MÁQUINA DE SOPLADO.
Máquina de soplado con un extrusionador provisto de una cabeza de extrusión (10),
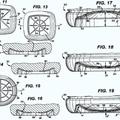
con dos unidades de cierre (12), las cuales presentan, en cada caso, una placa de cierre superior (3) con la mitad superior de herramienta (9) y una placa de cierre inferior (2) con la mitad inferior de la herramienta (8), pudiendo moverse las placas de cierre superiores (3) verticalmente con las mitades superiores de herramienta (9) y pudiendo desplazarse las placas de cierre inferiores (2) con las mitades inferiores de herramienta (8) horizontalmente con respecto a un dispositivo de inserción (6) debajo de la cabeza de extrusión (10), introduciendo el dispositivo de inserción (6), en cada caso, la preforma que sale de la cabeza de extrusión (10) en la mitad inferior de herramienta (8) que se encuentra allí, caracterizada porque, las dos unidades de cierre (12) se pueden mover, de un lado a otro, a lo largo de un primer carril de guiado (13), que se extiende transversalmente con respecto a un segundo carril de guiado (14), que se extiende desde una posición de retirada (15) central del primer carril de guiado (13) hacia el dispositivo de inserción (6), pudiendo ser desplazadas las placas de cierre inferiores (2) con las mitades inferiores de herramienta (8) de las dos unidades de cierre (12) alternativamente sobre el segundo carril de guiado (14) desde la posición de retirada (15) a la posición de inserción (6) y de vuelta
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07000962.
Solicitante: BEKUM MASCHINENFABRIKEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: LANKWITZERSTRASSE 14/15 D-12107 BERLIN ALEMANIA.
Inventor/es: Hennemann,Ulrich.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Enero de 2007.
Clasificación Internacional de Patentes:
- B29C49/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › teniendo moldes o partes de molde móviles.
- B29C49/42D
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362012_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a una máquina de soplado con un extrusionador provisto de una cabeza de extrusión, con dos unidades de cierre, las cuales presentan, en cada caso, una placa de cierre superior con la mitad superior de herramienta y una placa de cierre inferior con la mitad inferior de herramienta, pudiendo moverse las placas de cierre superiores verticalmente con las mitades superiores de herramienta y pudiendo desplazarse las placas de cierre inferiores con las mitades inferiores de herramienta horizontalmente con respecto a un dispositivo de inserción debajo de la cabeza de extrusión e introduciendo el dispositivo de inserción, en cada caso, la pieza en bruto que sale de la cabeza de extrusión en la mitad inferior de herramienta que se encuentra allí. Además, la invención se refiere a un procedimiento para el moldeado por soplado de cuerpos de plástico tubulares, acodados preferentemente varias veces, mediante la utilización de dos unidades de cierre.
Para la fabricación de tubos acodados varias veces, cuya curvatura se extiende en más de un plano, se ha impuesto, para evitar una gran parte de porción de desecho y los inconvenientes relacionados con ello, el denominado “procedimiento de inserción de manguera” o también “procedimiento 3-D”.
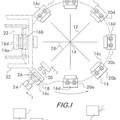
La figura 1 muestra unos componentes esenciales de una máquina de soplado utilizada para este fin. La máquina contiene, además de la pieza de extrusión conocida, el extrusionador con la cabeza de extrusión 10, una o dos unidades de cierre y un dispositivo de inserción 6.
La estructura básica de la unidad de cierre corresponde a la de una prensa: está previsto un soporte 1 con un cilindro hidráulico 5 montado en la parte superior que actúa verticalmente, para el movimiento vertical de una placa de cierre superior 3 con la mitad superior de herramienta 9 a lo largo del carril de guiado 4, y una placa de cierre inferior 2, dispuesta de manera que se puede extraer hacia abajo, con la mitad inferior de herramienta 8.
El dispositivo de inserción 6 es, normalmente, un robot industrial provisto de una pinza 7.
Antes del inicio de un ciclo de producción, la placa de cierre superior 3 con la mitad superior de herramienta 9 está desplazada hacia arriba, la placa de cierre inferior 2 con la mitad inferior de herramienta 8 está debajo, la pinza 7 de la disposición de inserción 6 abierta está justo debajo de la tobera de la cabeza de extrusión 10, la preforma sale de la tobera. La placa de cierre inferior 2 se extrae por completo de la zona de la prensa en la dirección de la cabeza de extrusión 10. Cuando la preforma ha alcanzado la longitud necesaria, es separada mediante la pinza 7 y es conducida tanto hacia abajo hasta que su extremo inferior esté fijado por una herramienta de alojamiento 11 de la placa de cierre inferior 2 (mandril o pinza). Según un aspecto de la presente invención, está previsto que la placa de cierre inferior 2 regrese de nuevo durante el proceso de inserción y que el robot industrial 6 mueva al mismo tiempo el extremo superior de la preforma en correspondencia con el recorrido del molde sencillo. Tras la finalización de proceso de inserción, la pinza 7 regresa de nuevo a la posición de partida debajo de la cabeza de extrusión 10 y la placa 2 inferior continua su desplazamiento, hasta que está situada exactamente debajo de la mitad superior de herramienta 9. La herramienta 8, 9 es cerrada y permanece en esta posición, hasta que el tubo haya generado suficiente estabilidad de forma para el desmoldado. A continuación, la mitad superior de herramienta 9 es desplazada hacia arriba y la pieza de soplador es retirada. A partir de esta posición, se inicia el nuevo ciclo.
El procedimiento se puede utilizar, por ejemplo, para la producción de tubos de llenado para depósitos de combustible de plástico. En este caso, el tubo puede estar formado por hasta siete capas de plásticos diferentes y la unidad de extrusión de la máquina de producción es correspondientemente cara. En este caso, vale la pena la utilización de una “máquina doble”.
En una “máquina doble” de este tipo, pueden estar dispuestas dos unidades de cierre de tal manera que estén opuestas entre sí y que en cada caso se conduzca, alternativamente, la placa de cierre inferior hacia la cabeza de extrusión y de nuevo de vuelta debajo de la placa de cierre superior. Esta disposición de las unidades de cierre da lugar a una máquina relativamente ancha, la cual requiere un espacio necesario grande, como se puede desprender de la figura 2. Las piezas de soplado se cogen, en cada caso, a la derecha y de la izquierda y deben ser conducidas, al finalizar el procesamiento, de nuevo a un lugar común.
El documento US-A-5.288.224 da a conocer una máquina de soplado según el preámbulo de la reivindicación 1.
La presente invención se plantea el problema de proponer una máquina de soplado con unos costes favorables y con una forma de funcionamiento mejorada.
Este problema se resuelve según la invención mediante las características de las reivindicaciones 1 y 8. Las estructuraciones ventajosas de la invención están caracterizadas en las reivindicaciones subordinadas.
En la máquina de soplado según la invención, se pueden mover, de un lado para otro, dos unidades de cierre a lo largo de un primer carril de guiado, el cual se extiende transversalmente, preferentemente en ángulo recto, con respecto a un segundo carril de guiado, que se extiende desde el primer carril de guiado hasta el dispositivo de inserción. Al mismo tiempo, las placas de cierre inferiores de las dos unidades de cierre se pueden llevar, alternativamente, sobre el segundo carril de guiado hacia el dispositivo de inserción y de vuelta debajo de la placa de cierre superior correspondiente.
Está previsto además que aproximadamente en el centro del primer carril de guiado esté dispuesta una estación de retirada común para las dos unidades de cierre con el correspondiente dispositivo de retirada y a ambos lados de ella, respectivamente, una estación de soplado para una unidad de cierre correspondiente, desplazándose los dispositivos necesarios para el soplado conjuntamente sobre la unidad de cierre y siendo utilizados principalmente en la estación de soplado. Las dos unidades de cierre se pueden desplazar preferentemente de forma conjunta, de tal manera que una de las unidades de cierre se puede situar en la estación de retirada y la otra unidad de cierre en su estación de soplado.
El procedimiento según la invención prevé las etapas siguientes:
a) la placa de cierre inferior con la mitad inferior de herramienta de una unidad de cierre es conducida, en su estado abierto, desde una posición de retirada a un carril de guiado debajo de la cabeza de extrusión;
b) una preforma extrusionada es insertada en la mitad inferior de herramienta mientras que la placa de cierre
inferior con la mitad inferior de herramienta es desplazada de vuelta hacia la posición de retirada, debajo de la
placa de cierre superior con la mitad superior de herramienta;
c) la unidad de cierre es cerrada;
d) la preforma que hay en la unidad de cierre es soplada, en la estación de soplado correspondiente, para formar el cuerpo tubular;
e) la unidad de cierre es abierta y se retira el cuerpo tubular,
f) mientras que la placa de cierre inferior con la mitad inferior de herramienta de la segunda unidad de cierre es conducida debajo de la cabeza de extrusión y la siguiente preforma que hay que extrusionar es insertada en la mitad inferior de herramienta y la placa de cierre inferior es llevada de vuelta a la posición de retirada, la preforma es soplada en el interior de la primera unidad de cierre en la primera estación de soplado para dar el cuerpo tubular;
g) la segunda unidad de cierre es conducida hacia la segunda estación de soplado, mientras que la primera unidad de cierre es conducida, preferentemente, al mismo tiempo hacia la estación de retirada;
h) la primera unidad de cierre es abierta y se retira el cuerpo tubular.
La máquina según la invención necesita, para la disposición de dos unidades de cierre, un espacio útil especialmente pequeño. Dado que las unidades de cierre para el soplado final de cuerpos tubulares se retiran, en cada caso, hacia la derecha y la izquierda, las funciones “introducir” y “retirar” tienen lugar siempre en el... [Seguir leyendo]
Reivindicaciones:
1. Máquina de soplado con un extrusionador provisto de una cabeza de extrusión (10), con dos unidades de cierre (12), las cuales presentan, en cada caso, una placa de cierre superior (3) con la mitad superior de herramienta (9) y una placa de cierre inferior (2) con la mitad inferior de la herramienta (8), pudiendo moverse las placas de cierre superiores (3) verticalmente con las mitades superiores de herramienta (9) y pudiendo desplazarse las placas de cierre inferiores (2) con las mitades inferiores de herramienta (8) horizontalmente con respecto a un dispositivo de inserción (6) debajo de la cabeza de extrusión (10), introduciendo el dispositivo de inserción (6), en cada caso, la preforma que sale de la cabeza de extrusión (10) en la mitad inferior de herramienta (8) que se encuentra allí, caracterizada porque, las dos unidades de cierre (12) se pueden mover, de un lado a otro, a lo largo de un primer carril de guiado (13), que se extiende transversalmente con respecto a un segundo carril de guiado (14), que se extiende desde una posición de retirada (15) central del primer carril de guiado (13) hacia el dispositivo de inserción (6), pudiendo ser desplazadas las placas de cierre inferiores (2) con las mitades inferiores de herramienta (8) de las dos unidades de cierre (12) alternativamente sobre el segundo carril de guiado (14) desde la posición de retirada
(15) a la posición de inserción (6) y de vuelta.
2. Máquina de soplado según la reivindicación 1, caracterizada porque el primer carril de guiado (13) está conectado, en la zona de la estación de retirada (15), con el segundo carril de guiado (14), porque la estación de retirada (15) y el segundo carril de guiado (14) están alineados entre sí, y porque a ambos lados de la estación de retirada (15) está dispuesta, en cada caso, una estación de soplado (16, 17).
3. Máquina de soplado según la reivindicación 1 ó 2, caracterizada porque las dos unidades de cierre (12) se pueden desplazar conjuntamente, de tal manera que una unidad de cierre se puede posicionar en la estación de retirada
(15) y la otra unidad de cierre en su estación de soplado (16 ó 17).
4. Máquina de soplado según una de las reivindicaciones 1 a 3, caracterizada porque sobre el segundo carril de guiado (14) está dispuesto un carro, el cual se puede conectar a través de un acoplamiento con la placa de cierre inferior (2), dispuesta en la estación de retirada (15), de la unidad de cierre (12) correspondiente.
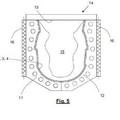
5. Máquina de soplado según una de las reivindicaciones 1 a 4, caracterizada porque en el extremo posterior de las dos mitades inferiores de molde (8) está dispuesta, en cada caso, una herramienta de alojamiento (11) para la preforma.
6. Máquina de soplado según la reivindicación 5, caracterizada porque la herramienta de alojamiento (11) es un mandril o una pinza, el cual o la cual pueden ser capaces de girar aproximadamente 90°.
7. Máquina de soplado según una de las reivindicaciones 1 a 6, caracterizada porque el dispositivo de inserción (6) es un robot industrial provisto de una pinza (7).
8. Procedimiento para el moldeado por soplado de cuerpos de plástico tubulares, acodados preferentemente varias veces, mediante la utilización de dos unidades de cierre (12), caracterizado porque presenta las etapas siguientes:
a) la placa de cierre inferior (2) con la mitad inferior de herramienta (8) de una primera unidad de cierre (12) es conducida, en su estado abierto, desde una posición de retirada (15) sobre un carril de guiado (14) debajo de la cabeza de extrusión (10);
b) una preforma extrusionada es insertada en la mitad inferior de herramienta (8);
c) la placa de cierre inferior (2) con la mitad inferior de herramienta (8) es desplazada de vuelta hacia la posición de retirada (15), debajo de la placa de cierre superior (3) con la mitad superior de herramienta (9);
d) la primera unidad de cierre (12) es cerrada;
e) sobre un segundo carril de guiado (13), que se extiende transversalmente con respecto al primer carril de guiado (14), que está conectado con el mismo se desplaza la primera unidad de cierre (12) hacia la estación de soplado
(16) mientras que, preferentemente, al mismo tiempo la segunda unidad de cierre (12) es desplazada desde su estación de soplado (17) hacia la posición de retirada (15);
f) mientras que la placa de cierre inferior (2) con la mitad inferior de herramienta (8) de la segunda unidad de cierre
(12) es conducida debajo de la cabeza de extrusión (10) y la siguiente preforma extrusionada es insertada en la mitad inferior de herramienta (8) y la placa de cierre inferior (2) es conducida de vuelta a la posición de retirada (15), se sopla la preforma en el interior de la primera unidad de cierre (12) en la primera estación de soplado (16), para formar el cuerpo tubular;
g) la segunda unidad de cierre (12) es desplazada hacia la segunda estación de soplado (17), mientras que la primera unidad de cierre (12) es desplazada, preferentemente, al mismo tiempo a la estación de retirada (15);
h) la primera unidad de cierre (12) es abierta y se retira el cuerpo tubular.
Patentes similares o relacionadas:
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Máquina de moldeo por soplado, del 21 de Mayo de 2019, de Amcor Group GmbH: Un conjunto de máquina de moldeo por soplado configurado para ser montado en una máquina de moldeo por soplado para mover una base de molde configurada para […]
Bases de compensación a presión para envases poliméricos, del 17 de Abril de 2019, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Un envase de plástico que comprende: • una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una […]
 Bases para contrarrestar la presión en recipientes poliméricos, del 21 de Marzo de 2016, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Recipiente plástico que comprende:
una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una abertura en el primer extremo […]
Bases para contrarrestar la presión en recipientes poliméricos, del 21 de Marzo de 2016, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Recipiente plástico que comprende:
una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una abertura en el primer extremo […]
Método de fabricación de un envase con asa de conexión integral múltiple, del 6 de Noviembre de 2013, de Sangraal Europe Pty Ltd: Un método de formación de un envase dotado de un asa integral , comprendiendo dichométodo: (a) formar una preforma dotada de una porción […]
 Máquina de moldeo por soplado y mecanismos asociados, del 3 de Septiembre de 2013, de GRAHAM PACKAGING COMPANY, L.P.: Una máquina de moldeo por soplado de recipientes a partir de una preforma tubular formada de resina de plásticosuministrada mediante un extrusor, […]
Máquina de moldeo por soplado y mecanismos asociados, del 3 de Septiembre de 2013, de GRAHAM PACKAGING COMPANY, L.P.: Una máquina de moldeo por soplado de recipientes a partir de una preforma tubular formada de resina de plásticosuministrada mediante un extrusor, […]
 "PROCEDIMIENTO Y APARATO PARA LA FABRICACIÓN DE UN CUERPO DE MATERIAL COMPOSITE PROVISTO DE UNA CAVIDAD INTERIOR CON UNA ABERTURA AL EXTERIOR", del 26 de Julio de 2013, de MAT GLOBAL SOLUTIONS, S.L: Procedimiento y aparato para la fabricación de un cuerpo de material composite provisto de una cavidad interior con una abertura al exterior.
La […]
"PROCEDIMIENTO Y APARATO PARA LA FABRICACIÓN DE UN CUERPO DE MATERIAL COMPOSITE PROVISTO DE UNA CAVIDAD INTERIOR CON UNA ABERTURA AL EXTERIOR", del 26 de Julio de 2013, de MAT GLOBAL SOLUTIONS, S.L: Procedimiento y aparato para la fabricación de un cuerpo de material composite provisto de una cavidad interior con una abertura al exterior.
La […]
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]