HERRAMIENTA DE PRENSAR CON MORDAZAS DE PRENSADO GIRATORIAS.
Dispositivo que tiene un cabezal de tenaza de prensar (1) para realizar una unión prensada de tubos,
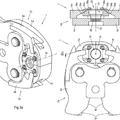
en particular para ejercer fuerzas de compresión de hasta 13 toneladas, que comprende dos mordazas de prensado opuestas (2) que están dispuestas de modo que pueden girar relativamente entre sí alrededor de un respectivo punto de giro y que presentan una respectiva escotadura para formar una abertura destinada a recibir un tramo de tubería, caracterizado porque cada mordaza de prensado (2) tiene una articulación basculante (3) para producir un ángulo de inclinación (4), estando previsto un mecanismo de sincronización (12) para garantizar el mismo ángulo de inclinación (4), pudiendo inclinarse, recíprocamente, unas zonas parciales de cada mordaza de prensado (2), en particular una parte que tiene la escotadura en relación con la parte restante de una mordaza de prensado (2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05001177.
Solicitante: BIRK, MICHAEL.
Nacionalidad solicitante: Alemania.
Dirección: DREIKÖNIGENSTRASSE 13 53343 WACHTENBERG ALEMANIA.
Inventor/es: Birk,Michael.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Enero de 2005.
Clasificación PCT:
- B25B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 27/00 Herramientas manuales o utillaje de banco, especialmente concebidas para ensamblar o separar piezas u objetos, causando o no cierta deformación, no previstos en otro lugar (máquinas limitadas al montaje o separación de piezas u objetos metálicos B23P 19/00). › para revestir racores en tubos flexibles o mangos.
Clasificación antigua:
- B25B27/10 B25B 27/00 […] › para revestir racores en tubos flexibles o mangos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2366475_T3.pdf
Fragmento de la descripción:
La invención se refiere a un dispositivo que tiene un cabezal de tenaza de prensar para realizar una unión prensada de tubos, en particular para ejercer fuerzas de compresión de hasta 13 toneladas, que comprende dos mordazas de prensado opuestas que están dispuestas de modo que pueden girar relativamente entre sí alrededor de, un respectivo punto de giro y presentan una respectiva escotadura para formar una abertura destinada a recibir un tramo de tubería. Tales cabezales de tenaza de prensar o herramientas de prensar se emplean especialmente para realizar una unión prensada de tubos con un elemento de unión de tubos a presión y un tubo de tubería que puede insertarse en el mismo o colocarse sobre el mismo.
La técnica antes usual en el sector de las instalaciones sanitarias y de calefacción para realizar una unión de tubos por medio de tubos roscados y/o soldado ha sido reemplazada en estos últimos años por una metodología de unión con el nombre “técnica de compresión”. En esta técnica se unen entre sí mediante compresión, de forma inseparable, un elemento de unión de tubos a presión y un tubo de tubería que puede insertarse en el mismo. Con este fin, una herramienta de prensar, que por regla general consta de dos mordazas de prensado, se pone en posición abierta en la zona de unión y, activando un accionamiento (por ejemplo eléctrico o hidráulico) conectable a la herramienta de prensar, se produce la unión prensada del tubo mediante el cierre de la herramienta de prensar. La técnica de compresión resulta adecuada especialmente para tubos de tubería con un diámetro de 10 mm a 100 mm.
Debido a esta amplitud de aplicación, eventualmente se requieren distintas herramientas de prensar o distintos accionamientos. El motivo de ello es, entre otras cosas, que deben realizarse distintas áreas de giro de las mordazas de prensado. Además, debe tenerse en cuenta que la fuerza necesaria para el cierre de la herramienta de prensar aumenta proporcionalmente con las dimensiones del tubo de tubería que se haya de unir. Por este motivo han tenido que desarrollarse nuevos accionamientos, en los que en caso dado son necesarias varias carreras para abrir y cerrar las mordazas de prensado. Con ello se realizan a veces fuerzas de compresión de hasta 13 toneladas. Además, para lograr una unión hermética a los fluidos, la fuerza debe aplicarse lo más uniformemente posible a lo largo del perímetro del tubo de tubería, de modo que, dependiendo de los tubos que se hayan de unir, se utilizan mordazas de prensado con distintas configuraciones.
Precisamente en el sector de las instalaciones sanitarias y de calefacción domésticas, los sistemas de tubos se tienden en condiciones de espacio muy reducido. Si se hace necesaria una reparación, resulta difícil acceder a las tuberías. Sin embargo, en el caso de las herramientas de prensar ya conocidas y los accionamientos necesarios existe una considerable necesidad de espacio, que requiere una accesibilidad directa al tramo de unión del sistema de tuberías. Esto pone a muchos operarios ante el problema de tener que cambiar tramos mayores de tubería o incluso de tener que emplear de nuevo las técnicas de unión usuales.
Del documento DE 20016060 U1, por ejemplo, se desprende una tenaza de prensar ya conocida. La tenaza de prensar está realizada con dos mordazas, estando estas últimas acodadas con respecto a las palancas giratorias. De este modo ya no es forzosamente necesaria una orientación perpendicular de la tenaza de prensar con relación a un tubo de tubería, pero ahora debe observarse siempre un ángulo predeterminado.
El documento DE 20018312 U1 y el documento US 2003/0230130 A1 muestran configuraciones de tenazas de prensar que, para procesar el tubo, pueden unirse a un lazo de prensado. La unión entre el lazo de prensado y la cabeza de la tenaza de prensar puede estar realizada en forma de articulación. Sin embargo, esta configuración en dos partes de la herramienta de prensar resulta eventualmente más difícil de manejar y tiene como consecuencia un mayor aparato técnico.
Del documento DE 19826110 A1 se desprende además un dispositivo electrohidráulico para comprimir uniones de tubos, en el que un cuerpo de carcasa especialmente conformado está realizado con un asidero en el que el cuerpo cilíndrico de la herramienta con las mordazas de prensado sujeto en el mismo está alojado de forma giratoria o rotatoria. Debido al diseño envolvente del asidero, esta herramienta es relativamente grande y difícil de emplear en condiciones de espacio reducido.
Del documento DE 10029761 A1 se desprende otro dispositivo para producir una compresión de tubos con un elemento de unión de tubos a presión. Está previsto un dispositivo de accionamiento con un receptor dispuesto en el mismo para la inserción de una herramienta de prensar. El cabezal de tenaza de prensar consta de dos mordazas de prensado opuestas, que están dispuestas de modo que pueden girar relativamente entre sí alrededor de, un respectivo punto de giro y presentan una respectiva escotadura para formar una abertura destinada a recibir un tramo de tubería que se ha de unir con un elemento de unión de tubos a presión. En este caso deben generarse grandes fuerzas de compresión, de hasta 13 t, para producir la unión prensada de los tubos. En condiciones de espacio reducido, especialmente en el caso de un tubo que se extienda muy cerca de una pared, no es posible aplicar la herramienta de prensar con su tenaza de gran volumen.
El documento US 5255579 A se refiere a una tenaza de palanca articulada de accionamiento manual que, entre la parte delantera del asidero y la palanca de la tenaza, presenta una respectiva articulación basculante. Sin embargo, esta tenaza sirve para sujetar tuercas, tornillos o similares. No es adecuada para comprimir una unión de tubos a presión. En ella no se transmiten fuerzas de sujeción significativas a las piezas agarradas, ya que éstas pueden aplicarse a la tenaza de palanca articulada en particular sólo mediante un tornillo de ajuste difícil de manejar. En el desarrollo de una herramienta de prensar no se toma en consideración este campo de la tenaza.
Partiendo de esto, el objetivo de la presente invención es solucionar los problemas ya conocidos relacionados con las herramientas de prensar usuales y especialmente indicar un cabezal de tenaza de prensar, o una herramienta de prensar, que pueda emplearse también en condiciones de espacio reducido. También debe estar garantizado al mismo tiempo un funcionamiento seguro de la herramienta de prensar. La herramienta de prensar, o el cabezal de tenaza de prensar, debe tener un diseño sencillo y resistencia mecánica.
Partiendo de una herramienta de prensar o un cabezal de tenaza de prensar según el documento DE 10029761 C1, estos objetivos se logran con un dispositivo según las características de la reivindicación 1 o un dispositivo con las características de la reivindicación 5. En las reivindicaciones en cada caso dependientes se formulan otras configuraciones ventajosas.
Así pues, el dispositivo según la invención presenta, según la reivindicación 1, un cabezal de tenaza de prensar para realizar una unión prensada de tubos, en particular para ejercer fuerzas de compresión de hasta 13 toneladas, que comprende dos mordazas de prensado opuestas que están dispuestas de modo que pueden girar relativamente entre sí alrededor de, un respectivo punto de giro y que presentan una respectiva escotadura para formar una abertura destinada a recibir un tramo de tubería, teniendo cada mordaza de prensado una articulación basculante para producir un ángulo de inclinación y estando previsto un mecanismo de sincronización para garantizar el mismo ángulo de inclinación y pudiendo inclinarse recíprocamente sí unas zonas parciales de cada mordaza de prensado, en particular una parte que tiene la escotadura en relación con la parte restante de una mordaza de prensado.
Normalmente, el cabezal de tenaza de prensar es un componente, de una herramienta de prensar, que puede adquirirse por separado y que en caso dado presenta distintos diámetros nominales. Con diámetro nominal quiere decirse una medida de la abertura formada por las mordazas de prensado para el alojamiento del tubo de tubería, o sea que esta medida indica qué diámetros de tubería pueden procesarse con el cabezal de tenaza de prensar en cuestión. Un cabezal de tenaza de prensar tiene habitualmente rangos de diámetros nominales entre 10 mm y 100 mm (o sea que puede emplearse, por ejemplo, para tubos de 50-75 mm de diámetro), con el fin de que la fuerza... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo que tiene un cabezal de tenaza de prensar (1) para realizar una unión prensada de tubos, en particular para ejercer fuerzas de compresión de hasta 13 toneladas, que comprende dos mordazas de prensado opuestas (2) que están dispuestas de modo que pueden girar relativamente entre sí alrededor de un respectivo punto de giro y que presentan una respectiva escotadura para formar una abertura destinada a recibir un tramo de tubería, caracterizado porque cada mordaza de prensado (2) tiene una articulación basculante (3) para producir un ángulo de inclinación (4), estando previsto un mecanismo de sincronización (12) para garantizar el mismo ángulo de inclinación (4), pudiendo inclinarse, recíprocamente, unas zonas parciales de cada mordaza de prensado (2), en particular una parte que tiene la escotadura en relación con la parte restante de una mordaza de prensado (2).
2. Dispositivo según la reivindicación 1, caracterizado porque la articulación basculante (3) forma un ángulo de inclinación (4) dentro de un margen de 120° a 30°.
3. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque la articulación basculante (3) comprende al menos un elemento de retención (8) para fijar, al menos, un ángulo de inclinación (4) predeterminado.
4. Dispositivo según la reivindicación 3, caracterizado porque el al menos un elemento de retención (8) tiene al menos un elemento elástico (9) y un bulón móvil (10), de modo que el bulón (10) puede desviarse con el elemento elástico (9) hacia una depresión (11) de la articulación basculante (3).
5. Dispositivo que tiene una herramienta de prensar (5) que comprende un cabezal de tenaza de prensar (1) según una de las reivindicaciones anteriores, así como una unidad motriz (6) para producir el movimiento de giro transversalmente a un eje (7).
6. Dispositivo según la reivindicación 5, caracterizado porque tiene un mecanismo de unión separable (13) paral cabezal de tenaza de prensar (1).
7. Dispositivo según la reivindicación 5 ó 6, caracterizado porque la unidad motriz (6) comprende un pistón alternativo (14) que produce el movimiento de giro de las mordazas de prensado (2).
8. Dispositivo según la reivindicación 7, caracterizado porque el mecanismo de unión separable (13) del cabezal de tenaza de prensar (1) está unido a un adaptador (15) y además, por medio de un receptor (16), a la unidad motriz
(6) configurada como pistón alternativo (14).
9. Utilización de un dispositivo según una de las reivindicaciones 5 a 8 para realizar una unión prensada de tubos en sistemas de tubos en el sector de las instalaciones sanitarias y de calefacción, en particular para ejercer fuerzas de compresión de hasta 13 toneladas.
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Herramienta manual para usar en la desconexión rápida de acoplamientos de conexión/desconexión rápida, del 8 de Julio de 2020, de Direct Source International, LLC: Una herramienta para la extracción de un conector de un tubo, dicha herramienta que tiene un cuerpo, dicho cuerpo que comprende: una […]
Abrazadera y herramienta de reparación, del 10 de Junio de 2020, de Timberline Tool, L.L.C: Una herramienta de sujeción de tubo para proporcionar un tratamiento a una pieza de trabajo tubular , que comprende: un conjunto de abrazadera , […]
Procedimiento para el control automático de una herramienta de prensado electrohidráulica, del 12 de Junio de 2019, de NOVOPRESS GMBH PRESSEN UND PRESSWERKZEUGE & CO. KG.: Procedimiento para el control automático de una herramienta de prensado electrohidráulica, en particular para producir uniones de tubos, en el que, […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]
Dispositivo de detección de tope posterior en un accionador lineal, del 6 de Mayo de 2019, de VIRAX: Accionador lineal que consta de medios de accionamiento de un equipo móvil entre una posición de reposo y una posición activa, y un módulo electrónico […]
Herramienta para moldeo por presión para una pieza de empalme con lengüeta de presión, del 24 de Octubre de 2018, de GEBERIT INTERNATIONAL AG: Herramienta para moldeo por presión para una pieza de empalme de montaje a presión con una parte cilíndrica y con una lengüeta de presión que sobresale de la […]
Procedimiento para el funcionamiento de una prensa manual activada por motor y prensa manual, del 14 de Marzo de 2018, de GUSTAV KLAUKE GMBH: Procedimiento para el funcionamiento de una prensa manual activada por motor , en el que mediante una activación del interruptor se mueven una o varias mordazas de […]