Método de fabricación de un producto dental, comprendiendo el método las etapas de conseguir una pieza de partida presinterizada fabricada a partir de un cuerpo en bruto de material cerámico,
llevar a cabo una operación de mecanizado sobre la pieza de partida y, a continuación, sinterizar la pieza de partida hasta su densidad final en una operación de sinterización realizada a una temperatura comprendida entre 1300 o C y 1650 o C, en la que la pieza de partida presinterizada que se proporciona tiene una resistencia de 53 a 107 MPa, y caracterizado porque, durante la operación de mecanizado, la pieza de partida es transformada adoptando una forma que comprende una estructura de puente y un cuerpo de soporte que comprende un cubo que está conectado a la estructura de puente mediante varias secciones de retención que se extienden como radios desde el cubo hasta la estructura de puente y, durante la etapa posterior de sinterización, la pieza de partida permanece sobre el cuerpo de soporte
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07011197.
A61C13/00NECESIDADES CORRIENTES DE LA VIDA. › A61CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61C TECNICA DENTAL; APARATOS O METODOS PARA HIGIENE ORAL O DENTAL (cepillos dentales no accionados mecánicamente A46B; preparaciones para la técnica dental A61K 6/00; preparaciones para la limpieza de los dientes o enjuagado de la boca A61K 8/00, A61Q 11/00). › Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00).
A61C13/083A61C […] › A61C 13/00 Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00). › Dientes de porcelana o cerámica.
A61C5/10
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
La presente solicitud se refiere un método de fabricación de un producto dental, en particular a un puente dental, en el que una pieza de partida fabricada de un cuerpo en bruto presinterizado es mecanizada primero y, a continuación, sinterizada hasta su densidad final. ANTECEDENTES DE LA INVENCIÓN Un método conocido de fabricación de prótesis dentales, por ejemplo como el que se da a conocer en el documento EP 0.943.295, comprende compactar un polvo de cerámica en un cuerpo en bruto que, a continuación, es sometido a una operación de presinterización en la que el cuerpo en bruto es transformado en una pieza de partida algo más sólida pero sin alcanzar su densidad final. Se lleva a cabo una operación de mecanizado sobre la pieza de partida para formar una prótesis dental y, a continuación, el producto formado de ese modo es sinterizado hasta su densidad final. La publicación de solicitud de patente de Estados Unidos US 2004/0119180 A1 da a conocer un método en el que una pieza de partida presinterizada es mecanizada mediante un proceso de fresado y es sinterizada de forma densa en una gama de temperaturas comprendida entre 1200 y 1650 o C. Según el documento US 2004/0119180, la pieza de partida presinterizada tiene una "resistencia en bruto" comprendida entre 31 MPa y 50 MPa. Se indica asimismo que las piezas de partida que tienen una resistencia que está fuera de la gama elegida comprendida entre 31 y 50 MPa no producen resultados útiles. Según la publicación en cuestión, las piezas de partida que tienen una resistencia por debajo de la gama indicada pueden romperse durante el fresado mientras que las resistencias superiores tienen como resultado piezas de partida duras que no pueden ser mecanizadas utilizando los procesos de mecanizado habituales. Es un objetivo de la presente invención dar a conocer un método mejorado de fabricación de prótesis dentales que se explicará a continuación. EXPOSICIÓN GENERAL ES 2 366 233 T3 La presente invención se refiere a un método de fabricación de un producto dental, según la reivindicación 1. El método comprende las etapas de conseguir un material de partida presinterizado a partir de un cuerpo en bruto de material cerámico, llevar a cabo una operación de mecanizado sobre la pieza de partida y, a continuación, sinterizar la pieza de partida hasta su densidad final. La pieza de partida es sinterizada hasta su densidad final en una operación de sinterizado realizada a una temperatura comprendida entre 1300 o C y 1650 o C. Según la invención, la pieza de partida presinterizada que se consigue tiene una resistencia de 53 a 107 MPa. En las realizaciones de la invención, la pieza de partida presinterizada tiene una resistencia comprendida en la gama de 53 a 74 MPa o, posiblemente, una resistencia comprendida en la gama de 56 a 65 MPa. Durante la operación de mecanizado, la pieza de partida es transformada en una forma que comprende una estructura de puente y un cuerpo de soporte que está conectado a la estructura de puente. El cuerpo de soporte está conectado a la estructura de puente mediante, por lo menos, una sección de retención que se prolonga desde el cuerpo de soporte hasta la estructura de puente. Durante la operación de mecanizado, la pieza de partida puede mecanizarse a una forma en la que la estructura de puente forma un arco y varias secciones de retención conectan el cuerpo de soporte a la estructura de puente. A continuación, la pieza de partida es sinterizada hasta su densidad final permaneciendo en la estructura de soporte mientras dicha, por lo menos una sección de retención, mantiene la estructura de puente conectada al cuerpo de soporte. De este modo, dicha, por lo menos, una sección de retención sirve para sujetar la estructura de puente en una posición correcta durante la sinterización. De este modo, puede mejorarse la precisión durante la fabricación. Opcionalmente, puede haber varias secciones de retención y las secciones de retención, o parte de las secciones de retención, pueden estar mecanizadas para tener forma de radios que se extienden desde un cubo común en el cuerpo de soporte hasta la estructura de puente. La pieza de partida presinterizada puede tener una densidad en la gama comprendida entre 2,9 g/cm 3 y 3,8 g/cm 3 . En realizaciones de la invención, la pieza de partida presinterizada puede tener una densidad en la gama comprendida entre 3,0 g/cm 3 y 3,5 g/cm 3 . La pieza de partida puede ser una pieza de partida que ha sido fabricada de un cuerpo en bruto de óxido de circonio, que ha sido prensada isostáticamente y a continuación presinterizada a una temperatura comprendida en la gama de 800 o C a 1100 o C. En muchos casos, el presinterizado puede llevarse a cabo a una temperatura en la gama comprendida entre 1000 o C y 1100 o C. El cuerpo en bruto puede haber sido prensado isostáticamente a una presión de 200 MPa a 300 MPa. Después del mecanizado, la pieza de partida puede ser sinterizada a una densidad final de 6,00 g/cm 3 a 6,09 g/cm 3 . 2 BREVE DESCRIPCIÓN DE LOS DIBUJOS La figura 1 muestra cómo un material cerámico es compactado formando un cuerpo en bruto. La figura 2 es una representación esquemática de cómo un cuerpo en bruto o una pieza de partida mecanizada pueden ser situados en un horno. En la figura 3 es una representación esquemática de cómo una pieza de partida presinterizada es sometida a una operación de mecanizado. La figura 4 muestra un ejemplo de una forma posible para una pieza de partida después del mecanizado. La figura 5 muestra otro ejemplo de una forma posible para una pieza de partida después del mecanizado. La figura 6 es una indicación esquemática de cómo una pieza de partida que ha sido mecanizada es situada en un horno para su sinterización final. La figura 7 muestra la densidad en función de la temperatura cuando un cuerpo en bruto es sometido a presinterización. DESCRIPCIÓN DETALLADA ES 2 366 233 T3 Haciendo referencia a la figura 1, un cuerpo en bruto de material cerámico puede ser fabricado sometiendo a presión un polvo cerámico. En la figura 1, se indica esquemáticamente cómo el polvo -12- puede situarse en un molde -10que puede estar fabricado de un material flexible, tal como caucho. El material en polvo -12- puede ser, por ejemplo, polvo de óxido de circonio en forma de gránulos de polvo. El molde -10- que se ha llenado con polvo -12- es situado en una cámara -11- que se llena con un líquido -L-. El líquido -L- es sometido a presión y el polvo -12- es sometido a una presión tan elevada que el polvo -12- se transforma en un cuerpo en bruto solidificado. La presión utilizada para transformar el polvo -12- en un cuerpo en bruto puede ser, por ejemplo, de 200 MPa pero pueden utilizarse asimismo presiones superiores, y la presión utilizada puede estar comprendida en la gama de 200 MPa a 300 MPa, pero podrían considerarse asimismo niveles de presión superiores. El cuerpo en bruto -2- que se forma durante el prensado puede ser situado en un horno -3- de sinterización, tal como se indica esquemáticamente en la figura 2. En el horno de sinterización, el cuerpo en bruto -2- es sometido a una operación de presinterización. La operación de presinterización debe entenderse como una operación en la que la sinterización es interrumpida antes de que el cuerpo en bruto -2- haya alcanzado su densidad final. El cuerpo en bruto -2- contiene habitualmente material aglutinante que puede ser orgánico y que contribuye a mantener unido el cuerpo en bruto. Cuando el cuerpo en bruto -2- es calentado en el horno -3- de sinterización, el efecto final es, habitualmente, que el material aglutinante orgánico se vaporiza y comienza a salir del cuerpo en bruto -2-. Durante este proceso, la resistencia del cuerpo en bruto -2- puede, de hecho, disminuir debido a que el material aglutinante ha contribuido a mantener unido el cuerpo en bruto -2-. Para evitar la vaporización rápida, el cuerpo en bruto -2puede calentarse relativamente despacio para dar tiempo al material aglutinante vaporizado a abandonar el cuerpo en bruto sin sacudidas súbitas que podrían dañar o deformar el cuerpo en bruto -2-. Por supuesto, el ritmo de calentamiento puede variar en función de las propiedades de cada cuerpo en bruto -2-, pero puede mencionarse un ritmo de calentamiento de 0,1 a 1 o C/minuto, como indicación de lo que puede ser una velocidad de calentamiento posible en muchos casos. En este caso, puede añadirse que la velocidad de calentamiento no necesariamente tiene que ser la misma durante todo el proceso de calentamiento. Adicionalmente, la temperatura puede mantenerse constante a niveles de temperatura diferentes durante la presinterización, por ejemplo, para tener una vaporización controlada. La temperatura utilizada durante el proceso de presinterización puede alcanzar un nivel final comprendido en la gama de 800 o C a 1100 o C, o algo mayor.... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de un producto dental, comprendiendo el método las etapas de conseguir una pieza de partida presinterizada fabricada a partir de un cuerpo en bruto de material cerámico, llevar a cabo una operación de mecanizado sobre la pieza de partida y, a continuación, sinterizar la pieza de partida hasta su densidad final en una operación de sinterización realizada a una temperatura comprendida entre 1300 o C y 1650 o C, en la que la pieza de partida presinterizada que se proporciona tiene una resistencia de 53 a 107 MPa, y caracterizado porque, durante la operación de mecanizado, la pieza de partida es transformada adoptando una forma que comprende una estructura de puente y un cuerpo de soporte que comprende un cubo que está conectado a la estructura de puente mediante varias secciones de retención que se extienden como radios desde el cubo hasta la estructura de puente y, durante la etapa posterior de sinterización, la pieza de partida permanece sobre el cuerpo de soporte. 2. Método, según la reivindicación 1, en el que la pieza de partida presinterizada tiene una resistencia comprendida en la gama de 53 a 74 MPa. 3. Método, según la reivindicación 1, en el que la pieza de partida presinterizada tiene una resistencia comprendida en la gama de 56 a 65 MPa. 4. Método, según la reivindicación 1, 2 ó 3, que comprende sinterizar la pieza de partida hasta su densidad final mientras las diversas secciones de retención mantienen la estructura de puente conectada al cuerpo de soporte. 5. Método, según cualquiera de las reivindicaciones previas, en el que la pieza de partida presinterizada tiene una densidad comprendida en la gama de 2,9 g/cm 3 a 3,80 g/cm 3 . 6. Método, según la reivindicación 5, en el que la pieza de partida presinterizada tiene una densidad comprendida en la gama de 3,0 g/cm 3 a 3,5 g/cm 3 . 7. Método, según cualquiera de las reivindicaciones previas, en el que la pieza de partida ha sido fabricada de un cuerpo en bruto de óxido de circonio que ha sido prensado isostáticamente y en el que la presinterización del cuerpo en bruto se lleva a cabo a una temperatura comprendida en la gama de 970 o C a 1150 o C. 8. Método, según la reivindicación 7, en el que la presinterización se lleva a cabo a una temperatura comprendida en la gama de 1050 o C a 1120 o C. 9. Método, según cualquiera de las reivindicaciones previas, en el que, antes de la presinterización, el cuerpo en bruto ha sido prensado isostáticamente a una presión de 200 MPa a 300 MPa. 10. Método, según cualquiera de las reivindicaciones precedentes, en el que, después del mecanizado, la pieza de partida es sinterizada hasta una densidad final de 6,00 g/cm 3 a 6,09 g/cm 3 . 6 ES 2 366 233 T3 7 ES 2 366 233 T3 8 ES 2 366 233 T3 9 ES 2 366 233 T3
Patentes similares o relacionadas:
INSTRUMENTO DE MEDICIÓN IN SITU DEL ÁNGULO DE CONVERGENCIA EN UNA PREPARACIÓN DENTARIA, del 1 de Noviembre de 2018, de UNIVERSIDAD DE LA FRONTERA: Instrumento de medición in situ del ángulo de convergencia (AC) de una preparación dentaria o muñón en el campo de la odontología, aplicado a seres humanos […]
Procedimientos para preparar coronas dentales en la consulta, del 19 de Noviembre de 2014, de DENTSPLY INTERNATIONAL, INC.: Un procedimiento para formar una corona dental, que comprende las etapas de:
(a) proporcionar una composición de cemento flexible polimerizable;
(b) aplicar la composición […]
Método de elaboración de coronas atornilladas sobre dientes naturales y coronas obtenidas por este método, del 25 de Marzo de 2014, de GARCÍA ARIANES, Santiago: Método de elaboración de coronas atornillas sobre dientes naturales y coronas obtenidas por este método.
Comprende las siguientes etapas: Se talla el diente, se procede […]
PROCEDIMIENTO DE PRODUCCION DE UNA CORONA DENTAL, del 20 de Noviembre de 2009, de MERZ DENTAL GMBH: Procedimiento de fabricación de una corona dental permanente, según el cual la pieza en bruto comprende un módulo de diente y un soporte […]
FABRICACION DE UN REVESTIMIENTO LIBRE DE CUARZO Y APLICACION., del 1 de Abril de 2007, de BEGO BREMER GOLDSCHLAGEREI WILH. HERBST GMBH & CO.: Procedimiento para la fabricación de una pieza de fundición odontológica, con las siguientes etapas: a. formar y endurecer un primer modelo positivo de una dentadura, b. modelar […]
PROCEDIMIENTO PARA LA PREPARACION DE DIENTES., del 16 de Marzo de 2007, de ZAHN SPEKTRUM ENTWICKLUNGSGESELLSCHAFT FUR DENTALPRODUKTE MBH: Procedimiento para la preparación de dientes de un surtido de dientes producidos en fábrica con los siguientes pasos: - registro de la situación existente de […]
UN METODO DE TRATAR TERMICAMENTE UN ENVASE., del 1 de Marzo de 2007, de AKTIEBOLAGET ELECTROLUX: Un método de tratamiento térmico de un envase hecho de un material laminar de envasado, basado en papel, que comprende las etapas de: poner en una retorta varios envases, […]
PROCEDIMIENTO PARA LA FABRICACION DE PROTESIS INTRINSECAS, CORONAS, PUENTES, PUENTES PARCIALES, BASTIDORES COMPLETAMENTE CERAMICOS PARA IMPLANTES O SUPETRESTRUCTURAS EN LA TECNICA DENTAL., del 1 de Julio de 2005, de WOLZ, STEFAN: Procedimiento para la fabricación de prótesis intrínsecas, coronas, puentes, puentes parciales, bastidores completamente de cerámica para implantes o superestructuras en la […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método de elaboración de coronas atornilladas sobre dientes naturales y coronas obtenidas por este método, del 25 de Marzo de 2014, de GARCÍA ARIANES, Santiago: Método de elaboración de coronas atornillas sobre dientes naturales y coronas obtenidas por este método.
Comprende las siguientes etapas: Se talla el diente, se procede […]
Método de elaboración de coronas atornilladas sobre dientes naturales y coronas obtenidas por este método, del 25 de Marzo de 2014, de GARCÍA ARIANES, Santiago: Método de elaboración de coronas atornillas sobre dientes naturales y coronas obtenidas por este método.
Comprende las siguientes etapas: Se talla el diente, se procede […]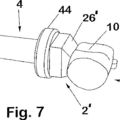 PROCEDIMIENTO DE PRODUCCION DE UNA CORONA DENTAL, del 20 de Noviembre de 2009, de MERZ DENTAL GMBH: Procedimiento de fabricación de una corona dental permanente, según el cual la pieza en bruto comprende un módulo de diente y un soporte […]
PROCEDIMIENTO DE PRODUCCION DE UNA CORONA DENTAL, del 20 de Noviembre de 2009, de MERZ DENTAL GMBH: Procedimiento de fabricación de una corona dental permanente, según el cual la pieza en bruto comprende un módulo de diente y un soporte […]