MÉTODO DE ALISAMIENTO PARA MODELADO POR DEPOSICIÓN EN CAPAS.
Un procedimiento para hacer un objeto tridimensional, que comprende las etapas de:
- proporcionar un objeto (10) construido de un material de modelado polímero o de cera usando una técnica de producción rápida de prototipos por fabricación en capas, en el que el objeto construido tiene una superficie del objeto (12, 14, 16, 18) formada del material de modelado, y en el que al menos una parte de la superficie del objeto tiene un efecto superficial debido a la técnica de producción rápida de prototipos por fabricación en capas; - exponer el objeto a vapores de un disolvente (34) que reblandece transitoriamente el material de modelado en la superficie del objeto; y caracterizado por comprender adicionalmente la etapa de: - hacer que se deslice nuevamente el material de modelado para reducir el efecto superficial
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2003/010220.
Solicitante: STRATASYS INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 14950 MARTIN DRIVE EDEN PRAIRIE, MN 55344-2020 ESTADOS UNIDOS DE AMERICA.
Inventor/es: PRIEDEMAN,JR.,William,R.c/o STRATASYS,INC, SMITH,David,Thomasc/o STRATASYS,INC.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Abril de 2003.
Clasificación Internacional de Patentes:
- B29C67/00R2D
- B29C67/00R6
- B29C71/00C
Clasificación PCT:
- B29C41/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › para fabricar objetos de longitud definida, es decir, de objetos separados.
- B29C67/00 B29C […] › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
- B29C71/00 B29C […] › Postratamiento de objetos sin variar su forma; Aparatos a este efecto (B29C 44/56, B29C 73/00 tienen prioridad; conformación de superficies B29C 59/00).
- B29C71/02 B29C […] › B29C 71/00 Postratamiento de objetos sin variar su forma; Aparatos a este efecto (B29C 44/56, B29C 73/00 tienen prioridad; conformación de superficies B29C 59/00). › Postratamiento térmico.
- G06F17/50
- G06F19/00
Clasificación antigua:
- B29C41/02 B29C 41/00 […] › para fabricar objetos de longitud definida, es decir, de objetos separados.
- B29C71/00 B29C […] › Postratamiento de objetos sin variar su forma; Aparatos a este efecto (B29C 44/56, B29C 73/00 tienen prioridad; conformación de superficies B29C 59/00).
- B29C71/02 B29C 71/00 […] › Postratamiento térmico.
- G06F17/50
- G06F19/00
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357228_T3.pdf
Fragmento de la descripción:
.
ANTECEDENTES DE LA INVENCIÓN
La presente invención se refiere al campo de la producción rápida de prototipos y en particular a procedimientos para conseguir lisura de la superficie en objetos prototipo hechos por fabricación en capas.
La producción y ensayo de objetos prototipo es una etapa comúnmente usada en el desarrollo de nuevos 5 productos, máquinas y procesos en una amplia gama de industrias. Se conocen una variedad de procedimientos de fabricación en capas para formar prototipos tridimensionales, que desarrollan económica y rápidamente objetos prototipo a partir de un modelo geométrico de computador. Generalmente, estos procedimientos rápidos de producción de prototipos seccionan o dividen una representación digital de un objeto deseado (perfil con ayuda de computador (CAD)) en capas horizontales, luego se construye el objeto capa a capa por aplicación repetida de materiales. Entre las 10 técnicas ejemplares rápidas de fabricación de prototipos figuran el modelado por depósito de capas, la sinterización selectiva con láser y los procedimientos estereolitográficos.
Un ejemplo de modelado por depósito en capas es una técnica de depósito fusionado realizado por máquinas de modelado Stratasys FDM. El modelado por depósito fusionado construye objetos tridimensionales por extrusión de un material de modelado desde una cabeza de extrusión en una configuración predeterminada, capa a capa, 15 basándose en datos de perfil que corresponden a la forma particular de cada capa del objeto. Se describen ejemplos de aparatos y procedimientos para hacer objetos tridimensionales en las patentes U.S. nº. 5.121.329, expedida a Crump y otros, U.S. nº. 5.340.433, expedida a Crump, U.S. nº. 5.738.817, expedida a Danforth y otros, U.S. nº. 5.764.521, expedida a Batchelder y otros y U.S. nº. 6.022.207, expedida a Dahlinb y otros, todas ellas cedidas a Stratasys, Inc., cesionario de la presente invención. 20
En las máquinas de modelado Stratasys FDM de la técnica actual, el material de modelado típicamente se carga en la máquina como filamente flexible arrollado en un carrete de suministro, tal como se descrito en la patente U.S. nº. 5.121.329. Como material de modelado se usa un material solidificable que se adhiere a la capa previa con una unión adecuada después de la solidificación y que se puede suministrar como filamento flexible. Unos rodillos de alimentación accionados por un motor hacen avanzar el hilo de filamento a un licuador soportado por una cabeza de 25 extrusión. Dentro del licuador se calienta el filamento a una temperatura a la que puede fluir. El material de modelado capaz de fluir es forzado a salir de una boquilla en el extremo final del licuador y a depositarse sobre una base. El caudal del material extruido desde la boquilla es función de la velocidad a la que el filamento avanza hacia la cabeza de extrusión. Un elemento de control controla el movimiento de la cabeza de extrusión en un plano horizontal x, y, controla el movimiento de la base en una dirección vertical z y controla la velocidad a la que los rodillos de alimentación hacen 30 avanzar el filamento. Controlando en sincronía estas variables de proceso, el material de modelado se deposita en “lechos” capa a capa a lo largo de senderos definidos por el modelo CAD. El material que se está extruyendo funde el material previamente depositado y se solidifica para formar un objeto tridimensional que se asemeja al modelo CAD.
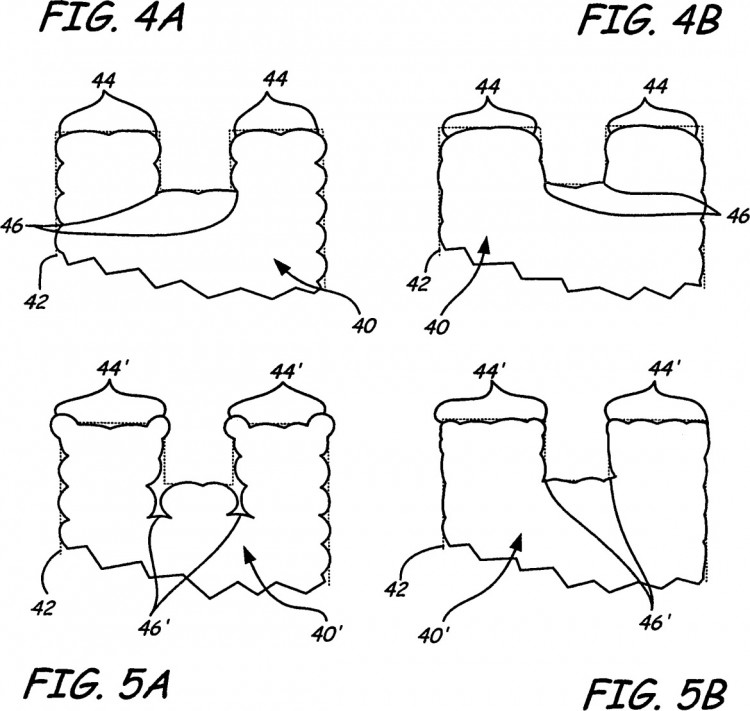
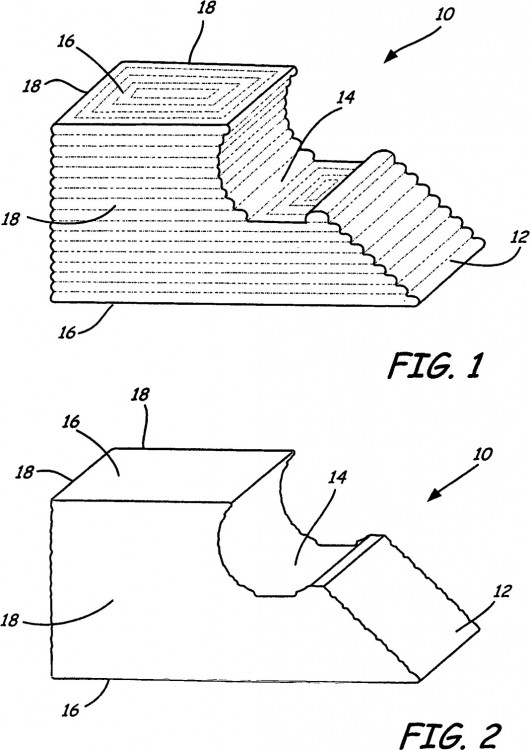
Las superficies de los objetos desarrollados por métodos de fabricación capa a capa de la técnica actual presentan texturas o son estriadas debido a su formación en capas. Generalmente, las superficies curvas y en ángulo 35 tienen aspecto de “peldaño de escalera”, causado por la disposición en capas de formas de sección transversal que tienen perfiles de borde cuadrados. El efecto de escalonamiento es más pronunciado a medida que aumenta el espesor de capa. Aunque el escalonamiento no afecta a la resistencia del objeto, estéticamente es malo.
La rugosidad superficial de los objetos hechos por técnicas de fabricación en capas deriva también de errores en el proceso de construcción. Por ejemplo, en los sistemas de la técnica actual de modelado por depósito en estado 40 fundido, los errores se pueden deber en parte a caudales de extrusión variables. Los errores se producen en particular en puntos de partida y puntos finales del sendera o de la herramienta, por ejemplo, en la posición de una “costura” (esto es, el punto de inicio y final del recorrido de la herramienta en forma de lazo). Estos errores pueden causar variabilidades indeseadas en la forma del modelo resultante.
La producción rápida del prototipo de objetos tridimensionales incluye no sólo la producción de piezas de 45 prototipo, sino que incluye también la producción de moldes. Entre los ejemplos de uso de moldes creados por técnicas de producción rápida de prototipos figuran la formación de moldes usados para hacer insertos de herramientas de moldeo por inyección tales como los descritos en la patente U.S. nº. 5.189.781 y la formación de moldes fugitivos para piezas cerámicas en verde antes de la sinterización, tales como los descritos en las patentes U.S. nº. 5.824.250 y U.S. nº. 5.976.457. 50
La técnica actual muestra objetos de triado, mecanizado o esmerilado manual hechos por producción en capas para eliminar el exceso de material. El frotamiento con paños, papel de lija o abrasivos acuosos son procedimientos corrientes para alisar o pulir los objetos. Por ejemplo, Hull y otros, patente U.S. nº. 5.059.359, Methods and Apparatus for Producing Threedimensional Objects by Stereolithography, describen sus prototipos como “perfectos para alisar por chorreo con arena obteniéndose piezas de tamaño correcto”. La necesidad de un acabado manual de modelos hechos 55 con técnicas de proceso aditivas es reconocida también en la patente U.S. nº. 6.021.358, que utiliza técnicas de sustracción de modelado para lograr modelos lisos. La patente U.S. nº. 5.143.663 describe un método para eliminar el exceso de resina de objetos prototipo producidos en capas en un desengrasador de vapor, como el del preámbulo de la reivindicación 1. Hay necesidad en sistemas de producción rápida de prototipos de un método conveniente y relativamente barato de producción en capas de objetos prototipo. 60
Una técnica previamente desarrollada usada en la producción de plásticos implica el uso de vapores o líquidos químicos para alisar por recirculación la superficie de plástico, denominada pulido con disolvente. El pulido con disolvente se desarrolló en la industria de los plásticos hace más de veinte años con el fin de lograr un revestimiento o una superficie lisa y/o de gran brillo sin necesidad de tener un cuidado extremo en la aplicación o fabricación de los objetos. Por ejemplo, la patente U.S. nº. 3.437.727 describe un procedimiento usando vapores químicos para el 5 acabado de teléfonos que fueron devueltos a la compañía telefónica como procedimiento para su reciclado.
Hay dos procedimientos estándar para artículos de pulido con disolvente. El primero es sumergir el artículo de plástico entero en un baño de disolvente líquido de plástico durante un cierto tiempo basado en el disolvente y el tipo de plástico implicados. Esto permite que el disolvente penetre en la capa exterior del plástico, lo que causa que recircule. La recirculación causa que las superficies exteriores del artículo de plástico se hagan lisas y/o brillantes. 10
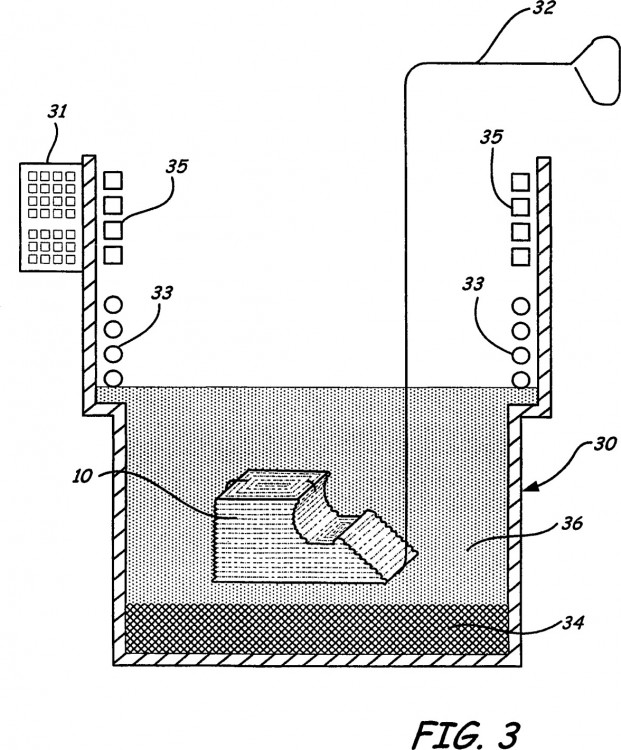
El segundo procedimiento de pulido con disolvente es la exposición del artículo de plástico al disolvente vaporizado. Para exponer el objeto de plástico se puede usar un vaporizador sostenido a mano como el descrito en la patente U.S. n1. 4.260.873. Alternativamente, el objeto se puede poner en una cámara llena de disolvente vaporizado, generado por un baño caliente que está debajo, como en la patente U.S. nº. 3.737.499. Una ventaja de la cámara de vaporización es que el disolvente está contenido y se puede reciclar, lo que minimiza la potencial contaminación 15 ambiental.
El uso de vapores de disolvente para fundir o plastificar la superficie del sustrato se ha empleado en el campo de la fabricación de tableros de circuitos con el fin de facilitar la transferencia de circuitos impresos, por ejemplo, en la patente U.S. nº. 4.976.813. Se describe otro ejemplo en la patente U.S. nº. 4.594.311, en la que el disolvente se usa para tratar las zonas no vistas del material de base de plástico... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para hacer un objeto tridimensional, que comprende las etapas de:
- proporcionar un objeto (10) construido de un material de modelado polímero o de cera usando una técnica de producción rápida de prototipos por fabricación en capas, en el que el objeto construido tiene una superficie del objeto (12, 14, 16, 18) formada del material de modelado, y en el que al menos una parte de 5 la superficie del objeto tiene un efecto superficial debido a la técnica de producción rápida de prototipos por fabricación en capas;
- exponer el objeto a vapores de un disolvente (34) que reblandece transitoriamente el material de modelado en la superficie del objeto; y caracterizado por comprender adicionalmente la etapa de:
- hacer que se deslice nuevamente el material de modelado para reducir el efecto superficial. 10
2. El procedimiento de la reivindicación 1, en el que la técnica de fabricación en capas es el modelado por depósito en estado fundido.
3. El procedimiento de la reivindicación 1, en el que el material de modelado es una resina termoplástica.
4. El procedimiento de la reivindicación 3, en el que la resina termoplástica comprende como mínimo 50% en peso de un termoplástico seleccionado entre el grupo consistente en ABS, policarbonato, polifenilsulfona, polisulfona, 15 poliestireno, polifenilén éter, poliamidas amorfas, acrílicos, poli(2-etil-2-oxazolina) y mezclas de los mismos.
5. El procedimiento de la reivindicación 1, en el que el disolvente se selecciona entre el grupo consistente en cloruro de metileno, una solución de bromuro de n-propilo, percloroetileno, tricloroetileno y un fluido hidrofluorocarburo.
6. El procedimiento de la reivindicación 1, en el que el material de modelado se selecciona entre el grupo consistente en termoplásticos, metales en verde dispersados en un aglomerante polímero, materiales cerámicos 20 dispersados en un aglutinante polímero y cera para chorreo.
7. El procedimiento de la reivindicación 6, en el que el material de modelado es nailon cargado con vidrio.
8. El procedimiento de la reivindicación 1, que además comprende la etapa de:
seleccionar el tiempo durante el cual se ha de exponer el objeto al vapor del disolvente en función de la concentración del vapor del disolvente, antes de la etapa de exposición. 25
9. El procedimiento de la reivindicación 8, que además comprende la etapa de:
reducir la concentración del vapor del disolvente de manera que se alargue el tiempo de exposición seleccionado.
10. El procedimiento de la reivindicación 1, que además comprende la etapa de:
enmascarar partes seleccionadas de la superficie del objeto con una sustancia que inhiba el alisado de las 30 partes seleccionadas, antes de la etapa de exposición del objeto al vapor del disolvente.
11. El procedimiento de la reivindicación 10, en el que la sustancia que enmascara se aplica usando un procedimiento automático.
12. El procedimiento de la reivindicación 11, en el que el procedimiento automático es un procedimiento de chorreo. 35
13. El procedimiento de la reivindicación 11, en el que el procedimiento automático es un procedimiento de modelado por depósito en estado fundido.
14. El procedimiento de la reivindicación 11, que además comprende la etapa de:
identificar las partes seleccionadas de la superficie del objeto para enmascararlas de acuerdo con su geometría. 40
15. El procedimiento de la reivindicación 14, que además comprende la etapa de:
identificar las partes seleccionadas de la superficie del objeto para enmascararlas de acuerdo con sus radios de curvatura.
16. El procedimiento de la reivindicación 11, que además comprende la etapa de:
identificar las partes seleccionadas de la superficie del objeto usando un algoritmo de software que crea una representación digital de la superficie a proteger.
17. El procedimiento de la reivindicación 16, en el que los datos digitales que identifican la superficie a proteger se almacenan en formato stl.
18. El procedimiento de la reivindicación 1 que además comprende la etapa de: 5
crear una máscara digital de las partes seleccionadas de la superficie del objeto cuyo alisado no se desea, usando una interfaz táctil de entrada.
19. El procedimiento de la reivindicación 1, en el que la etapa de construcción comprende distorsionar ciertos detalles característicos (44, 46) del objeto de manera que los mencionados detalles adquieran la geometría deseada (42) después de la etapa de exposición. 10
20. El procedimiento de la reivindicación 19 que además comprende las etapas de:
proporcionar una representación del objeto inicial en formato digital, teniendo la representación del objeto inicial una geometría de la superficie, y
modificar la representación del objeto inicial para predistorsionar ciertos detalles característicos (44, 46) de la geometría de la superficie, produciendo una representación del objeto modificada; 15
en el que el objeto construido en la etapa de construcción tiene una geometría definida de acuerdo con la representación del objeto modificada, y
en el que la geometría deseada lograda después de la etapa de exposición casa aproximadamente con la representación del objeto inicial.
21. El procedimiento de la reivindicación 21, en el que el efecto superficial se selecciona entre el grupo constituido 20 entre un efecto de formación de escalones, un efecto de estriación y una combinación de ambos.
22. El procedimiento de la reivindicación 21, en el que el material de modelado es una resina termoplástica.
23. El procedimiento de la reivindicación 22, en el que la resina termoplástica comprende como mínimo aproximadamente 50% en peso de un termoplástico amorfo seleccionado entre el grupo constituido por ABS, policarbomnato, polfenilsulfona, polisulfona, poliestireno, poli(fenilen éter), poliamida amorfa, metacrilato de metilo, 25 poli(2-etil-2-oxazolina) y mezclas de los mismos.
24. El procedimiento de la reivindicación 23, en el que el disolvente se selecciona entre el grupo constituido por cloruro de metileno, una solución de bromuro de n-propilo, percloroetileno, tricloroetileno y un fluido de hidrofluorocarburo.
25. El procedimiento de la reivindicación 21, en el que el material de modelado se selecciona entre el grupo 30 constituido por termoplásticos, metales en verde dispersados en un aglutinante polímero, cerámicas en verde dispersadas en un aglutinante polímero y cera para chorreo.
26. El procedimiento de la reivindicación 25, en el que el material de modelado es nailon cargado con vidrio.
27. El procedimiento de la reivindicación 21, que además comprende la etapa de:
enmascarar partes de la superficie del objeto con una sustancia que inhiba el alisado de las partes 35 seleccionadas, antes de la etapa de nuevo deslizamiento de la superficie.
28. El procedimiento de la reivindicación 27, en el que la sustancia que enmascara se aplica usando un procedimiento automático.
29. El procedimiento de la reivindicación 28, en el que el procedimiento automático es un procedimiento de chorreo. 40
30. El procedimiento de la reivindicación 28, en el que el procedimiento automático es un procedimiento de modelado por depósito en estado fundido.
31. El procedimiento de la reivindicación 28 que además comprende la etapa de:
identificar las partes seleccionadas de la superficie del objeto para enmascararlas de acuerdo con su geometría. 45
32. El procedimiento de la reivindicación 31, que además comprende la etapa de:
identificar las partes seleccionadas de la superficie del objeto para enmascararlas de acuerdo con sus radios de curvatura.
33. El procedimiento de la reivindicación 28, que además comprende la etapa de:
identificar las partes seleccionadas de la superficie del objeto usando un algoritmo de software que crea una representación digital de la superficie a proteger. 5
34. El procedimiento de la reivindicación 33, en el que los datos digitales que identifican la superficie a proteger se almacenan en formato stl.
35. El procedimiento de la reivindicación 28 que comprende además la etapa de:
identificar las partes seleccionadas de la superficie del objeto para enmascarar usando una interfaz táctil de entrada. 10
36. El procedimiento de la reivindicación 1 que además comprende las etapas de:
proporcionar una representación del objeto inicial en formato digital, teniendo la representación del objeto inicial una geometría de la superficie, y
modificar la representación del objeto inicial para predistorsionar ciertos detalles característicos (44, 46) de la geometría de la superficie, produciendo una representación del objeto modificada, y 15
construir el objeto según lo define la representación del objeto modificada, con el material de modelado usando la técnica de producción rápida de prototipos por fabricación en capas;
en el que el nuevo deslizamiento del material de modelado ablandado para reducir el efecto superficial produce un objeto acabado, objeto acabado que tiene una geometría de la superficie que casa aproximadamente con la representación del objeto inicial. 20
37. El procedimiento de la reivindicación 36 que además comprende la etapa de:
identificar detalles característicos de la geometría de la superficie para la predistorsión de acuerdo con sus radios de curvatura.
Patentes similares o relacionadas:
IMPRESIÓN TRIDIMENSIONAL ESTRUCTURADA, del 8 de Agosto de 2011, de HUNTSMAN ADVANCED MATERIALS (SWITZERLAND) GMBH: Un artículo tridimensional estructurado en capas en sección transversal secuenciales de acuerdo con un modelo del artículo, obtenido mediante un procedimiento que comprende […]
 PROCESO PARA LA FORMACIÓN DE UN CUERPO TRIDIMENSIONAL, del 16 de Marzo de 2011, de VOXELJET TECHNOLOGY GMBH: Proceso para formar un cuerpo de capas de una pluralidad de capas de material en partículas , que están superpuestas sobre un campo de realización, que están solidificadas […]
PROCESO PARA LA FORMACIÓN DE UN CUERPO TRIDIMENSIONAL, del 16 de Marzo de 2011, de VOXELJET TECHNOLOGY GMBH: Proceso para formar un cuerpo de capas de una pluralidad de capas de material en partículas , que están superpuestas sobre un campo de realización, que están solidificadas […]
ELIMINACIÓN DE COMPUESTOS VOLÁTILES DE GRÁNULOS DE POLÍMEROS, del 10 de Noviembre de 2011, de BOREALIS TECHNOLOGY OY: Procedimiento para el tratamiento de un material plástico que comprende a) proporcionar un líquido; b) poner en contacto el material plástico con el líquido; c) mantener […]
PROCEDIMIENTO PARA INCREMENTAR LA SOLIDEZ DE UN ELEMENTO CONSTRUCTIVO POROSO DE PLÁSTICO, del 20 de Julio de 2011, de VOXELJET TECHNOLOGY GMBH: Procedimiento para incrementar la solidez de un pieza constructiva porosa de plástico, formándose una pieza constructiva porosa de plástico, utilizando […]
MÉTODO PARA LA OBTENCIÓN DE UN MODELO FÍSICO DE UN OBJETO TRIDIMENSIONAL A PARTIR DE SUPERFICIES DESARROLLABLES Y MODELO FÍSICO ASÍ OBTENIDO, del 2 de Abril de 2020, de UNIVERSIDAD NACIONAL DE COLOMBIA: La presente invención se relaciona con un método para obtener un modelo físico de un objeto tridimensional a partir de un modelo digital de […]
Reconstrucción ósea e implantes ortopédicos, del 12 de Junio de 2019, de Mahfouz, Mohamed Rashwan: Procedimiento de diseño de un implante ortopédico específico para el paciente, en el que el procedimiento comprende: comparar un modelo […]
 Diseño de sobrante sin secciones, del 31 de Mayo de 2019, de Hexagon Manufacturing Intelligence Canada Limited: Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir […]
Diseño de sobrante sin secciones, del 31 de Mayo de 2019, de Hexagon Manufacturing Intelligence Canada Limited: Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir […]
MÉTODO IMPLEMENTADO POR ORDENADOR PARA GENERAR UN MODELO NUMÉRICO DE REPRESENTACIÓN DE UN NÚCLEO MAGNÉTICO PARA UN ELEMENTO DE INDUCCIÓN MAGNÉTICA, del 23 de Mayo de 2019, de SP CONTROL TECHNOLOGIES, S.L: La presente invención es una invención implementada en ordenador que comprende un método para generar un modelo numérico de representación de un […]