconvenientes de los métodos de soldadura fuerte de la técnica conocida, y no requiere los ajustes complicados usados en métodos de soldadura por láser de la técnica conocida. [0016] Más características y ventajas de la presente invención se harán más evidentes a partir de la siguiente descripción de una forma de realización preferida pero no exclusiva, ilustrada sólo a modo de ejemplo no limitativo en el dibujo anexo, donde la única figura es una vista esquemática de un sistema de soldadura mutuo de una placa y de un cuerpo de cobre o a base de cobre provisto según la invención. [0017] En la Figura 1 de acompañamiento, la placa con al menos una capa basada en aleaciones de Ag se designa por la referencia numérica 1, mientras que el cuerpo de cobre se designa por la referencia numérica 2. Tal y como se menciona, el método según la presente invención implica, para realizar la soldadura, el uso de un medio láser, mostrado esquemáticamente en la figura 1 y designado por la referencia numérica 3. [0018] Para proporcionar la soldadura (designada por la referencia numérica 5 en la figura), una cara de la placa se superpone y se acopla en una superficie del cuerpo de cobre o a base de cobre. El proceso de soldadura empieza por un enfoque del medio láser en un punto situado a proximidad de la junta entre la cara de la placa y la superficie del cuerpo de cobre. [0019] Para evitar o al menos minimizar fenómenos reflectantes, es importante mantener el ángulo de incidencia del medio láser, durante la fase de inicio y durante el proceso de soldadura real, en valores otros que 0° con respecto a la perpendicular de la superficie que soldar. En la práctica, esto significa que el rayo láser no debe ser perpendicular a la superficie que soldar. [0020] El proceso de soldadura real se realiza después por desplazamiento del láser con respecto a la junta de manera a guiar el baño de soldadura a lo largo de la junta. La condición del baño de soldadura "guiado" ocurre cuando un componente del ángulo de incidencia se orienta en la misma dirección que el movimiento relativo entre el rayo láser y la junta soldada. Se ha descubierto que esta condición es necesaria para permitir que el baño de soldadura se autosostenga. Si se trabaja en condiciones de baño de soldadura "estirado" (que se produce cuando un componente del ángulo de incidencia se orienta opuestamente con respecto al movimiento relativo entre el rayo láser y la junta soldada), se ha descubierto que las reflexiones del rayo láser inducidas por el aumento de plasma, generando ciclos no controlados de enfriamiento brusco y el reinicio del baño de soldadura fundido, craterización o retornos peligrosos del rayo láser en el sistema de generación. [0021] Es evidente para el experto en la técnica que la soldadura se realiza por medio de un movimiento relativo del láser con respecto a los componentes que soldar durante la operación de soldadura. Este movimiento relativo en práctica se puede proveer manteniendo inmóviles los componentes que soldar y por desplazamiento del medio de láser, por el... [Seguir leyendo]
Reivindicaciones:
1. Método para soldar mutuamente una placa (1) de contacto de disyuntor, la placa teniendo al menos una capa basada en aleaciones de Ag, y de un cuerpo de cobre (2), comprendiendo el uso de un medio láser (3) para realizar dicho soldadura, dicho método comprendiendo las etapas que consisten en: - superponer y acoplar una cara de dicha placa sobre una superficie de dicho cuerpo de cobre; - iniciar el proceso de soldadura por enfoque del medio láser en un punto situado a proximidad de la junta entre dicha cara de dicha placa y dicha superficie de dicho cuerpo de cobre; caracterizado por el hecho de que éste comprende las etapas que consisten en: - mantener un ángulo de incidencia de dicho medio láser en valores otros que 0° con respecto a la perpendicular de la superficie que soldar; - desplazar el medio láser con respecto a la junta para obtener una soldadura extendida, la orientación de un componente del ángulo de incidencia de dicho medio láser siendo mantenida en la misma dirección que el movimiento relativo entre el rayo láser y la junta soldada, de modo que el baño de soldadura sea guiado a lo largo de la junta. 2. Método para soldar mutuamente una placa y de un cuerpo de cobre según la reivindicación 1, caracterizado por el hecho de que dicha etapa de inicio se produce por enfoque del medio láser en un punto del cuerpo de cobre inmediato con respecto a la junta entre la superficie de dicho cuerpo de cobre y la cara de dicha placa. 3. Método para soldar mutuamente una placa y de un cuerpo de cobre según la reivindicación 1, caracterizado por el hecho de que el ángulo de incidencia de dicho medio láser con respecto a la perpendicular en la superficie que soldar está entre 5 y 20°. 4. Método para soldar mutuamente una placa y un cuerpo de cobre según una o más de las reivindicaciones precedentes, caracterizado por el hecho de que al menos 70% del material fundido se extiende, con respecto a la junta, en el lado que pertenece al cuerpo de cobre. 5. Método para soldar mutuamente una placa y un cuerpo de cobre según una o más de las reivindicaciones precedentes, caracterizado por el hecho de que dicho medio láser comprende un láser en estado sólido. 6. Método para soldar mutuamente una placa y un cuerpo de cobre según una o más de las reivindicaciones precedentes, caracterizado por el hecho de que dicha placa comprende al menos una capa basada en aleaciones de Ag y al menos una capa de cobre. 7. Método según la reivindicación 6, caracterizado por el hecho de que la capa de cobre de dicha placa constituye la cara de la placa que está superpuesta y acoplada en el cuerpo de cobre. 8. Elemento de contacto obtenido con un método según una o más de las reivindicaciones precedentes. 9. Elemento de contacto según la reivindicación 8, caracterizado por el hecho de que dicho cuerpo de cobre es el contacto móvil de un contactor o disyuntor de bajo voltaje. 10. Elemento de contacto según la reivindicación 8, caracterizado por el hecho de que dicho cuerpo de cobre es el contacto fijo de un contactor o disyuntor de bajo voltaje. 11. Disyuntor de bajo voltaje, caracterizado por el hecho de que comprende uno o más elementos de contacto según una de las reivindicaciones 8 e 9. 12. Contactor de bajo voltaje, caracterizado por el hecho de que éste comprende uno o más elementos de contacto según una las reivindicaciones 8 o 9. 6
Patentes similares o relacionadas:
Conjunto de contacto eléctrico, del 18 de Marzo de 2020, de LITTELFUSE, INC.: Conjunto de contacto eléctrico que comprende:
un espárrago alargado que tiene un extremo de acoplamiento y un extremo grueso […]
Clavija de contacto y contacto tubular, así como procedimiento para la fabricación, del 16 de Enero de 2019, de Plansee Powertech AG: Clavija de contacto (2, 2') para conmutadores de alta tensión y/o media tensión, presentando la clavija de contacto (2, 2'):
una punta de contacto (4, 4') de un material resistente […]
Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia, del 17 de Octubre de 2018, de Plansee Powertech AG: Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia para un contacto de conmutación, en particular para interruptores de vacío, que comprende […]
Dispositivo de disparo para disyuntor, del 26 de Abril de 2017, de LSIS Co., Ltd: Un dispositivo de disparo para un disyuntor, que comprende:
un primer terminal , conectado a un lado de fuente de alimentación;
un segundo terminal , […]
Tornillo y procedimiento de su fabricación, del 26 de Octubre de 2016, de Gawel Zaklad Produkcji Srub S.A: Un tornillo que comprende una parte roscada y una cabeza en la que está insertada una inserción de cobre o de aluminio, o aleación de cobre, o […]
Procedimiento para producir contactos móviles del tipo basculante para disyuntores eléctricos, del 1 de Junio de 2016, de Everel Group S.p.A: Procedimiento para producir un contacto móvil del tipo basculante para disyuntores o similares, que comprende una etapa de alimentar un cuerpo laminar […]
Contactor móvil de disyuntor y método de fabricación para un dedo del mismo, del 23 de Diciembre de 2015, de LS INDUSTRIAL SYSTEMS CO., LTD: Contactor móvil D de un disyuntor, que comprende:
una jaula para la rotación angular con un lado como eje;
una pluralidad de dedos […]
Dispositivo de transporte de componentes, del 14 de Octubre de 2013, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de transporte para el transporte de un componente hacia una posición de distribución delcomponente así como para la distribución del componente […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Tornillo y procedimiento de su fabricación, del 26 de Octubre de 2016, de Gawel Zaklad Produkcji Srub S.A: Un tornillo que comprende una parte roscada y una cabeza en la que está insertada una inserción de cobre o de aluminio, o aleación de cobre, o […]
Tornillo y procedimiento de su fabricación, del 26 de Octubre de 2016, de Gawel Zaklad Produkcji Srub S.A: Un tornillo que comprende una parte roscada y una cabeza en la que está insertada una inserción de cobre o de aluminio, o aleación de cobre, o […]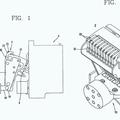 Contactor móvil de disyuntor y método de fabricación para un dedo del mismo, del 23 de Diciembre de 2015, de LS INDUSTRIAL SYSTEMS CO., LTD: Contactor móvil D de un disyuntor, que comprende:
una jaula para la rotación angular con un lado como eje;
una pluralidad de dedos […]
Contactor móvil de disyuntor y método de fabricación para un dedo del mismo, del 23 de Diciembre de 2015, de LS INDUSTRIAL SYSTEMS CO., LTD: Contactor móvil D de un disyuntor, que comprende:
una jaula para la rotación angular con un lado como eje;
una pluralidad de dedos […]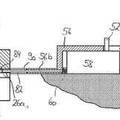 Dispositivo de transporte de componentes, del 14 de Octubre de 2013, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de transporte para el transporte de un componente hacia una posición de distribución delcomponente así como para la distribución del componente […]
Dispositivo de transporte de componentes, del 14 de Octubre de 2013, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de transporte para el transporte de un componente hacia una posición de distribución delcomponente así como para la distribución del componente […]