HERRAMIENTA DE DECOLETAJE EN FORMA DE PLACA GIRATORIA DE CORTE.
Procedimiento para la fabricación de herramientas de decoletaje en forma de placas giratorias de corte,
hechas a partir de materiales sinterizados, que con el fin de guiar correctamente las virutas están provistas de las formas necesarias para el trabajo que se va a realizar, a saber una configuración (20) de cantos cortantes, escalones (21) de guía de virutas, salientes (22) de escalón de guía de virutas y elevaciones (23) de escalón de guía de virutas, estando dispuesto respectivamente entre dos escalones (21) de guía de virutas, que chocan en ángulo entre sí, un saliente (22) de escalón de guía de virutas situado con su eje longitudinal en la bisectriz y fabricándose las placas giratorias de corte con la forma final de uso mediante un procedimiento de sinterización y prensado, sin necesidad de rectificación
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03405334.
Solicitante: UTILIS AG.
Nacionalidad solicitante: Suiza.
Dirección: KREUZLINGERSTRASSE 22 8555 MÜLLHEIM SUIZA.
Inventor/es: Macario,Mario, Bihari,Peter.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Mayo de 2003.
Clasificación Internacional de Patentes:
- B23B27/04B
- B23B27/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › Herramientas de corte cuya parte principal tiene forma de hoja o de disco.
Clasificación PCT:
- B23B27/16 B23B 27/00 […] › con elementos cortantes intercambiables, p. ej. capaces de ser fijados por medio de bridas.
Clasificación antigua:
- B23B27/16 B23B 27/00 […] › con elementos cortantes intercambiables, p. ej. capaces de ser fijados por medio de bridas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359695_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un procedimiento para la fabricación de una herramienta de decoletaje en forma de una placa giratoria de corte, así como a la herramienta de decoletaje fabricada según este procedimiento.
Las placas giratorias de corte ya se fabrican desde hace años mediante el procedimiento de prensado y sinterización. Incluso las piezas en bruto para herramientas de decoletaje en forma de placas giratorias de corte ya se fabrican mediante un procedimiento de prensado y sinterización. Las placas giratorias de corte tienen una configuración diferente en dependencia de su uso. Así, por ejemplo, hay placas giratorias de corte adecuadas para el torneado de avance, el torneado de retroceso, el ranurado o cilindrado o el roscado. Las placas giratorias de corte con mangos portacuchillas de torno, que se ajustan entre sí mediante un cierre por arrastre de forma y están aseguradas mediante un tornillo, se conocen en muchas variantes de realización. En este sentido se podría remitir simplemente a modo de ejemplo a los documentos EP-A-0037691, DE-A3446455, DE-A-3600077, EP-A-0300172 o EP-A-0517156.
Mientras que las herramientas mencionadas aquí son adecuadas para el mecanizado usual con arranque de virutas, sólo resultan interesantes las formas de realización adecuadas para los trabajos de decoletaje.
Mediante los trabajos de decoletaje se mecanizan piezas pequeñas de trabajo en grandes cantidades. En este caso se ejecutan localmente muchas operaciones una detrás de otra o en paralelo, debiéndose disponer varios mangos portacuchillas de torno a la menor distancia posible entre sí.
Las secciones transversales de los mangos portacuchillas de torno con las placas giratorias de corte, fijadas aquí, representan el tamaño límite. Para reducir el tamaño se usan normalmente en las herramientas de decoletaje placas giratorias de corte con un resalto moldeado en forma de paralelogramo en la superficie longitudinal lateral que está en contacto con el mango portacuchillas de torno, atravesando el tornillo de fijación la placa giratoria de corte en la zona del resalto.
Se obtienen así formas relativamente complejas de la placa giratoria de corte. La tecnología descrita aquí no se ha aplicado hasta el momento en las placas giratorias de corte para trabajos de decoletaje. Los técnicos, que trabajan en el sector del decoletaje, están acostumbrados a configurar ellos mismos en especial las placas giratorias de corte, que se necesitan, a partir de piezas en bruto. De forma correspondiente se ponen a disposición sólo piezas en bruto como placas giratorias de corte para los trabajos de decoletaje.
En el trabajo de decoletaje resulta esencial en especial la evacuación correcta de las virutas, ya que las estaciones individuales de mecanizado están situadas localmente una cerca de otra. Por tanto, las virutas de una estación no pueden llegar a la zona del puesto de trabajo contiguo. Esto se puede obtener de forma conocida con escalones correspondientes de guía de virutas. Sin embargo, como ya se mencionó, las placas giratorias de corte se configuran en los talleres de decoletaje en dependencia específicamente de su aplicación y, por consiguiente, las piezas en bruto de placas giratorias de corte para trabajos de decoletaje no están provistas de escalones de guía de virutas. El técnico es el que se ocupa de realizarlos cuando configura específicamente la placa giratoria de corte según sus deseos. En este caso se trata realmente de un anacronismo. A menudo resulta difícil encontrar técnicos capaces de fabricar sobre la base de experiencias puramente empíricas placas giratorias de corte a partir de piezas en bruto sinterizadas con la producción deseada de virutas. El mundo de la técnica parte hasta el momento de que la fabricación de placas giratorias de corte para trabajos de decoletaje con cantos cortantes y producciones de virutas configurados específicamente no se puede sinterizar con la precisión requerida, por lo que sería necesario de todos modos una rectificación y esto no resultaría rentable. El solicitante se ha convencido mediante experimentos propios de que es posible absolutamente proveer de forma directa a las herramientas de decoletaje de escalones de guía de virutas y obtener resultados de alta precisión en contra de los prejuicios existentes.
El documento US-A-5628590 muestra también ejemplos con escalones moldeados de guía de virutas, pero no una placa giratoria de corte sin necesidad de rectificación. El documento US-A-5628590 da a conocer salientes de escalón de guía de virutas y elevaciones de escalón de guía de virutas, pero los cantos cortantes de estas placas giratorias de corte se rectifican afilándose y, por tanto, no representan placas giratorias de corte sin necesidad de rectificación.
El presente objetivo consiste, por tanto, en eliminar los prejuicios existentes y comprobar si estos prejuicios se justifican en el caso de las placas giratorias de corte para herramientas de decoletaje.
Se ha demostrado que las placas giratorias de corte para herramientas de decoletaje se pueden sinterizar directamente según la invención con escalones de guía de virutas adecuados también para el mecanizado, sin obtenerse resultados desventajosos respecto al procedimiento usual hasta el momento de piezas en bruto sinterizadas con escalones de guía de virutas incorporados posteriormente.
Como los técnicos ya casi no disponen en la actualidad de las habilidades mecánicas y manuales para poder fabricar placas giratorias de corte con escalones óptimos de guía de virutas a partir de piezas en bruto, se necesitan también en los tornos de gran rendimiento para trabajos de decoletaje personas que tengan altos conocimientos sobre control de software y programación. De forma correspondiente, cada vez resulta más difícil encontrar personas que tengan tanto estos conocimientos como los conocimientos tradicionales sobre el mecanizado mecánico de placas giratorias de corte. Por tanto, constituye una necesidad creciente la fabricación de placas giratorias de corte para herramientas de decoletaje provistas de forma directa de escalones de guía de virutas altamente precisos.
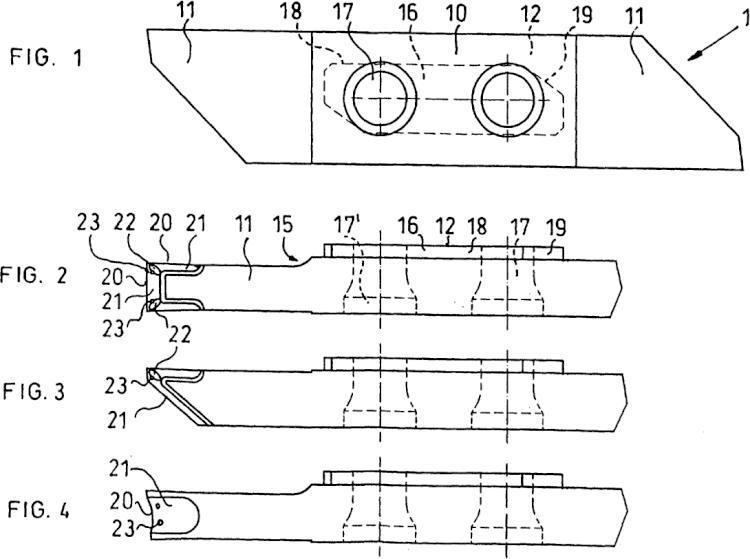
Fig. 1 una placa giratoria sinterizada de corte para una herramienta de decoletaje en la vista lateral, y
Fig. 2 una vista parcial de la placa giratoria de corte según la figura 1, que es adecuada para el ranurado y el cilindrado;
Fig. 3 una vista lateral de una placa giratoria de corte configurada para el torneado de retroceso y
Fig. 4 una placa giratoria de corte configurada como herramienta de tronzado.
La placa giratoria de corte representada en el dibujo condiciona el uso de un mango portacuchillas de torno, moldeado de forma correspondiente, que no está representado aquí. En este caso se trata normalmente de una barra de metal hecha de acero de alta calidad que presenta una sección transversal rectangular, mayormente cuadrada para herramientas de decoletaje. El mango presenta un fresado correspondiente, cuya profundidad está en correspondencia al menos aproximadamente con el espesor de la placa giratoria de corte. En el propio fresado está definida una superficie de contacto, en la que está moldeada a su vez una depresión que sirve para alojar un elemento moldeado correspondiente de la placa giratoria de corte. En la zona de esta depresión están moldeados en el mango portacuchillas de torno orificios roscados, mediante los que la placa giratoria de corte se puede enroscar de manera fija en una posición definida exactamente en el mango portacuchillas de torno.
La placa giratoria 1 de corte está representada en la figura 1 y está configurada con simetría de espejo respecto al centro. La simetría de espejo se deriva de la necesidad de poder usar por ambos lados la placa giratoria de corte girada en 180º. La placa giratoria 2 de corte tiene un cuerpo sinterizado 10 que en la vista lateral de la figura 1 parece tener una forma aproximadamente rectangular. A ambos lados de este cuerpo 10 está moldeada una zona cortante 11. La zona cortante 11 tiene la forma de un trapecio rectangular. Entre las dos zonas cortantes trapezoidales 11 queda una zona 12 de contacto que está en correspondencia con la zona rectangular del cuerpo sinterizado 10. El lado de la placa giratoria 1 de corte opuesto al mango portacuchillas de torno en el estado montado se identifica como lado exterior 14. De forma correspondiente, el lado de la placa giratoria de corte dirigido hacia el mango portacuchillas de torno en el estado montado se identifica como lado interior 15. En el lado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de herramientas de decoletaje en forma de placas giratorias de corte, hechas a partir de materiales sinterizados, que con el fin de guiar correctamente las virutas están provistas de las formas necesarias para el trabajo que se va a realizar, a saber una configuración (20) de cantos cortantes, escalones (21) de guía de virutas, salientes (22) de escalón de guía de virutas y elevaciones (23) de escalón de guía de virutas, estando dispuesto respectivamente entre dos escalones (21) de guía de virutas, que chocan en ángulo entre sí, un saliente (22) de escalón de guía de virutas situado con su eje longitudinal en la bisectriz y fabricándose las placas giratorias de corte con la forma final de uso mediante un procedimiento de sinterización y prensado, sin necesidad de rectificación.
2. Procedimiento según la reivindicación 1, caracterizado porque por medio de una pieza de trabajo fabricada o un dibujo de una pieza de trabajo y teniendo en cuenta el tipo de máquina de decoletaje se elaboran herramientas de sinterización y prensado específicas según el cliente y se fabrican las placas giratorias (1) de corte adecuadas y sin necesidad de rectificación.
3. Herramienta de decoletaje en forma de una placa giratoria (1) de corte fabricada según la reivindicación 1, caracterizada porque entre dos escalones (21) de guía de virutas respectivamente, que chocan en ángulo entre sí, está dispuesto un saliente (22) de escalón de guía de virutas situado con su eje longitudinal en la bisectriz.
4. Herramienta de decoletaje según la reivindicación 3, caracterizada porque la placa giratoria (1) de corte está configurada como herramienta de tronzado (figura 4).
5. Herramienta de decoletaje según la reivindicación 3, caracterizada porque la placa giratoria de corte está configurada como herramienta de ranurado o cilindrado (figura 2).
6. Herramienta de decoletaje según la reivindicación 3, caracterizada porque la placa giratoria de corte está configurada como herramienta de torneado de retroceso (figura 3).
7. Herramienta de decoletaje según la reivindicación 3, caracterizada porque la placa giratoria de corte está configurada como herramienta de ranurado axial.
8. Herramienta de decoletaje según la reivindicación 3, caracterizada porque la placa giratoria de corte está configurada como herramienta de roscado.
9. Herramienta de decoletaje según la reivindicación 3, caracterizada porque en el escalón (21) de guía de virutas están moldeadas elevaciones (23) de desviación de virutas.
10. Herramienta de decoletaje según la reivindicación 3, caracterizada porque en el saliente (22) de escalón de guía de virutas está moldeada al menos una elevación (23) de desviación de virutas.
Patentes similares o relacionadas:
Hoja perforadora y herramienta de ranurado y corte, del 8 de Abril de 2020, de WALTER AG: Hoja perforadora con una conducción de refrigerante interna, por lo que la hoja perforadora presenta dos superficies laterales esencialmente planoparalelas […]
Portaherramientas para sujetar un porta-insertos, del 8 de Febrero de 2017, de ISCAR LTD.: Un portaherramientas que comprende: un bloque principal que tiene una superficie lateral longitudinal con una ranura longitudinal con […]
Cuchilla de troceado y portacuchillas configurados para el transporte de refrigerante presurizado, del 20 de Julio de 2016, de ISCAR LTD.: La cuchilla de troceado 14 comprende: una primera y segunda superficies laterales opuestas (50A, 50B), que se extienden entre los bordes de montaje paralelos longitudinales […]
Máquina de mandrinar para carcasas de turbina, del 1 de Abril de 2015, de SELF LEVELING MACHINE INC: Una máquina de mandrinar que comprende: una barra de mandrinar giratoria que soporta un portaherramientas que se puede mover radialmente […]
Películas de alta claridad y alta rigidez, del 4 de Junio de 2014, de Dow Global Technologies LLC: A Una película soplada en caliente coextruida con al menos tres capas, comprendiendo la película una capa de núcleo intercalada entre dos capas externas, […]
 Herramienta de corte que tiene una pieza de inserción cortante asegurada por contacto a tope no penetrante de un sujetador roscado, del 10 de Octubre de 2012, de ISCAR LTD.: Una pieza de inserción cortante , configurada para ser retenida dentro de un soporte de piezade inserción, de tal manera que la pieza de […]
Herramienta de corte que tiene una pieza de inserción cortante asegurada por contacto a tope no penetrante de un sujetador roscado, del 10 de Octubre de 2012, de ISCAR LTD.: Una pieza de inserción cortante , configurada para ser retenida dentro de un soporte de piezade inserción, de tal manera que la pieza de […]
Una herramienta de mecanización con retirada de virutas y un cuerpo básico para ella, del 15 de Agosto de 2012, de SANDVIK INTELLECTUAL PROPERTY AB: Un cuerpo básico para herramientas de mecanización con retirada de virutas, que comprende una parte defijación trasera, una parte de […]
 Herramienta para la mecanización de extracción de virutas y armazón básico para la misma, del 27 de Junio de 2012, de SANDVIK INTELLECTUAL PROPERTY AB: Un armazón básico para herramientas para la mecanización de la extracción de virutas, que comprende unapieza de fijación posterior , una pieza de […]
Herramienta para la mecanización de extracción de virutas y armazón básico para la misma, del 27 de Junio de 2012, de SANDVIK INTELLECTUAL PROPERTY AB: Un armazón básico para herramientas para la mecanización de la extracción de virutas, que comprende unapieza de fijación posterior , una pieza de […]