FRESA PARA FRESADO DE SUPERFICIES A ALTA VELOCIDAD.
Una herramienta de fresa que comprende: un cuerpo de corte (41) incluyendo al menos un bolsillo de insertar el corte (42),
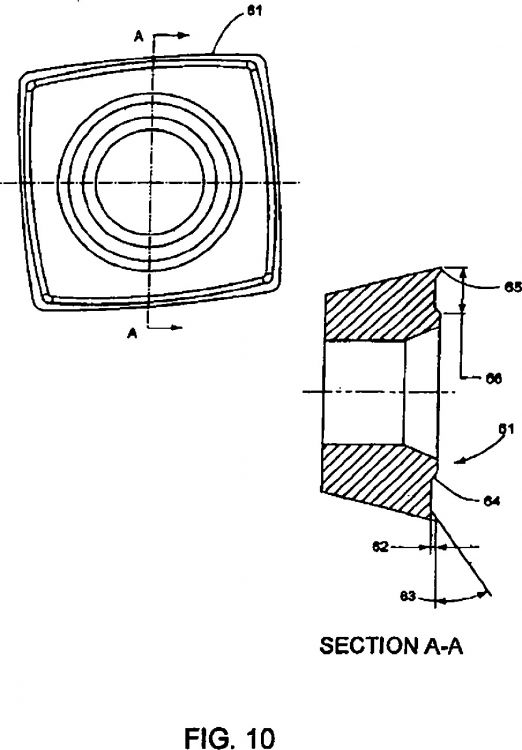
y al menos un inserto de corte (10) colocado en el bolsillo de inserción de corte (42), el inserto de corte (10) que comprende una superficie superior (15) que comprende cuatro filos de corte convexa idénticos (12) y cuatro esquinas redondeadas idénticas (23) conectados los bordes de los cortes convexos (12), en donde cada arista convexa de corte (12) incluye una región de borde curva (25) y una región de primera ventaja sustancial de corte recto adyacente a la región de borde curvo (25), y en donde un radio de cada región del borde curvo de corte (25) es mayor o igual a dos veces el radio del círculo más grande que pueda ser inscrito en la superficie superior (15); una superficie inferior (17) que comprende un borde inferior (21), y cuatro superficies laterales idénticas (19), cada superficie lateral (19) se extiende entre un filo convexo de corte (12) y el borde inferior (21); caracterizado porque cada superficie lateral (19) incluye una superficie primaria cónica despejada (28) extendiéndose desde una región de borde curvo de corte (25) hacia el borde inferior (21), y una primera cara plana (33) se extiende desde una primera región de borde de corte sustancialmente recto hacia el borde inferior (21), y una superficie cónica secundaria despejada (26) se extiende desde cada esquina redondeada (23) hacia el borde inferior (21), en el cual cuando la pieza de corte (10) está montado en el bolsillo inserción de corte (42 ) de la fresa (41) una primera región borde de corte sustancialmente recto del inserto de corte (10) se extiende en una dirección prácticamente perpendicular a un eje de corte (46) del cuerpo de corte (41)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07115044.
Solicitante: TDY INDUSTRIES, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1000 SIX PPG PLACE PITTSBURGH, PA 15222 ESTADOS UNIDOS DE AMERICA.
Inventor/es: FESTEAU,GILLES, DUFOUR,JEAN-LUC, FANG,DANIEL,X, WILLS,DAVID,J.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Octubre de 2004.
Fecha Concesión Europea: 21 de Julio de 2010.
Clasificación Internacional de Patentes:
- B23C5/20B
Clasificación PCT:
- B23C5/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › con elementos cortantes o dientes amovibles.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
Fresa para fresado de superficies a alta velocidad.
Campo del invento
La presente descripción está dirigida a una fresa de acuerdo con el preámbulo de la reivindicación 1. La fresa exhibe una combinación de fuerza favorable de filo cortador, y única geometría del filo cortador, permitiendo, así, operaciones de fresado a unos porcentajes de velocidad relativamente alta y pudiendo ser útil en fresado de superficies, fresado de ranuras, fresado de penetración, y operaciones de superficies inclinadas.
Descripción de los antecedentes de la invención
Métodos mecánicos tradicionales, que son el medio principal de eliminar el metal de las piezas de trabajo, incluye corte de viruta (tal como fresado, taladrado, torneado, brochado, escariado, y golpeado) y métodos de mecanización abrasiva (tales como chorrear con arena, rectificar, y pulido. Uno de estos procesos de corte de viruta, fresado de cara, puede ser útil para producir una superficie generalmente plana en una pieza de mecanizado. Una herramienta de fresado superficial o "fresado de cara" es llamada así porque la superficie plana de la pieza es producida por la acción de la cara de la herramienta, aunque el borde de corte del diámetro exterior o del bisel elimina la mayoría del material. En una aplicación típica, una herramienta de corte de fresado comprende un número de inserciones de corte puede ser accionada por un husillo en una posición perpendicular al eje al ser de la superficie fresada. Manual del ASM, volumen 16, "trabajando a máquina" (interno del ASM. 1989) p. 311.
Una fresa produce virutas con grosor de virutas variable. El grosor de la viruta puede ser utilizado en calcular la máxima carga por unidad de longitud ejercida en los cortes de una fresa. Un grosor medio de la viruta es típicamente utilizado en tales cálculos. El grosor medio de la viruta puede ser calculada y varía con el ángulo de incidencia de inserto de corte para la misma velocidad de alimentación del material. Por ejemplo una inserción con forma substancialmente cuadrada que tiene cuatro bordes de corte idénticos, un ángulo de incidencia más grande produce un grosor medio más grande de la viruta durante el mecanizado, mientras que un ángulo de incidencia más pequeño produce virutas de un espesor medio más pequeño. Un ejemplo de la variación del grosor medio de la viruta con el ángulo de incidencia de insertos mostrado en la figura 1. La figura 1 ilustra una comparación de un inserto mecanizado con forma cuadrada idéntico con los ángulos de 90 grados., 75 grados., y 45 grados. Como indicado en la figura 1, como los aumentos del ángulo de incidencia a partir de 45 grados en la figura 1 (a), a 75 grados en la figura 1 (b), a 90 grados en la figura 1 (c), la media del grosor de la viruta (hm) incrementa a partir de 0.71 veces la alimentación por el diente del soporte ("fz"), a 0.97 X (fz), al fz. Más generalmente, el grosor de la viruta para un inserto de corte con forma cuadrada, o cualquier otro inserto que tiene un borde de corte lineal utilizado en una herramienta de corte fresado, puede ser calculado usando la ecuación hm = fz x sin(K), donde hm es el grosor medio-viruta, y K es el ángulo de incidencia medido de la manera mostrada en la figura 1.
La figura 1 también indica que la longitud del borde de corte acoplado al usar 90 grados del ángulo de incidencia es el más corto entre esos escenarios mostrados en la figura 1, mientras que la longitud del borde de corte acoplado es el más largo cuando el ángulo de incidencia es 45 grados. Esto significa que la cara de fresado usando un ángulo de incidencia de 90 grados produce más carga, es decir, mayores esfuerzos, en el borde de corte por la unidad de longitud comparada con el fresado usando 45 grados. ángulo de incidencia, para la misma profundidad de corte. Una ventaja de reducir la carga en el borde de corte por unidad de longitud es que la carga reducida permite emplear una velocidad de alimentación más alta por el diente en la operación de fresado y mejora la vida de la herramienta. Así, para reducir los esfuerzos de carga medios en el borde de corte acoplado, es claramente una ventaja el uso del ángulo de incidencia más pequeño.
Los insertos de corte de forma cuadrada son de uso general en fresado de cara y de profundidad porque son fuerte, indexable y tienen múltiples bordes de corte. Teniendo los insertos una forma substancialmente cuadrada o que incluyen de otra manera cuatro bordes de corte son divulgadas en, por ejemplo, Patente USA No. 5.951.212 y 5.454.670, La solicitud publicada núm. US2002/0098049, la referencia japonesa Número. 08174327, y la publicación de PCT núm. WO96/35538A. Una característica común de los insertos divulgados en estas referencias es la combinación de cuatro bordes de corte rectos y ya sea un plana o un bisel de la holgura plana (o relieve) la superficie debajo de cada borde de corte.
Es bien sabido que los insertos de forma redonda, sin embargo, tienen el borde de corte más fuerte. Además, los insertos de forma redonda proporcionan una combinación favorable de resistencia máxima de esquina, de buena capacidad de la eliminación del material, de resistencia al choque mecánico, y de distribución térmica. Como tales, los insertos de fresado de cara con forma redonda son frecuentemente usados para las aplicaciones maquinarias más exigentes, tales como ésos que implican los materiales de tipo de corte difícil, los materiales duros, los materiales resistentes al calor, el titanio, etc. El inserto cortador de forma redonda usando la cara de fresado, el ángulo de incidencia y la extensión del borde de corte acoplado variaran con la profundidad de corte, según las indicaciones de la figura 2. El grosor medio de la viruta producido por un inserto de forma redonda puede ser aproximadamente calculado por la siguiente ecuación (I):

Donde hm es el grosor medio de la viruta, el fz es la alimentación por el diente de una fresa, R es el radio de inserto de corte de la forma redonda, y el doc es la profundidad de corte. La ecuación antes dicha indica que cuando el corte con un inserto de forma redonda, el grosor de la viruta varía con la profundidad de corte. En cambio, cuando el corte usando un inserto de forma cuadrada o cualquier inserto que tiene un borde de corte lineal, el grosor de la viruta no cambia con los cambios en la profundidad de corte si el ángulo de incidencia permanece el mismo (véase la figura 1).
Además, para la misma profundidad de corte, una radio más grande del inserto de forma redonda corresponde siempre a una porción más grande del borde de corte que acopla la pieza de trabajo, según lo ilustrado en la figura 3, así, reduciendo la carga media del esfuerzo por la unidad de longitud en el borde de corte. Esto, por otra parte, permite el uso de velocidades de alimentación más altas durante la cara del fresado sin una pérdida de la calidad. Sin embargo, una limitación de un inserto de corte de forma redonda se extiende en ésta cuanto más largo es el radio, más grande es el inserto. Es difícil utilizar completamente las ventajas proporcionadas por los insertos de forma redonda de incrementar el radio cada vez más grande en las aplicaciones convencionales de mecanizado debido a su tamaño.
Una herramienta de corte de fresado de acuerdo al preámbulo de la reivindicación 1 es revelado en WO 02/18083 A2.
Por consiguiente, superar los problemas de la carga del borde de corte que pueden ser encontrados en la cara de fresado con los grandes ángulos de incidencia, es el objetivo para suministrar un diseño mejorado del inserto de corte que permita porcentajes de alimentación significativamente incrementados durante las operaciones de fresado de cara mientras se mantiene la vida de la herramienta la misma o más larga de los insertos de corte. También, hay una necesidad para un inserto de corte nuevo que sea similar a un inserto de forma redonda en que exhibe una resistencia del borde de corte favorable, pero también sea similar a un inserto de forma cuadrada en que incluya múltiples bordes de corte, sea indexable, y también permita una velocidad de alimentación alta y propiedades favorables del desgaste.
El objeto es resuelto por una herramienta de corte de fresado que tenga las características de la reivindicación 1. Además desarrollos de la invención son definidos en las reivindicaciones dependientes.
Resumen
Para conseguir las necesidades anteriores, la presente descripción proporciona una herramienta...
Reivindicaciones:
1. Una herramienta de fresa que comprende:
un cuerpo de corte (41) incluyendo al menos un bolsillo de insertar el corte (42), y al menos un inserto de corte (10) colocado en el bolsillo de inserción de corte (42), el inserto de corte (10) que comprende una superficie superior (15) que comprende cuatro filos de corte convexa idénticos (12) y cuatro esquinas redondeadas idénticas (23) conectados los bordes de los cortes convexos (12), en donde cada arista convexa de corte (12) incluye una región de borde curva (25) y una región de primera ventaja sustancial de corte recto adyacente a la región de borde curvo (25), y en donde un radio de cada región del borde curvo de corte (25) es mayor o igual a dos veces el radio del círculo más grande que pueda ser inscrito en la superficie superior (15);
una superficie inferior (17) que comprende un borde inferior (21), y cuatro superficies laterales idénticas (19), cada superficie lateral (19) se extiende entre un filo convexo de corte (12) y el borde inferior (21); caracterizado porque
cada superficie lateral (19) incluye una superficie primaria cónica despejada (28) extendiéndose desde una región de borde curvo de corte (25) hacia el borde inferior (21), y una primera cara plana (33) se extiende desde una primera región de borde de corte sustancialmente recto hacia el borde inferior (21), y una superficie cónica secundaria despejada (26) se extiende desde cada esquina redondeada (23) hacia el borde inferior (21), en el cual cuando la pieza de corte (10) está montado en el bolsillo inserción de corte (42 ) de la fresa (41) una primera región borde de corte sustancialmente recto del inserto de corte (10) se extiende en una dirección prácticamente perpendicular a un eje de corte (46) del cuerpo de corte (41).
2. Una herramienta de fresa de la reivindicación 1, en donde un perímetro de la superficie inferior (17) es menor que un perímetro de la superficie superior (15).
3. La herramienta de fresa de la reivindicación 1, en donde cada una de las esquinas redondeada(23) comprende por lo menos uno de un arco circular, una serie de arcos circulares, y de una curva de la estría multi-segmento.
4. Una herramienta de fresa de la reivindicación 1, en donde cada superficie primaria cónica despejada (28) se extiende desde la región de borde de corte curvada (25) al borde inferior (21).
5. Una herramienta de fresa de la reivindicación 1, en donde el radio de cada región del borde de corte curvado (25) es mayor que o igual que cinco veces un radio de mayor circulo que puede ser inscrito en la superficie superior (15).
6. Una herramienta de fresa de la reivindicación 1, en donde cada lado de superficie (19) además comprende una superficie plana despejada (35) extendiéndose desde la región curvada del borde de corte hacia el borde inferior (21), la superficie plana despejada (35) extendiéndose desde la primera cara plana (33) hasta el borde inferior (21).
7. Una herramienta de fresa de la reivindicación 6, en donde un perímetro de la superficie inferior (17) es menor que un perímetro de la superficie superior (15).
8. Una herramienta de fresa de la reivindicación 7, en donde el radio de cada región de borde de corte curvado (25) es mayor que o igual que cinco veces un radio del mayor circulo que puede ser inscrito en la superficie superior (15).
9. Una herramienta de fresa de la reivindicación 1 en donde cada borde de corte convexo (12) comprende además una segunda región de borde de corte substancialmente recta (27) entre la primera región de borde de corte substancialmente recta (29) y una esquina redondeada (23); y la superficie de cada lado (19) además comprende una segunda cara plana (31) extendiéndose desde la segunda región de borde de corte substancialmente recta (27) hacia el borde inferior (21).
10. Una herramienta de fresa de la reivindicación 9, en donde la superficie de cada lado (19) además comprende una superficie despejada plana (35) extendiéndose desde la región adyacente de borde de corte curvo (25) hacia el borde inferior (21), y una superficie despejada plana (35), extendiéndose por lo menos en la primera cara plana (33) y la segunda cara plana (31) hacia el borde inferior (21).
11. Una herramienta de fresa de la reivindicación 8, en donde cada borde de corte convexo (12) comprende además una tercera región de borde de corte substancialmente recto (144) entre la segunda región de borde de corte substancialmente recto (145) y la esquina redondeada (143); y cada superficie del lado (19) además comprende una tercera cara plana extendiéndose desde una tercera región de borde de corte substancialmente recta (144) hacia el borde inferior (21).
12. Una herramienta de fresa de la reivindicación 11, en donde cada lado de superficie (19) además comprende una superficie despejada plana (35) extendiéndose desde la región adyacente de borde de corte curvo (25) hacia el borde inferior (21), y una superficie despejada plana (35) extendiéndose al menos una de la primera cara plana (33), la segunda cara plana (31), y una tercera cara plana hacia el borde inferior (21).
13. Una herramienta de fresa de la reivindicación 1, en donde cada borde de corte convexo (12) comprende además al menos una porción de una elipse, una porción de una parábola, y una curva lineal multisegmento.
14. Una herramienta de fresa de la reivindicación 1, comprende además una disposición rompe virutas en la superficie superior (15).
15. Una herramienta de fresa de la reivindicación 1, en donde cada borde de corte convexo (12), es paralelo a la superficie inferior (17).
16. Una herramienta de fresa de la reivindicación 1, en donde el cuerpo de corte (41) incluye una pluralidad de bolsillos de inserciones de corte (42) y un inserto de corte (10) asegurados en cada bolsillo de inserto de corte (42).
Patentes similares o relacionadas:
 UNA PIEZA PARA INSERTAR ORIENTABLE DE FRESADO DE EXTREMO, del 31 de Marzo de 2011, de SANDVIK INTELLECTUAL PROPERTY AB: Una pieza para insertar o plaquita orientable para fresado de extremo que comprende un lado inferior , un lado superior y una pluralidad […]
UNA PIEZA PARA INSERTAR ORIENTABLE DE FRESADO DE EXTREMO, del 31 de Marzo de 2011, de SANDVIK INTELLECTUAL PROPERTY AB: Una pieza para insertar o plaquita orientable para fresado de extremo que comprende un lado inferior , un lado superior y una pluralidad […]
Fabricación de insertos de corte, del 29 de Julio de 2020, de ISCAR LTD.: Un método para fabricar un cuerpo verde de inserto de corte que comprende las etapas de: (i) proporcionar un conjunto de herramientas de cuerpo 5 […]
Accesorio de corte y fresadora de superficie que utiliza el mismo, del 27 de Mayo de 2020, de SUMITOMO ELECTRIC HARDMETAL CORP.: Accesorio de corte para una fresadora, comprendiendo el accesorio de corte dos superficies principales poligonales , una enfrente de la otra, y una pluralidad de superficies […]
Dispositivo para fresar una vía férrea, del 11 de Marzo de 2020, de LORAM MAINTENANCE OF WAY, INC: Placa de fresado para vía férrea destinada a montarse en un vagón de ferrocarril con el objeto de mantener una vía férrea, comprendiendo la placa […]
Fresa con inserto de corte intercambiable, del 22 de Enero de 2020, de TAEGUTEC LTD: Cortador de fresado que comprende una cavidad de inserto y un inserto de corte montado en la cavidad de inserto mediante un tornillo de retención; […]
INSERTO DE CORTE APLICABLE A HERRAMIENTAS DE MECANIZADO Y HERRAMIENTA QUE LO PORTA, del 2 de Enero de 2020, de HERRAMIENTAS PREZISS, S.L.: Inserto de corte aplicable a herramientas de mecanizado y herramienta que lo porta. El inserto posee un filo de corte que puede ser completamente […]
Un sistema de corte para el fresado de perfiles, del 11 de Diciembre de 2019, de LSAB Sverige AB: Un sistema de corte para el fresado de perfiles, el sistema de corte que comprende: un cabezal de corte cilíndrico proporcionado con una ranura (11, […]
Fresa, del 6 de Noviembre de 2019, de ISCAR LTD.: Una pieza de inserción de corte tangencial (10, 10'', 10'''') que comprende: dos superficies frontales idénticas opuestas (12, 12'', 12'''') con simetría rotacional […]