MÁQUINA Y PROCEDIMIENTO PARA APILAR ARTÍCULOS TERMOCONFORMADOS.
Máquina para apilar artículos (5) termoconformados, que incluye:
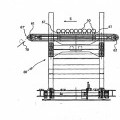
- al menos una estación (30) de formación de pilas en la que se forman pilas (50) compuestas por un número predeterminado de dichos artículos (5); - al menos una placa (20) de transferencia móvil para llevar dichos artículos (5) de al menos una placa (10) de recogida a dicha estación (30) de formación de pilas; - medios (23) de empuje para transferir los artículos (5) de dicha placa (20) de transferencia a dicha estación (30) de formación de pilas; - al menos un dispositivo (60) transportador para transferir dichas pilas (50) a una etapa posterior del procedimiento de producción, y en la que dicha estación de formación de pilas incluye una pluralidad de asientos (37) paralelos fijos con ejes que se encuentran en un único plano, caracterizada porque dicha placa (10) de recogida puede moverse para recoger los artículos (5) termoconformados expulsados desde un molde (1) móvil; y porque incluye medios (53) para transferir dichas pilas (50) de dicha estación (30) de formación de pilas a dicho dispositivo (60) transportador
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09002840.
Solicitante: AMUT S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA CAMERI, 16 28100 NOVARA ITALIA.
Inventor/es: Pesavento,Mauro, Milani,Angelo.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Febrero de 2009.
Clasificación Internacional de Patentes:
- B65G57/16B
Clasificación PCT:
- B29C51/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Desmoldeo o eyección de objetos formados.
- B65G57/16 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 57/00 Apilado de objetos (B65G 60/00 tiene prioridad; alimentación, apilado de hojas B65H). › Apilado de objetos de forma especial.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357095_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a una máquina y un procedimiento para apilar artículos termoconformados, y en particular a una máquina para formar pilas, compuestas por un número predeterminado de artículos, que posteriormente se transfieren a estaciones de procesamiento adicionales, tales como estaciones de formación del borde y/o ensamblaje. 5
Una máquina según la presente invención puede usarse, por ejemplo, en plantas de termoconformado para la producción de artículos huecos, tales como vasos, tazones u otros productos desechables similares.
Estos artículos se producen a partir de uno o más materiales termoconformables, tales como poliestireno, polipropileno, polietileno o similares, que se extruyen en forma de una lámina continua. Los 10 artículos formados y separados del resto de la lámina se recogen en pilas y se transfieren a etapas de procesamiento posteriores, tales como formación del borde para vasos o ensamblaje en el caso de otros artículos.
Las máquinas para formar y transferir pilas en los sistemas de termoconformado deben garantizar por encima de todo la continuidad de los ciclos de producción. En otras palabras, debe ser 15 posible transferir las pilas sin tener que interrumpir necesariamente los ciclos de producción de los artículos.
Un ejemplo de una máquina de apilamiento de la técnica anterior se describe en la solicitud de patente n.º EP-A-1570972. En esta máquina, los artículos expulsados en cada ciclo de un molde móvil de tipo con inclinación se recogen simultáneamente en una placa de recogida móvil. 20
Entonces, se transfieren inmediatamente los artículos recibidos por la placa de recogida móvil en cada ciclo a una placa intermedia que recoge y forma las pilas completas, que a su vez se transfieren a una cesta de descarga móvil. Entonces se mueve la cesta a la posición para descargar las pilas sobre un transportador, es decir la posición en la que se transfieren las pilas cada vez sobre el transportador para transportarse a estaciones de procesamiento posteriores. 25
Este tipo de solución es particularmente problemático con respecto al resto de la planta y requiere un gran número de elementos móviles, en particular la cesta que tiene una masa muy grande.
Los momentos de inercia de las masas móviles pueden formar un límite para la productividad de la máquina, causar tensiones mecánicas considerables y pueden por consiguiente dar lugar a paradas frecuentes de la máquina para operaciones de mantenimiento o reparación en la máquina. 30
El documento DE 103 56 001 A1 describe una máquina de apilamiento según el preámbulo de la reivindicación 1, en la que se forman subpilas.
El objeto de la presente invención es proporcionar una máquina para apilar artículos termoconformados con un número limitado de partes móviles con respecto a la técnica anterior.
Otro objeto de la presente invención es proporcionar una máquina del tipo mencionado 35 anteriormente que permita reducir las masas de los elementos móviles.
Aún otro objeto de la presente invención es eliminar las cestas de recogida y almacenamiento intermedias problemáticas y complejas en las que se forma un número de pilas equivalente al número de cavidades del molde.
Un objeto adicional de la presente invención es proporcionar una máquina del tipo mencionado 40 anteriormente que sea de construcción sencilla, compacta y fiable en cuanto a su funcionamiento.
Estos objetos se logran por la presente invención, que se refiere a una máquina para apilar artículos termoconformados, que incluye: al menos una placa móvil para recoger los artículos termoconformados expulsados de un molde móvil; al menos una estación de formación de pilas en la que se forman pilas compuestas por un número predeterminado de artículos; al menos una placa de 45 transferencia móvil para llevar los artículos de la placa de recogida a la estación de formación de pilas; medios de empuje para transferir los artículos de la placa de transferencia a la estación de formación de pilas; al menos un dispositivo transportador para transferir las pilas a una etapa posterior del procedimiento de producción; y medios para transferir las pilas de la estación de formación de pilas al dispositivo transportador. La estación de formación de pilas de la máquina según la invención incluye una 50 pluralidad de asientos paralelos fijos con ejes que se encuentran en un único plano.
Por tanto, esta solución permite formar pilas en una estructura fija con dimensiones limitadas. El movimiento de los artículos se produce mediante dos placas móviles, es decir la placa de recogida y la placa de transferencia, que tienen una masa muy limitada.
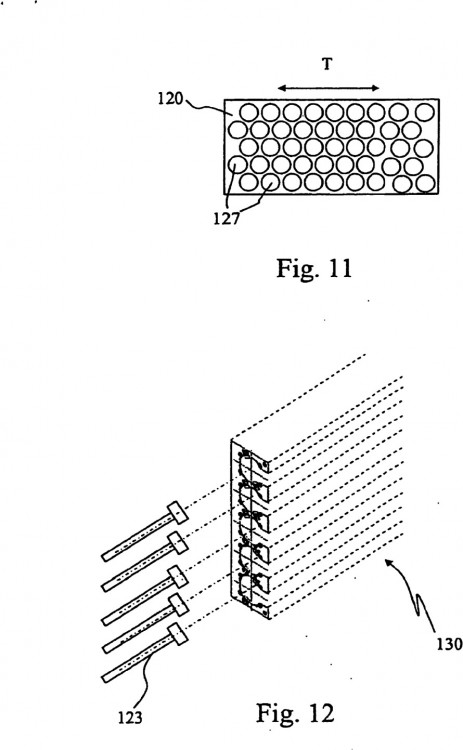
Además, la ausencia de cestas móviles permite una reducción de las dimensiones globales de la 55 máquina en conjunto. De hecho, considerando por ejemplo un molde con 45 cavidades, dispuestas según
una matriz de 5 filas y 9 columnas, las soluciones de la técnica anterior proponen generalmente una cesta móvil que puede mover 45 pilas de 100 piezas cada una. Por el contrario, según la presente invención, las pilas se formarán en una estación fija y en un número mucho menor, es decir el mismo número de pilas que el número de filas (o columnas) de la matriz de cavidades de un molde.
En la práctica, no hay una auténtica acumulación de pilas completadas sino sólo una 5 transferencia, siempre de la misma cantidad de artículos apilados (subpilas) de la placa de recogida a la placa de transferencia, y de ésta a la estación en la que se forman eficazmente las pilas completadas sin la interposición de un depósito de almacenamiento intermedio de pilas completadas.
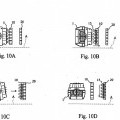
La placa de recogida y la placa de transferencia incluyen preferiblemente una pluralidad de asientos de soporte para los artículos. Los asientos tienen el mismo número y la misma configuración que 10 las cavidades del molde móvil.
En cada uno de los asientos, la placa de recogida está dotada de medios de retención para recibir y sujetar en posición una subpila formada por dos o más artículos apilados. El número de artículos puede ser, por ejemplo, igual a un submúltiplo del número predeterminado de artículos que forman cada una de las pilas. 15
La placa de transferencia, en cada uno de sus asientos, también incluye medios de agarre para coger y transferir una subpila formada por dos o más de los artículos presentes en la placa de recogida en condición apilada.
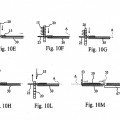
Los medios de retención y de agarre de las placas respectivas incluyen preferiblemente brazos que sobresalen de cada una de las placas, enfrentados entre sí, y dispuestos a intervalos regulares a lo 20 largo del perímetro de los asientos.
Los brazos que sobresalen de la placa de recogida están ventajosamente en posiciones escalonadas con respecto a los brazos que sobresalen de la placa de transferencia, de modo que, cuando esta última se mueve a la posición de recogida, los artículos presentes en la placa de recogida pueden cogerse fácilmente entre los brazos de la placa de transferencia. 25
La placa de recogida se mueve a lo largo de una primera dirección paralela a los ejes de los asientos en la estación de formación de pilas, con el fin de transferir las subpilas de artículos a la placa de transferencia.
En una posible realización, la placa de transferencia se mueve a lo largo de una primera dirección perpendicular a los ejes de los asientos de la estación de formación de pilas. Una vez que ha 30 alcanzado la estación de formación de pilas, la placa de transferencia se mueve en etapas en esta dirección con el fin de descargar sucesivamente los artículos dispuestos a lo largo de cada “fila” de la placa, por ejemplo mediante una serie de elementos de empuje que se mueven en la dirección paralela a los ejes de los asientos de la estación de formación de pilas.
En otra realización, la placa de transferencia también puede moverse en etapas a lo largo de una 35 segunda dirección paralela al plano en el que se encuentran los ejes de los asientos de la estación de formación de pilas. Esto permite la descarga de los artículos también en el caso en el que el molde de formación está compuesto por cavidades “escalonadas” de una fila a la siguiente. En este caso, las placas de recogida y de transferencia siempre tendrán una configuración y un número de asientos que corresponden con las cavidades... [Seguir leyendo]
Reivindicaciones:
1. Máquina para apilar artículos (5) termoconformados, que incluye:
- al menos una estación (30) de formación de pilas en la que se forman pilas (50) compuestas por un número predeterminado de dichos artículos (5);
- al menos una placa (20) de transferencia móvil para llevar dichos artículos (5) de al menos una placa (10) de recogida a dicha estación (30) de formación de pilas; 5
- medios (23) de empuje para transferir los artículos (5) de dicha placa (20) de transferencia a dicha estación (30) de formación de pilas;
- al menos un dispositivo (60) transportador para transferir dichas pilas (50) a una etapa posterior del procedimiento de producción, y
en la que dicha estación de formación de pilas incluye una pluralidad de asientos (37) paralelos 10 fijos con ejes que se encuentran en un único plano, caracterizada porque dicha placa (10) de recogida puede moverse para recoger los artículos (5) termoconformados expulsados desde un molde (1) móvil; y porque incluye medios (53) para transferir dichas pilas (50) de dicha estación (30) de formación de pilas a dicho dispositivo (60) transportador.
2. Máquina según la reivindicación 1, en la que dicha placa (10) de recogida y dicha placa (20) de 15 transferencia incluyen una pluralidad de asientos (17, 27) de soporte para dichos artículos (5), y en la que dichos asientos (17, 27) tienen el mismo número y la misma configuración que las cavidades en dicho molde (1).
3. Máquina según la reivindicación 1 ó 2, en la que cada uno de los asientos (17) de dicha placa (10) de recogida incluye medios de retención para recibir y sujetar en posición una subpila (15) 20 formada por dos o más de dichos artículos (5) apilados en un número igual a un submúltiplo del número predeterminado de artículos (5) que forman cada una de dichas pilas (50).
4. Máquina según la reivindicación 1 ó 2, en la que cada uno de los asientos (27) de dicha placa (20) de transferencia incluye medios de agarre para coger y transferir una subpila (15) formada por dos o más de dichos artículos (5) apilados en un número igual a un submúltiplo del número 25 predeterminado de artículos que forman cada una de dichas pilas (50).
5. Máquina según la reivindicación 3 ó 4, en la que dichos medios de retención y dichos medios de agarre incluyen brazos (18, 28) que sobresalen de cada una de dichas placas y dispuestos a intervalos regulares a lo largo del perímetro de dichos asientos.
6. Máquina según la reivindicación 5, en la que los brazos (18) que sobresalen de dicha placa (10) 30 de recogida están ubicados en posiciones escalonadas con respecto a los brazos que sobresalen de dicha placa (10) de transferencia.
7. Máquina según la reivindicación 1, en la que dicha placa (10) de recogida se mueve a lo largo de una dirección paralela a los ejes de los asientos (37) de dicha estación (30) de formación de pilas. 35
8. Máquina según la reivindicación 1, en la que dicha placa (20) de transferencia se mueve a lo largo de una primera dirección perpendicular a los ejes de los asientos (37) de dicha estación (30) de formación de pilas.
9. Máquina según la reivindicación 1, en la que dicha placa (20) de transferencia puede moverse a lo largo de una segunda dirección paralela al plano en el que se encuentran los ejes de los 40 asientos (37) de dicha estación (30) de formación de pilas.
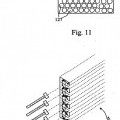
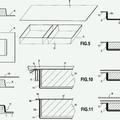
10. Máquina según la reivindicación 1, en la que dicho dispositivo (60) transportador incluye una pluralidad de alojamientos (67) para depositar las pilas (50), estando dispuestos dichos alojamientos (67) sobre un sistema transportador y correspondiendo en número a los asientos (37) paralelos de dicha estación (30) de formación de pilas. 45
11. Máquina según la reivindicación 1, en la que el plano en el que se encuentran los ejes de los asientos (37) de dicha estación (30) de formación de pilas está inclinado con respecto al plano en el que descansa la máquina.
12. Máquina según la reivindicación 1, en el que el plano en el que se encuentran los ejes de los asientos (37) de dicha estación (30) de formación de pilas es perpendicular al plano en el que 50 descansa la máquina.
13. Procedimiento para formar pilas (50) de artículos (5) termoconformados que tienen un número predeterminado de artículos, incluyendo el procedimiento las etapas de:
a) expulsar los artículos (5) termoconformados de un molde (1) móvil y depositarlos en una placa (10) de recogida móvil para formar subpilas (15) durante dos o más ciclos de formación;
b) transferir dichas subpilas (15) de dicha placa (10) de recogida a una placa (20) de transferencia móvil; 5
c) transferir dichas subpilas (15) de dicha placa (20) de transferencia a una estación (30) de formación de pilas, en la que se forman pilas (50) compuestas por un número predeterminado de dichos artículos;
d) transferir dichas pilas (50) completadas de dicha estación (30) de formación de pilas a una etapa posterior del procedimiento de producción por medio de al menos un dispositivo 10 (60) transportador,
en el que dichas pilas (50) compuestas por un número predeterminado de dichos artículos (5) se forman en dicha estación (30) de formación de pilas que incluye una pluralidad de asientos (37) paralelos fijos con ejes que se encuentran en un único plano.
14. Procedimiento según la reivindicación 13, en el que dicha placa (10) de recogida y dicha placa 15 (20) de transferencia incluyen una pluralidad de asientos (17, 27) de soporte para dichos artículos, y en el que dichos asientos (17, 27) tienen el mismo número y la misma configuración que las cavidades en dicho molde (1) móvil.
15. Procedimiento según la reivindicación 13 ó 14, en el que dicha etapa a) incluye, en cada uno de dichos asientos (17) de la placa (10) de recogida, la recepción y recogida de una subpila (15) 20 formada por dos o más de dichos artículos (5) apilados en un número igual a un submúltiplo del número predeterminado de artículos que forman cada una de dichas pilas (50).
16. Procedimiento según la reivindicación 13 ó 14, en el que dicha etapa b) incluye, en cada uno de dichos asientos (27) de la placa (20) de transferencia, la recepción y recogida de una subpila (15) formada por dos o más de dichos artículos apilados en un número igual a un submúltiplo del 25 número predeterminado de artículos que forman cada una de dichas pilas (50).
17. Procedimiento según la reivindicación 13, en el que dicha etapa b) se realiza cruzando los brazos (18, 28) que sobresalen de dicha placa de recogida con los brazos que sobresalen de dicha placa (20) de transferencia.
18. Procedimiento según la reivindicación 13, en el que dicha etapa b) se realiza moviendo dicha 30 placa (10) de recogida a lo largo de una dirección paralela a los ejes de los asientos de dicha estación (30) de formación de pilas.
19. Procedimiento según la reivindicación 13, en el que dicha etapa c) se realiza moviendo dicha placa (20) de transferencia en etapas a lo largo de una primera dirección perpendicular a los ejes de los asientos de dicha estación (30) de formación de pilas. 35
20. Procedimiento según la reivindicación 13, en el que dicha etapa c) se realiza moviendo dicha placa (20) de transferencia en etapas a lo largo de una segunda dirección paralela a los ejes de los asientos de dicha estación (30) de formación de pilas.
21. Procedimiento según la reivindicación 13, en el que dicha etapa d) se realiza por medio de un dispositivo (60) transportador que incluye una pluralidad de alojamientos (67) para depositar las 40 pilas (50), estando dispuestos dichos alojamientos en un elemento transportador y correspondiendo en número a los asientos (37) paralelos de dicha estación (30) de formación de pilas.
22. Procedimiento según la reivindicación 21, en el que dicho elemento transportador se mueve en un primer sentido para transferir dichas pilas (50) completadas de dicha estación (30) de 45 formación de pilas a una etapa posterior del procedimiento de producción, y en el sentido opuesto para devolver dichos alojamientos (67) a la posición en la que llegan las pilas de dicha estación de recepción.
23. Planta de termoconformado que incluye una máquina para apilar los artículos termoconformados según una cualquiera de las reivindicaciones 1 a 12.
Patentes similares o relacionadas:
Método para producir un elemento de cápsula, y elemento de cápsula, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer […]
Recipiente con etiqueta, del 6 de Septiembre de 2017, de SARONG SOCIETA'PER AZIONI: Recipiente en el que se aplica una etiqueta, estando conformado dicho recipiente mediante termoconformación a partir de una lámina de material termoconformable, comprendiendo […]
Aparato y método para producir cápsulas con filtro, del 28 de Diciembre de 2016, de SARONG SOCIETA'PER AZIONI: Aparato para producir una cápsula provista de una carcasa que contiene un elemento de filtrado adecuado para recibir un producto para preparar una […]
Máquina y método para producir artículos termoconformados, que presenta un sistema de apilamiento mejorado, del 23 de Noviembre de 2016, de Güven Teknik Makina ve Kalip San. Dis Tic. Ltd. Sti: Una máquina para producir artículos termoconformados que comprende un sistema de apilamiento que tiene una sección de conformación con moldes , una unidad de apilamiento […]
Procedimiento para determinar la presencia de características prefijadas de un producto de recipiente y dispositivo para llevar a cabo el procedimiento, del 21 de Septiembre de 2016, de Kocher-Plastik Maschinenbau GmbH: Procedimiento para determinar la presencia de características prefijadas de un producto de recipiente producido mediante un procedimiento […]
Dispositivo de termoconformado, del 20 de Abril de 2016, de ROBERT BOSCH GMBH: Dispositivo de termoconformado , en particular para tarrinas que pueden llenarse con un alimento, con una herramienta de moldeo que se compone de […]
 Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera, del 23 de Marzo de 2016, de Yves Moillo: Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , […]
Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera, del 23 de Marzo de 2016, de Yves Moillo: Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , […]
 Dispositivo de fabricación de recipientes mediante termoformado, del 8 de Marzo de 2016, de ERCA: Dispositivo de fabricación de recipientes mediante termoformado, que comprende una estación de termoformado que comprende una multitud de […]
Dispositivo de fabricación de recipientes mediante termoformado, del 8 de Marzo de 2016, de ERCA: Dispositivo de fabricación de recipientes mediante termoformado, que comprende una estación de termoformado que comprende una multitud de […]