MAQUINA PARA EL PROCESADO DE FRAGMENTOS DE NEUMATICO Y METODOS E INSTALACION CORRESPONDIENTES.
Máquina para el procesado de fragmentos de neumático y métodos e instalación correspondientes.
Máquina para el procesado de fragmentos de neumático que comprende una entrada (1), una salida (17), una primera superficie (7) con unos primeros dientes (9), una segunda superficie (11) con unos segundos dientes (13), encarada a la primera superficie (7), y una cámara de procesado (3), dispuesta entre ambas superficies (7, 11). La máquina realiza un movimiento relativo cíclico entre ambas superficies (7, 11) de manera que los primeros dientes (9) y los segundos dientes (13) pasan cíclicamente por un punto de máxima proximidad. En el punto de máxima proximidad, la distancia (h) entre los primeros dientes (9) y los segundos dientes (13) está comprendida entre 2 mm y20 mm. La máquina realiza una óptima separación de los elementos filiformes metálicos presentes en la masa de caucho y tiene un desgaste menor que las máquinas convencionales
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901412.
Solicitante: GESTION MEDIOAMBIENTAL DE NEUMATICOS S.L.
PALLMANN MASCHINNENFABRIK GMBH & CO KG.
Nacionalidad solicitante: España.
Provincia: LLEIDA.
Inventor/es: PALLMANN,HARTMUT, GELPI SALAT,ANDREU.
Fecha de Solicitud: 15 de Junio de 2009.
Fecha de Publicación: .
Fecha de Concesión: 20 de Diciembre de 2010.
Clasificación Internacional de Patentes:
- B02C18/14A
- B02C18/14H
- B02C18/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B02 TRITURACION, REDUCCION A POLVO O DESINTEGRACION; TRATAMIENTO PREPARATORIO DE LOS GRANOS PARA LA MOLIENDA. › B02C TRITURACION, REDUCCION A POLVO O DISGREGACION EN GENERAL; MOLIENDA DE GRANOS (obtención de polvo metálico por trituración, trabajo con muela o molido B22F 9/04). › B02C 18/00 Disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos (corte B26D ); Tajadoras o aparatos similares que utilizan tornillos o análogos (máquinas de uso doméstico no previstas en otro lugar A47J 43/04; máquinas de usos múltiples para preparar alimentos A47J 44/00). › Cuchillos; Su montaje.
Clasificación PCT:
Fragmento de la descripción:
Máquina para el procesado de fragmentos de neumático y métodos e instalación correspondientes.
Campo de la invención
La invención se refiere a una máquina para el procesado de fragmentos de neumático, donde los fragmentos comprenden una masa de caucho, textiles y unos elementos filiformes metálicos contenidos en la masa de caucho, donde la máquina comprende:
[a] una entrada de los fragmentos de neumático,
[b] una salida de los fragmentos de neumáticos procesados,
[c] una primera superficie con unos primeros dientes,
[d] una segunda superficie con unos segundos dientes, encarada a la primera superficie, y
[e] una cámara de procesado, dispuesta entre la primera superficie y la segunda superficie,
donde la máquina es apta para realizar un movimiento relativo cíclico entre la primera superficie y la segunda superficie de manera que los primeros dientes y los segundos dientes pasan cíclicamente por un punto de máxima proximidad.
La invención se refiere también a un método de procesado de fragmentos neumáticos, donde los fragmentos comprenden una masa de caucho, textiles y unos elementos filiformes metálicos contenidos en la masa de caucho.
La invención se refiere asimismo a un método de troceado de neumáticos para la obtención de un granulado de tamaño menor de 20 mm.
La invención se refiere también a una instalación para el procesado de neumáticos.
Estado de la técnica
Anualmente se desechan una gran cantidad de neumáticos. Existen diversos procesos que tienen por objeto reciclar estos neumáticos desechados. Una de las problemáticas que presenta el reciclaje de los neumáticos es que los neumáticos suelen tener en su interior una pluralidad de elementos filiformes metálicos (hilos, varillas, hilos multifilares trenzados, mallas, etc.) También suelen tener en su interior materiales textiles diversos. Por ello, una etapa habitual en los procedimientos de reciclaje de neumáticos consiste en la separación de los elementos filiformes metálicos de la masa de caucho del neumático. Para realizar esta separación es conocida una técnica que consiste en cortar el neumático en fragmentos pequeños, lo que permite separar, por lo menos parcialmente, los elementos filiformes metálicos de la masa de caucho. Un ejemplo de una máquina que realiza esta técnica se puede encontrar en el documento WO2006/062547, publicado el 15 de junio de 2006.
Normalmente este tipo de máquinas no pueden ser alimentadas directamente con neumáticos enteros. Por ello suele haber una etapa previa en el que hay otra máquina que realiza una primera operación de troceado de neumáticos enteros en unos fragmentos más o menos rectangulares. Estos fragmentos tienen habitualmente unas dimensiones aproximadas comprendidas entre 50 mm x 50 mm y 200 mm x 200 mm.
Sin embargo este tipo de máquinas presentan una pluralidad de problemas: hay un fuerte desgaste de las herramientas de corte, lo que requiere frecuentes paradas para su reemplazo, es difícil conseguir una eliminación total (o muy elevada) de los elementos filiformes metálicos, etc.
En general, en la presente descripción y reivindicaciones se ha empleado la expresión caucho en un sentido amplio, de manera que incluya cualquier material elastomérico empleado para la fabricación de neumáticos, tanto si es, por ejemplo, caucho natural, materiales elastoméricos sintéticos, o mezclas de los anteriores.
Sumario de la invención
La invención tiene por objeto superar estos inconvenientes. Esta finalidad se consigue mediante una máquina para el procesado de fragmentos de neumático del tipo indicado al principio caracterizado porque en el punto de máxima proximidad, la distancia entre los primeros dientes y los segundos dientes está comprendida entre 2 mm y 20 mm.
Efectivamente se ha observado una mejora espectacular en la separación de los elementos filiformes metálicos de la masa de caucho al establecer una holgura mínima entre los primeros dientes y los segundos dientes. Al establecer esta holgura mínima los dientes ya no efectúan una operación de corte, sin embargo se somete al fragmento de neumático a un esfuerzo complejo (fuerte deformación, fuerzas de cizalladura, abrasión, etc.) que, sorprendentemente, provoca que los elementos filiformes metálicos sean liberados de la masa de caucho de una forma mucho más eficaz que mediante los procesos de corte convencionales. Adicionalmente, los dientes sufren un desgaste menor y, adicionalmente, el desgaste que sufren los dientes es de menor relevancia por lo que se puede espaciar mucho más su recambio. De hecho, es particularmente ventajoso que la distancia entre los primeros dientes y los segundos dientes, en el punto de máxima proximidad (de hecho la distancia entre los primeros dientes y los segundos dientes se define siempre en el punto de máxima proximidad), esté comprendida entre los 6 y los 14 mm.
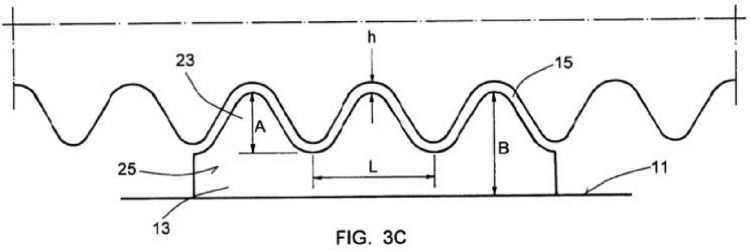
Tanta para los primeros dientes como para los segundos dientes se puede definir una altura, que es la distancia entre la superficie respecto de la que se proyectan los dientes (es decir la primera superficie y la segunda superficie respectivamente), y el punto más alta de los dientes.
Preferentemente la relación entre la altura de los primeros dientes, medida desde la primera superficie hasta el punto más alto de los primeros dientes, y la distancia entre los primeros dientes y los segundos dientes está comprendida entre 5 y 20.
Preferentemente cada uno de los primeros dientes y segundos dientes tiene, en su parte superior, una pluralidad de crestas y valles.
Ventajosamente los primeros dientes y los segundos dientes tienen la sección transversal de su perfil (la de la parte superior del diente), en sentido perpendicular a la dirección del movimiento relativo, redondeada, con un radio de curvatura mayor, en todos sus puntos, que la distancia entre los primeros dientes y los segundos dientes, y preferentemente mayor que cuatro veces esta distancia Concretamente, la parte de la sección transversal del perfil que es redondeada es la que queda enfrentada al otro diente, es decir es la parte extrema del diente opuesta a la base del mismo. Efectivamente, esta zona del diente sufre un gran desgaste. Si esta zona presenta cantos vivos o ángulos marcados, éstos tienden a desaparecer con rapidez. Por otro lado, estos cantos vivos no son necesarios ya que no se debe realizar una operación de corte con [os mismos. Por ello, las superficies redondeadas duran más tiempo sin modificar substancialmente su geometría, lo que mejora la uniformidad de operación de la máquina.
Preferentemente las crestas y los valles de los primeros dientes y los segundos dientes tienen una relación entre su base (entendida como la distancia, medida en sentido perpendicular a la dirección del movimiento relativo del diente, existente entre dos puntos equivalentes de dichas crestas o de dichos valles) y su paso (entendido coma la diferencia de alturas entre el punto más bajo de un valle y el punto más alto de una cresta) comprendida entre 0'5 y 2, preferentemente entre 0'7 y 1'5. Efectivamente, si esta relación es muy grande, lo que corresponde a pasos pequeños en comparación con la base, entonces se pierde efectividad. Por otro lado, si la relación es muy pequeña, lo que corresponde a pasos grandes comparados la base, entonces se obtiene un "perfil de sierra" muy acusado, con cantos vivos, que se desgastará con rapidez.
Una alternativa de interés es que el movimiento relativo sea alternativo. Efectivamente, si el movimiento relativo es alternativo los dientes trabajan en ambos sentidos, es decir experimentan un desgaste por sus dos caras principales De esta manera los dientes tienen una vida útil mucho más larga.
Ventajosamente la distancia entre los primeros dientes y los segundos dientes es mayor para los primeros dientes próximos a la entrada que para los primeros dientes próximos a la salida. Efectivamente de esta manera se consigue una reducción progresiva de la distancia, que coincide también con la reducción progresiva del tamaño medio de los fragmentos de neumático, lo que puede mejorar el rendimiento de la máquina.
Preferentemente la distancia entre los primeros dientes y los segundos dientes es ajustable modificando la posición de los primeros dientes, donde la posición es ajustada desde...
Reivindicaciones:
1. Máquina para el procesado de fragmentos de neumático, donde dichos fragmentos comprenden una masa de caucho, textiles y unos elementos filiformes metálicos contenidos en la masa de caucho, donde dicha máquina comprende:
[a] una entrada (1) de dichos fragmentos de neumático,
[b] una salida (17) de dichos fragmentos de neumáticos procesados,
[c] una primera superficie (7) con unos primeros dientes (9),
[d] una segunda superficie (11) con unos segundos dientes (13), encarada a dicha primera superficie (7), y
[e] una cámara de procesado (3), dispuesta entre dicha primera superficie (7) y dicha segunda superficie (11),
donde dicha máquina es apta para realizar un movimiento relativo cíclico entre dicha primera superficie (7) y dicha segunda superficie (11) de manera que dichos primeros dientes (9) y dichos segundos dientes (13) pasan cíclicamente por un punto de máxima proximidad,
caracterizada porque en dicho punto de máxima proximidad, la distancia (h) entre dichos primeros dientes (9) y dichos segundos dientes (13) está comprendida entre 2 mm y 20 mm.
2. Máquina según la reivindicación 1, caracterizada porque en dicho punto de máxima proximidad, dicha distancia (h) entre los primeros dientes (9) y los segundos dientes (13) está comprendida entre 6 y 14 mm.
3. Máquina según una de las reivindicaciones 1 ó 2, caracterizada porque la relación entre la altura (B) de dichos primeros dientes (9), medida desde dicha primera superficie (7) hasta el punto más alto de dichos primeros dientes (9), y dicha distancia (h) entre dichos primeros dientes (9) y dichos segundos dientes (13) está comprendida entre 5 y 20.
4. Máquina según cualquiera de las reivindicaciones 1 a 3, caracterizada porque cada uno de dichos primeros dientes (9) y segundos dientes (13) tiene, en su parte superior, una pluralidad de crestas y valles.
5. Máquina según cualquiera de las reivindicaciones 1 a 4, caracterizada porque, dichos primeros dientes (9) y dichos segundos dientes (13) tienen la sección transversal de su perfil, en sentido perpendicular a la dirección de dicho movimiento relativo, redondeada, con un radio de curvatura mayor que dicha distancia (h) entre dichos primeros dientes (9) y dichos segundos dientes (13), preferentemente mayor que 4 veces dicha distancia (h).
6. Máquina según una de las reivindicaciones 4 ó 5, caracterizada porque dichas crestas y valles en dichos primeros dientes (9) y dichos segundos dientes (13) tienen una relación entre su base (L) y su paso (A) comprendida entre 0'5 y 2, preferentemente entre 0'7 y 1'5.
7. Máquina según cualquiera de las reivindicaciones 1 a 6, caracterizada porque dicho movimiento relativo es alternativo.
8. Máquina según cualquiera de las reivindicaciones 1 a 7, caracterizada porque dicha distancia (h) es mayor para los primeros dientes (9) próximos a dicha entrada (1) que para los primeros dientes (9) próximos a dicha salida (17).
9. Máquina según cualquiera de las reivindicaciones 1 a 8, caracterizada porque dicha distancia (h) es ajustable modificando la posición de dichos primeros dientes (9), donde dicha posición es ajustada desde el exterior de dicha cámara de procesado (3).
10. Máquina según cualquiera de las reivindicaciones 1 a 9, caracterizada porque es rotatoria, con un tambor (5) rotatorio, donde dicha segunda superficie (11) es la superficie lateral externa de dicho tambor (5).
11. Máquina según cualquiera de las reivindicaciones 1 a 10, donde dichos segundos dientes (13) están fijados a dicha segunda superficie (11) de una manera amovible, caracterizada porque dicha segunda superficie (11) presenta una pluralidad de puntos de anclaje para dichos segundos dientes (13), de manera que hay más puntos de anclaje que dientes.
12. Método de procesado de fragmentos de neumáticos, donde dichos fragmentos comprenden una masa de caucho, textiles y unos elementos filiformes metálicos contenidos en dicha masa de caucho, donde dichos elementos filiformes metálicos tienen un diámetro máximo (D), caracterizado porque comprende una etapa de separación de dichos elementos filiformes metálicos de dicha masa de caucho, en la que se introducen dichos fragmentos en una máquina para el procesado de dichos fragmentos según cualquiera de las reivindicaciones 1 a 11, donde dicho diámetro (D) es menor que dicha distancia (h) entre dichos primeros dientes (9) y dichos segundos dientes (13), preferentemente dicho diámetro (D) es menor que un quinto de dicha distancia (h).
13. Método de procesado según la reivindicación 12, caracterizado porque comprende una etapa de pretroceado, previa a la introducción de dichos fragmentos en dicha máquina, donde en dicha etapa de pretroceado se trocean neumáticos en dichos fragmentos, donde dichos fragmentos tienen unas dimensiones mayores comprendidas entre 50 mm x 50 mm y 200 mm x 200 mm.
14. Método de procesado según una de las reivindicaciones 12 ó 13, caracterizado porque dicha altura (B) de dichos primeros dientes (9), es mayor que dichas dimensiones mayores de dichos fragmentos.
15. Método de procesado según cualquiera de las reivindicaciones 12 a 14, caracterizado porque dicha altura (B) de dichos primeros dientes (9), es mayor que tres veces el espesor de dichos fragmentos.
16. Método de procesado según cualquiera de las reivindicaciones 12 a 15, caracterizado porque dicha cámara de procesado (3) está llena entre un 30% y un 70% en volumen con dichos fragmentos.
17. Método de procesado según cualquiera de las reivindicaciones 12 a 16, donde dicha máquina es rotatoria, caracterizado porque se distribuyen dichos segundos dientes (13) en dicha segunda superficie (11) de manera que dichos fragmentos de neumático procesados se distribuyen uniformemente, en sentido axial de dicho tambor (5) rotatorio, a lo largo de dicha salida (17).
18. Método de troceado de neumáticos, para la obtención de un granulado de tamaño menor de 20 mm, caracterizado porque comprende una etapa de pretroceado de dichos neumáticos para la obtención de unos fragmentos, y una etapa de procesado en una máquina para el procesado de dichos fragmentos según cualquiera de las reivindicaciones 1 a 11, donde a la salida (17) de dicha máquina de procesado se obtiene dicho granulado de tamaño menor de 20 mm.
19. Instalación para el procesado de neumáticos, caracterizada porque comprende una máquina de pretroceado, apta para trocear neumáticos en unos fragmentos, preferentemente de unas dimensiones mayores comprendidas entre 50 mm x 50 mm y 200 mm x 200 mm, y una máquina para el procesado de dichos fragmentos según cualquiera de las reivindicaciones 1 a 11.
Patentes similares o relacionadas:
Máquina trituradora y herramienta para utilizar en una máquina trituradora, del 3 de Junio de 2020, de KOMPTECH GmbH: Máquina trituradora con una unidad de trituración, que consta de un rotor de trituración que soporta la herramienta, una cuchilla complementaria ajustable y un tambor […]
Cuerpo de cuchilla para dispositivos trituradores, del 8 de Abril de 2020, de LIG GmbH: Cuerpo de cuchilla para dispositivos trituradores, que consta de un cuerpo de diente que puede fijarse sobre un rodillo triturador o similar y al menos […]
Soporte para púas de peine, del 8 de Abril de 2020, de LIG GmbH: Soporte para púas de peine para dispositivos de conminución con púas de corte provistas en rodillos de conminución, que interactúan con las […]
Un método para proporcionar un espacio axial en un conjunto de corte de una bomba trituradora, y una bomba trituradora que comprende una cuña configurada para proporcionar dicho espacio axial, del 4 de Diciembre de 2019, de Xylem Europe GmbH: Una bomba trituradora que comprende: - una rueda de corte conectada y accionada en rotación por un árbol de accionamiento que […]
Dispositivo de trituración con un sistema de peine, del 20 de Noviembre de 2019, de LIG GmbH: Dispositivo de trituración con un sistema de peine (I), en el que el dispositivo de trituración presenta al menos un rodillo de trituración rotativamente […]
Sistema herramienta, del 9 de Octubre de 2019, de Betek GmbH & Co. KG: Herramienta para la fijación sobre un soporte de herramienta sobre una máquina herramienta para el procesado de materiales vegetales y/o minerales, […]
 Procedimiento para la trituración de un elastómero, así como una trituradora, del 25 de Septiembre de 2019, de ARLANXEO Deutschland GmbH: Procedimiento para la trituración de un elastómero , en particular al menos de un cordón de elastómero, en el que el elastómero es desplazado sobre una […]
Procedimiento para la trituración de un elastómero, así como una trituradora, del 25 de Septiembre de 2019, de ARLANXEO Deutschland GmbH: Procedimiento para la trituración de un elastómero , en particular al menos de un cordón de elastómero, en el que el elastómero es desplazado sobre una […]
 Dispositivo de trituración ultrafina, del 31 de Julio de 2019, de HUGO VOGELSANG MASCHINENBAU GMBH: Dispositivo de trituración que comprende:
- una pluralidad de primeros elementos de corte con primeros cantos de corte dentados dispuestos en una primera trayectoria […]
Dispositivo de trituración ultrafina, del 31 de Julio de 2019, de HUGO VOGELSANG MASCHINENBAU GMBH: Dispositivo de trituración que comprende:
- una pluralidad de primeros elementos de corte con primeros cantos de corte dentados dispuestos en una primera trayectoria […]