PROCEDIMIENTO DE FABRICACIÓN DE UN DISCO DE ÁLABES MONOBLOQUE DE UN ROTOR Y DISCO CORRESPONDIENTE.
Procedimiento de fabricación de un disco (8) de álabes monobloque de rotor,
caracterizado por que consiste, después de haber entallado el disco hasta un estado en bruto para formar en él piezas de álabe (6) en bruto, en fresar las piezas en bruto de los álabes con un fresado tangencial por un útil (17), que realiza pasadas (22) sucesivas sensiblemente radiales con respecto al disco y que es girado un ángulo de facetas, en un plano tangencial con respecto al disco, después de cada una de las pasadas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02292079.
Dirección: 2 BOULEVARD DU GÉNÉRAL MARTIAL VALIN 75015 PARIS FRANCIA.
Inventor/es: Bourgy,Joel, David,Jean-Pierre André Denis, Derrien,Stéphane Jean-Daniel, Maleville,Thierry Jean.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Agosto de 2002.
Clasificación Internacional de Patentes:
B23C3/18TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 3/00 Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32). › para la conformación de hélice, deflectores de turbinas o ruedas de aletas.
F01D5/14C
F01D5/34MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01D MAQUINAS O MOTORES DE DESPLAZAMIENTO NO POSITIVO, p. ej., TURBINAS DE VAPOR (motores de combustión F02; máquinas o motores de líquidos F03, F04; bombas de desplazamiento no positivo F04D). › F01D 5/00 Alabes; Organos de soporte de álabes (alojamiento de los inyectores F01D 9/02 ); Calentamiento, aislamiento térmico, refrigeración, o dispositivos antivibración en los álabes o en los órganos soporte. › Conjuntos rotor-álabes monobloques.
Clasificación PCT:
B23C3/18B23C 3/00 […] › para la conformación de hélice, deflectores de turbinas o ruedas de aletas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
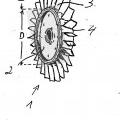
Procedimiento de fabricación de un disco de álabes monobloque de un rotor y disco correspondiente Este invento se refiere, ante todo, a un procedimiento de fabricación de un disco de álabes monobloque de un rotor, y también a discos de forma característica que resultan de este procedimiento. La discusión se refiere a la mecanización de los álabes del disco a partir de una forma maciza constituida por el disco en estado bruto. Un mecanizado preliminar del disco por una fresa de gran radio permite entallar el disco dejando que permanezcan las piezas en bruto de los álabes, que deben mecanizarse de acabado más finamente hasta la forma definitiva. Es habitual recurrir al fresado y, sobre todo, a fresas de forma especial, de forma cónica, y que se afinan hacia un extremo redondeado, permitiendo efectuar mecanizados de gran precisión. Un procedimiento conocido es un fresado frontal, donde el eje de rotación de la fresa está orientado radialmente al disco y rota alrededor de cada uno de los álabes profundizando progresivamente hacia la llanta del disco, mecanizando el álabe por medio de una trayectoria helicoidal. El eje de rotación de la fresa está, en realidad, ligeramente inclinado de modo que esté alejado del álabe mecanizado y que realice el mecanizado esencialmente por la punta redondeada de la fresa. La altura de pasada, es decir, el paso de la hélice, es de alrededor de 4 mm, de suerte que un álabe no se termina de mecanizar más que después de algunas centenas de pasadas. Este procedimiento es, pues, bastante largo, lo que limita la altura de los álabes a los que puede aplicarse. Se ha ideado también el fresado por el flanco o fresado tangencial con una fresa de la misma forma cónica y también redondeada por la punta, pero cuya parte cónica es más larga. La fresa se dispone radialmente como antes, pero, en este caso, se fresa el extremo del álabe con la parte cónica en una sola pasada ancha, mientras que el pie del álabe se fresa como antes principalmente con la punta de la fresa en pequeñas pasadas. La pasada ancha permite ganar tiempo con respecto al procedimiento precedente, incluso si debe reducirse la velocidad de avance del útil; pero el fresado más rápido se acompaña de vibraciones y de flexiones del álabe que lo hacen todavía más inaplicable para álabes bastante altos. Por otro lado, este procedimiento es más delicado de ejecución como consecuencia del riesgo de profundización del álabe, que podría producir un suplemento de mecanizado involuntario con la parte cónica sobre una porción ya mecanizada. Se ha buscado, pues, con la concepción este invento, un procedimiento más cómodo de fabricación por fresado de un disco de álabes monobloque. El procedimiento propuesto aquí es rápido y se aplica a álabes de todas las alturas. Presenta el inconveniente de producir superficies de álabe con facetas de aspecto más basto y que por lo menos proporcionan buena circulación, aunque se ha comprobado que la pérdida de rendimiento correspondiente se podía reducir mucho no aceptando más que irregularidades moderadas. En su forma más general, el invento se refiere así a un procedimiento de fabricación de un disco de álabes monobloque de rotor, caracterizado por que consiste, después de haber entallado el disco en un estado bruto para formar con él piezas en bruto de álabes, en fresar las piezas en bruto de los álabes con un fresado tangencial mediante un útil que recorre en pasadas sucesivas sensiblemente radiales con respecto al disco y que se gira un ángulo de las facetas, en un plano tangencial con respecto al disco, después de cada una de las pasadas. Una característica del procedimiento es que la forma del álabe resulta esencialmente de la acción de la parte principal (sensiblemente cónica) de la fresa más que de su punta redondeada. Las pasadas son paralelas y de poca cobertura; la altura de la pasada es sensiblemente igual a la altura de la parte principal de la fresa, o sea algunos milímetros. Como la superficie a fresar es la misma en todos los procedimientos, se mide hasta qué punto se reduce el número de pasadas y, en consecuencia, el tiempo de mecanizado. El útil puede tener una parte central cónica, una parte extrema redondeada y una parte de acoplamiento con un eje de rotación redondeado, reduciéndose la parte central hacia la parte extrema y acoplándose a la parte extrema y a la parte de acoplamiento de modo liso sin formar arista. Una ventaja importante del invento es la posibilidad de dejar que exista un anillo exterior, que una las puntas de los álabes y que contribuya a reforzarlos y a sostenerlos durante el fresado, lo que reduce enormemente las vibraciones y las flexiones. El anillo es un vestigio del disco en estado bruto y es, pues, monobloque con los álabes; se separa de ellos por un mecanizado final acometido después de que los álabes hayan adquirido su forma definitiva. El disco de álabes monobloque característico del invento tiene caras formadas por facetas longitudinales sensiblemente radiales. Se puede obtener este disco por el procedimiento que se acaba de exponer, pero no se excluye que pueda obtenerse de otro modo. Las facetas pueden estar directamente unidas, especialmente en la cara del extradós de los álabes, aunque también pueden estar separadas por porciones cóncavas de unión por lo menos en la cara del intradós, producidas esencialmente por mecanizados de la punta redondeada de la fresa. Se aconseja que las facetas tengan una anchura igual a por lo menos 5 mm y direcciones que formen ángulos inferiores a 5º para facetas vecinas, lo que no reduce más que ligeramente los comportamientos aerodinámicos del álabe; se ha constatado, por otra parte, que por debajo de 3º la pérdida de rendimientos con respecto a un álabe perfectamente liso era despreciable. 2 Se describirá ahora el invento en combinación con las figuras siguientes: - las figuras 1 y 2 son vistas generales de los procedimientos susodichos de la técnica anterior, - las figuras 3, 4 y 5 ilustran el procedimiento del invento mediante vistas de una porción de disco en mecanizado según los tres ejes principales, - la figura 6 ilustra los álabes obtenidos, y - las figuras 7 y 8 son detalles de los perfiles de los álabes. Las fresas utilizadas tradicionalmente para mecanizar los álabes, la que lleva la referencia 1 en la figura 1, comprenden una parte 2 principal cónica terminada en una punta 3 redondeada y con mayor precisión semiesférica; Las porciones 2 y 3 están dotadas de dientes de corte, y la fresa 1 gira alrededor de un eje 4 de rotación accionado por una máquina 5 de mando numérico, que no se representado en detalle. En el procedimiento de soldadura frontal, o por la punta con un útil semejante, que se ha mencionado al principio, se aplica la punta 3 sobre el álabe 6 que compone, junto con otros álabes semejantes y una llanta 7, un disco 8 de álabes monobloque en curso de mecanizado. El eje 4 y la fresa 1 tienen una orientación sensiblemente radial con una pequeña inclinación tangencial (según las direcciones principales del disco 8). La fresa 1 está desplazada perpendicularmente a la hoja, ejecutando pasadas sucesivas a alturas respectivas del álabe 6, separadas por alturas tales como h, designando la referencia 9 la sección de virutas que serán arrancadas en la próxima pasada. La fresa de la figura 2, a la que se ha atribuido la referencia 10, comprende, entre la punta 3 semiesférica y el eje 4 de rotación ya conocidos en la figura 1 precedente, una parte 2 principal cónica de mayor longitud que la 2 precedente. El álabe 6 comprende, en este caso, una porción 11 mecanizada de una vez por la parte 2 principal, habiéndose mecanizado la parte 12 complementaria del álabe 6, próxima a la llanta 7, en pasadas sucesivas por medio de la punta 3 de la fresa 10. En este caso también, se ha mantenido el eje 4 en una posición sensiblemente radial con una pequeña inclinación. Se hace referencia ahora al procedimiento del invento y a las figuras 3, 4 y 5. Los álabes en el estado de piezas en bruto, la llanta y el disco llevan siempre las referencias 6, 7 y 8, respectivamente. El disco en el estado de pieza en bruto es macizo y está circunscrito a una circunferencia 13 ligeramente superior al radio exterior de los álabes 6 en el estado final. Una primera etapa consiste en entallar el disco en estado de pieza en bruto para separar las piezas en bruto de los álabes 6. Se puede arrancar una proporción variable del material intermedio. En una forma preferida de realización, se procede con una fresa gruesa cilíndrica o cónica a realizar escotaduras 14 de profundidad moderada, luego un orificio 15 excéntrico, que pasa no lejos de la forma final de uno de los álabes 6, dejando que subsista un anillo 16 en el exterior de la pieza en bruto del disco, destinado a unir los extremos de los álabes 6 y a... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un disco (8) de álabes monobloque de rotor, caracterizado por que consiste, después de haber entallado el disco hasta un estado en bruto para formar en él piezas de álabe (6) en bruto, en fresar las piezas en bruto de los álabes con un fresado tangencial por un útil (17), que realiza pasadas (22) sucesivas sensiblemente radiales con respecto al disco y que es girado un ángulo de facetas, en un plano tangencial con respecto al disco, después de cada una de las pasadas. 2. Procedimiento de fabricación de un disco de álabes según la reivindicación 1, caracterizado por que el útil tiene una parte (18) central cónica, una parte (19) extrema redondeada y una parte (20) de acoplamiento a un eje de rotación redondeado y que se va reduciendo hacia el eje (21) de rotación, reduciéndose la parte central hacia la parte extrema, y uniéndose a la parte de extrema y a la parte de acoplamiento sin formar arista. 3. Procedimiento de fabricación de un disco de álabes según una cualquiera de las reivindicaciones 1 o 2, caracterizado por que las pasadas se extienden desde una llanta (7) del disco a un anillo (16) de sujeción exterior, que une las piezas en bruto de los álabes, y por que el anillo se separa de los álabes después de que las piezas en bruto de los álabes (6) hayan sido fresadas. 4. Procedimiento de fabricación de un disco de álabes según la reivindicación 3, caracterizado por que el anillo se separa de los álabes por una electroerosión (23) con alambre. 5. Procedimiento de fabricación de un disco de álabes según una cualquiera de las reivindicaciones 1 a 4, caracterizado por que el útil (17) está inclinado en un plano sensiblemente radial en por lo menos uno de los extremos de las pasadas. 6. Procedimiento de fabricación de un disco de álabes según una cualquiera de las reivindicaciones 1 a 5, caracterizado por que las piezas en bruto de los álabes se fresan completamente dos veces, siendo el útil (17) una herramienta de semiacabado y luego una herramienta de acabado. 7. Procedimiento de fabricación de un disco de álabes según las reivindicaciones 2 a 6, caracterizado por que el útil de semiacabado tiene una parte (18) central más larga que el útil de acabado. 8. Disco (8) de álabes monobloque, caracterizado por que comprende álabes (6) que tienen caras formadas por facetas (23) longitudinales sensiblemente radiales. 9. Disco de álabes monobloque según la reivindicación 8, caracterizado por que las facetas están separadas por porciones (25) cóncavas de unión por lo menos a las caras del intradós. 10. Disco de álabes monobloque según una cualquiera de las reivindicaciones 8 o 9, caracterizado por que las facetas tienen direcciones que forman ángulos inferiores a 5º, y preferiblemente inferiores a 3º, y anchuras iguales a por lo menos 5 mm. 6 7 8 9
Patentes similares o relacionadas:
Compresor centrífugo de gas o bomba que incluye una corona y un carenado, del 2 de Octubre de 2019, de Thy Engineering: Compresor centrífugo de gas o bomba que incluye un cuerpo , una rueda montada rotativa en el cuerpo alrededor de un eje de rueda (A), […]
Dispositivo de rotor, dispositivo de rotor de turbina, y turbina de gas y motor de turbina con los mismos, del 3 de Mayo de 2019, de TSINGHUA UNIVERSITY: Un dispositivo de rotor de turbina, que comprende:
un cuerpo de rotor de turbina, en donde el cuerpo de rotor de turbina comprende:
un disco […]
MINI-TURBINA, del 11 de Mayo de 2018, de FUNDACION TEKNIKER: Mini-turbina para ser instalada en conductos de gas para recolectar energía eléctrica a partir de la energía cinética del fluido que la […]
Pala de rodete de compresor con empalme elíptico evolutivo, del 16 de Noviembre de 2016, de Safran Helicopter Engines: Rodete de compresor que comprende al menos una pala unida a un cubo del rodete por un empalme de forma curva, extendiéndose la citada […]
Rotor integral alabeado con álabes soldados en el disco de Ti-6242 y Ti-6246; método para la fabricación de semejante rotor, compresor y turbina de gas con semejante rotor, del 27 de Noviembre de 2015, de MTU AERO ENGINES GMBH: Rotor integral alabeado con un disco y una multitud de álabes dispuestos en el disco mediante soldadura, comprendiendo el rotor integral […]
Rotor de álabe integral y método para fabricar un rotor de álabe integral, del 8 de Octubre de 2014, de MTU Aero Engines AG: Rotor de álabe integral para una máquina de corriente, especialmente una turbina de gas, con un cuerpo base de rotor , en cuya zona […]
Copolímero aleatorio de propileno con alta rigidez y baja turbidez, del 26 de Febrero de 2014, de BOREALIS AG: Copolímero de propileno (R-PP) que comprende una fracción de copolímero de propileno (C-A) y una fracción de copolímero de propileno (B) que están en la relación en peso [ […]
Rotor ranurado con álabes integrados, del 4 de Diciembre de 2013, de GENERAL ELECTRIC COMPANY: Una estructura disco-álabes unitaria , que comprende: un disco que incluye un reborde (16a); una fila de álabes que se extiende en dirección radial hacia […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Rotor integral alabeado con álabes soldados en el disco de Ti-6242 y Ti-6246; método para la fabricación de semejante rotor, compresor y turbina de gas con semejante rotor, del 27 de Noviembre de 2015, de MTU AERO ENGINES GMBH: Rotor integral alabeado con un disco y una multitud de álabes dispuestos en el disco mediante soldadura, comprendiendo el rotor integral […]
Rotor integral alabeado con álabes soldados en el disco de Ti-6242 y Ti-6246; método para la fabricación de semejante rotor, compresor y turbina de gas con semejante rotor, del 27 de Noviembre de 2015, de MTU AERO ENGINES GMBH: Rotor integral alabeado con un disco y una multitud de álabes dispuestos en el disco mediante soldadura, comprendiendo el rotor integral […] Rotor ranurado con álabes integrados, del 4 de Diciembre de 2013, de GENERAL ELECTRIC COMPANY: Una estructura disco-álabes unitaria , que comprende: un disco que incluye un reborde (16a); una fila de álabes que se extiende en dirección radial hacia […]
Rotor ranurado con álabes integrados, del 4 de Diciembre de 2013, de GENERAL ELECTRIC COMPANY: Una estructura disco-álabes unitaria , que comprende: un disco que incluye un reborde (16a); una fila de álabes que se extiende en dirección radial hacia […]