PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS DE CONSTRUCCIÓN.
Un procedimiento de fabricación de un elemento de construcción basado en yeso,
que consiste en colocar al menos yeso y agua en un molde (10) con la forma del elemento a obtener, comprimir la mezcla de yeso y de agua en el molde, y desmoldear el elemento obtenido, caracterizado porque la cantidad de agua en la mezcla es sensiblemente igual al doble de la cantidad de agua necesaria para la cristalización del yeso a presión atmosférica y la presión aplicada a la mezcla en el molde es al menos igual a un valor umbral por encima del cual se impide la cristalización del yeso, consistiendo después el procedimiento en provocar la rápida cristalización del yeso por disminución la presión aplicada a la mezcla
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2002/000831.
Solicitante: SERASTONE TECNOLOGIA.
Nacionalidad solicitante: España.
Inventor/es: GAILLARD, JEAN-MARIE, SERRAS,Edouard.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Marzo de 2002.
Clasificación Internacional de Patentes:
- B28B1/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › hundiendo los machos en los moldes ya llenos, para formar objetos huecos.
- B28B3/00 B28B […] › Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
- B28B7/46B
- C04B40/02P
Clasificación PCT:
- C04B28/14 QUIMICA; METALURGIA. › C04 CEMENTOS; HORMIGON; PIEDRA ARTIFICIAL; CERAMICAS; REFRACTARIOS. › C04B LIMA; MAGNESIA; ESCORIAS; CEMENTOS; SUS COMPOSICIONES, p. ej. MORTEROS, HORMIGON O MATERIALES DE CONSTRUCCION SIMILARES; PIEDRA ARTIFICIAL; CERAMICAS (vitrocerámicas desvitrificadas C03C 10/00 ); REFRACTARIOS (aleaciones basadas en metales refractarios C22C ); TRATAMIENTO DE LA PIEDRA NATURAL. › C04B 28/00 Composiciones para morteros, hormigón o piedra artificial que contienen ligantes inorgánicos o que contienen el producto de reacción de un ligante inorgánico y un ligante orgánico, p. ej. que contienen cemento de policarboxilatos. › que contienen cementos de sulfato de calcio.
- C04B40/02 C04B […] › C04B 40/00 Procesos, en general, para influenciar o modificar las propiedades de las composiciones para morteros, hormigón o piedra artificial, p. ej. para influenciar o modificar su aptitud al fraguado o endurecimiento (seleccionando ingredientes activos C04B 22/00 - C04B 24/00; endurecimiento de una composición bien definida C04B 26/00 - C04B 28/00; preparación de materiales porosos, celulares o aligerados C04B 38/00). › Elección del medio ambiente para el endurecimiento.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356604_T3.pdf
Fragmento de la descripción:
La presente invención ser refiere a un procedimiento de fabricación de elementos de construcción a partir de una mezcla de yeso, agua y eventualmente una carga granular.
Se conoce, particularmente por los documentos EP - A - 0 290 571 y EP - A - 0 619 773, un procedimiento de este tipo, que consiste esencialmente en colocar una mezcla de yeso, arena y agua en un molde con la forma del 5 elemento a fabricar, en compactar esta mezcla en el molde y después oponerse a un aumento de volumen en el molde durante el agarre del yeso. De esta manera se produce una resistencia a la expansión volumétrica del yeso, que se produce durante su hidratación y su cristalización, lo que se traduce en una densificación de la red cristalina del yeso en el elemento fabricado. Estos elementos moldeados pueden usarse en la construcción tras su desmoldeado, tienen propiedades mecánicas y físicas equivalentes a las de las piedras de construcción, pueden 10 estar ensamblados sin juntas debido a su precisión dimensional y tienen un aspecto de una piedra de talla, lo que hace que sea innecesaria cualquier capa de revestimiento exterior.
Un inconveniente de este procedimiento conocido es que la expansión opuesta del yeso en el molde se traduce en un aumento considerable de presión en el molde. Como el desmoldeado del elemento se realiza por desplazamiento de una de las plataformas del molde entre las paredes laterales del molde que están ensambladas 15 fijamente entre sí, la fuerza que es necesario aplicar a la plataforma del molde para el desmoldeado debe superar el rozamiento resultante de la presión del elemento sobre las paredes laterales del molde lo cual es muy importante. Es necesario por tanto, para aplicar este procedimiento conocido, utilizar presiones muy potentes, que son muy pesadas y más costosas. Por defecto, es no es posible extraer los elementos de los moldes sin destruirlos.
Además, como el agarre del yeso se produce, al menos en mayor parte, en el molde, cada molde está 20 inmovilizado durante un tiempo relativamente largo antes del desmoldeado, lo que ralentiza mucho el ritmo de fabricación y obliga a utilizar una gran cantidad de moldes, lo cual resulta costoso.
Los documentos US-A-3 809 566, US-A-1 703 097 y GB-A-1450 246 describen procedimientos en los que una mezcla de yeso y de agua se comprime en un molde, conteniendo la mezcla una cantidad de agua aproximadamente igual o inferior a la necesaria para la cristalización del yeso. Estos procedimientos presentan los 25 mismos inconvenientes que el procedimiento descrito anteriormente.
La presente invención tiene por objeto un procedimiento que permite evitar estos inconvenientes de la técnica conocida.
También tiene por objeto un procedimiento que permite fabricar elementos de dicho tipo, que tienen propiedades físicas y mecánicas iguales o superiores a las de los elementos realizados con el procedimiento 30 conocido.
Para ello la presente invención propone un procedimiento de fabricación de un elemento de construcción basado en yeso, consistiendo este procedimiento en colocar al menos yeso y agua en un molde con la forma de elemento a obtener, comprimir la mezcla de yeso y de agua en el molde y desmoldear el elemento contenido, caracterizado porque la cantidad de agua en la mezcla es sensiblemente igual al doble de la cantidad de agua 35 necesaria para la cristalización del yeso a presión atmosférica y la presión aplicada a la mezcla en el molde es al menos igual a un valor umbral a partir del cual se impide la cristalización del yeso, consistiendo después el procedimiento en provocar la cristalización rápida del yeso disminuyendo la presión aplicada a la mezcla.
En un modo de realización preferido de la presente invención, la cristalización del yeso se provoca por desmoldeado del elemento resultante de la compresión de la mezcla en el molde, y se deja que se produzca la 40 cristalización del yeso en el elemento en el exterior del molde.
En efecto se ha constatado que, cuando una mezcla de yeso y agua se somete a una presión superior a un determinado valor límite, la solubilidad del yeso en el agua aumenta. Si se prepara una mezcla de yeso y de agua en las proporciones que corresponden sensiblemente a los valores estequiométricos de la reacción de hidratación y de cristalización del yeso, si se deja que se produzca esta cristalización a presión atmosférica, se constata una 45 expansión volumétrica del yeso y un calentamiento debido al desprendimiento de calor de la reacción exotérmica de cristalización. Cuando se somete esta mezcla de yeso y de agua durante varios minutos a una presión superior a la presión atmosférica, pero inferior a un determinado valor umbral, que está comprendido aproximadamente entre 100 y 150 bares a la temperatura ambiente para un yeso determinado, no se impide la cristalización del yeso, sino al contrario su expansión volumétrica, lo que se traduce en una densificación de la red cristalina del yeso y en un 50 aumento notable de las cualidades mecánicas y físicas del elemento obtenido. Si se somete a una mezcla de yeso y agua a una presión superior al dicho valor umbral, se impide la cristalización del yeso, cuya solubilidad en agua ha aumentado, siempre que la mezcla contenga una cantidad de agua suficiente que garantice la disolución del yeso a presión, sin saturar la solución. Si a continuación se disminuye la presión aplicada a la mezcla de yeso y de agua, la solubilidad del yeso disminuye lo que provoca su cristalización muy rápida. 55
Particularmente se ha constatado que comprimiendo una mezcla de yeso y de agua en las proporciones de 35 a 40% en peso de agua por 100% en peso de yeso a una presión de aproximadamente 150 bares en un molde a
temperatura ambiente (aproximadamente 20ºC) y desmoldeando a continuación rápidamente el elemento moldeado, la cristalización del yeso se produce en el elemento de manera extremadamente rápida.
En este procedimiento, el desmoldeado del elemento es fácil y rápido, ya que no se produce ninguna expansión del yeso en el molde.
En una variante, se puede comprimir dicha mezcla de yeso y de agua en el molde a una presión del orden 5 de 150 bares, después dejar de aplicar esta presión y dejar que la cristalización del yeso se realice en el interior del molde. Sin embargo, en este caso es necesario disponer de medios más poderosos para extraer el elemento fuera del molde después de la cristalización del yeso.
Preferentemente, la mezcla comprimida en el molde comprende una carga, por ejemplo granular.
Esta puede ser de un tipo cualquiera y químicamente inerte con respecto al yeso. 10
Particularmente puede utilizarse una carga ligera, que tenga, por ejemplo, una densidad próxima a 1, para la fabricación de elementos ligeros y resistentes, particularmente baldosas, pudiendo ser esta carga porosa.
También puede utilizarse arena de cualquier tipo, restos de construcción que se han molido, materiales de recuperación molidos, etc.
También puede utilizarse una carga que no sea químicamente inerte con respecto al yeso, tal como por 15 ejemplo carbonatos, fosfatos, etc.
También puede añadirse al yeso en la mezcla yeso natural de recuperación (fosfoyeso, sulfuyeso, boroyeso, etc).
De acuerdo con otra característica de la presente invención, a la mezcla anteriormente citada se la añade un fluidificante, y particularmente un producto defloculante, tal como melamina. 20
Esto permite disminuir a un valor mínimo la cantidad de agua necesaria en la mezcla, conservando al mismo tiempo una fluidez suficiente de la mezcla para su compresión homogénea en el molde. El interés de disminuir la cantidad de agua en la mezcla es para reducir la porosidad final del elemento fabricado.
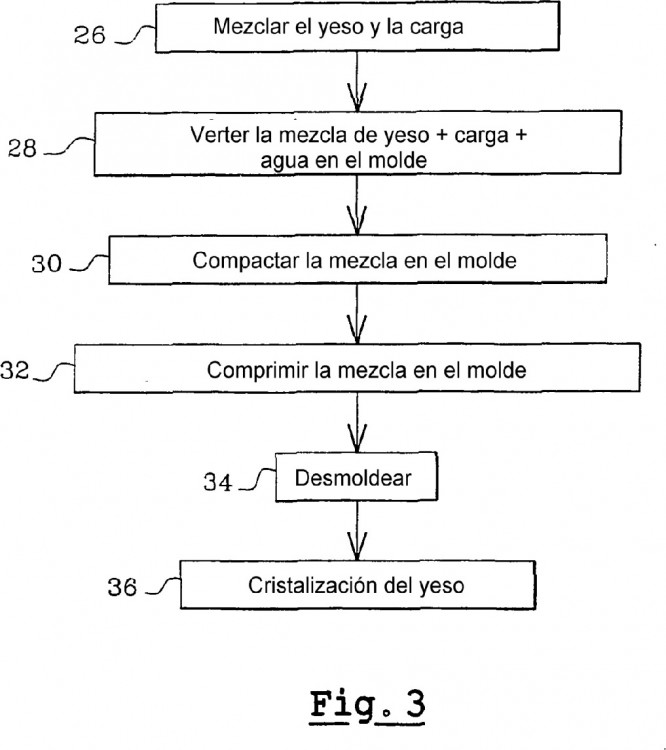
De acuerdo con otra característica adicional de la presente invención, el procedimiento consiste en comprimir inicialmente antes citada en el molde para reducir los huecos en la mezcla a un valor mínimo o cercano a 25 un valor mínimo, después aumentar la presión aplicada a la mezcla al menos hasta el valor umbral antes citado.
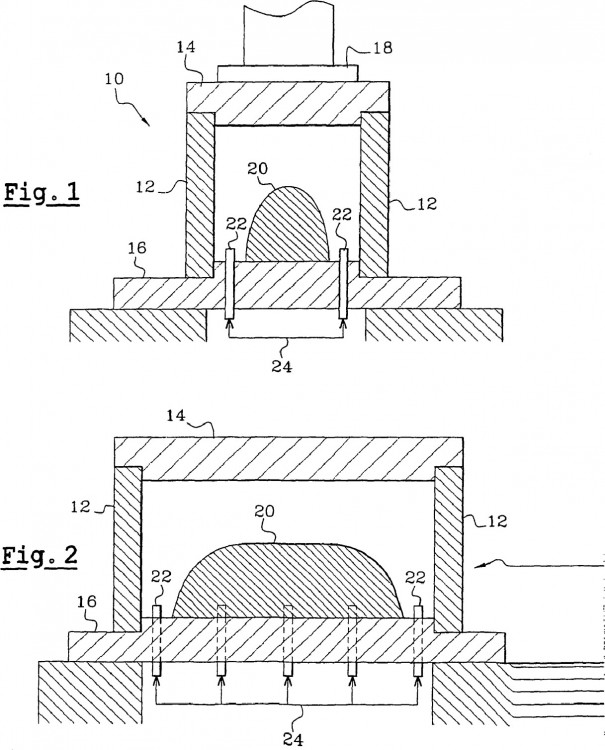
Para aumentar esta presión, la presente invención prevé ventajosamente introducir en la mezcla, en el interior del molde, al menos un elemento que tenga una sección transversal reducida con respecto a la sección transversal correspondiente a la cavidad del molde en el molde. De esta manera, también puede aumentarse la presión en el molde ejerciendo al... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de un elemento de construcción basado en yeso, que consiste en colocar al menos yeso y agua en un molde (10) con la forma del elemento a obtener, comprimir la mezcla de yeso y de agua en el molde, y desmoldear el elemento obtenido, caracterizado porque la cantidad de agua en la mezcla es sensiblemente igual al doble de la cantidad de agua necesaria para la cristalización del yeso a presión atmosférica y la presión aplicada a la mezcla en el molde es al menos igual a un valor umbral por encima del cual se impide la 5 cristalización del yeso, consistiendo después el procedimiento en provocar la rápida cristalización del yeso por disminución la presión aplicada a la mezcla.
2. Un procedimiento de acuerdo con la reivindicación 1 caracterizado porque la cantidad de agua en la mezcla es de 35 a 40 partes en peso de agua por 100 partes en peso de yeso cuando el valor umbral de la compresión es de aproximadamente 150 bares. 10
3. Un procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque la compresión de la mezcla en el molde comprende una etapa de compactación (30) que tiene una duración de 10 a 15 segundos y una etapa (32) de comprensión al valor umbral que tiene una duración de 20 a 30 segundos.
4. Un procedimiento de acuerdo con la reivindicación 1, 2 ó 3 caracterizado porque consiste en provocar la cristalización del yeso en la mezcla anulando la compresión de la mezcla. 15
5. Un procedimiento de acuerdo con una de las reivindicaciones 1 a 4 caracterizado porque consiste en provocar la cristalización del yeso en la mezcla desmoldeando el elemento resultante de la compresión de la mezcla en el molde (10).
6. Un procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque consiste en dejar que se produzca la cristalización del yeso en el exterior del elemento del molde (10). 20
7. Un procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque consiste en comprimir inicialmente la mezcla en el molde (10) para reducir huecos en la mezcla a un valor mínimo o próximo a un mínimo, aumentando después progresivamente la presión aplicada a la mezcla al menos hasta el valor límite citado anteriormente.
8. Un procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la mezcla 25 en el molde comprende una carga, por ejemplo granular.
9. Un procedimiento de acuerdo con la reivindicación 8, caracterizado porque la carga es químicamente inerte con respecto al yeso.
10. Un procedimiento de acuerdo con la reivindicación 8, caracterizado porque la carga no es químicamente inerte con respecto al yeso. 30
11. Un procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la mezcla en el molde (10) comprende un fluidificante.
12. Un procedimiento de acuerdo con la reivindicación 11, caracterizado porque el fluidificante es un defloculante, tal como por ejemplo melamina.
13. Un procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el valor 35 umbral citado anteriormente para la presión aumenta con la temperatura y varía aproximadamente de 10 a 15 MPa (100 a 150 bares) cuando la temperatura sobrepasa de 15 a 20º aproximadamente.
14. Un procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la aplicación a la mezcla en el molde de una presión al menos igual a la del valor límite citado anteriormente se realiza introduciendo en la mezcla, en el interior del molde, al menos un elemento de sección transversal reducido con 40 respecto a la sección transversal correspondiente de la cavidad del molde, comprendiendo este elemento, por ejemplo, una varilla cilíndrica guiada en traslación hermética en un orificio de una pared del molde y a la que se aplica un empuje axial para introducirla en la mezcla.
Patentes similares o relacionadas:
SISTEMA Y MÉTODO PARA EL CONTROL DE FABRICACIÓN DE UN ELEMENTO CERÁMICO, del 11 de Julio de 2019, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: La presente invención se refiere a un método y un sistema para el control de fabricación de un elemento cerámico en una línea de producción que comprende: unos medios […]
SISTEMA Y MÉTODO PARA EL CONTROL DE FABRICACIÓN DE UN ELEMENTO CERÁMICO, del 5 de Julio de 2019, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: La Presente invención se refiere a un método y un sistema para el control de fabricación de un elemento cerámico en una línea de producción que comprende: […]
Fabricación de tiras de película pequeñas, del 10 de Abril de 2019, de Aquestive Therapeutics, Inc: Un método de formación de una pluralidad de productos (80, 80', 180, 180', 260, 365) de película individuales, que comprende las etapas de: (a) proporcionar un […]
PROCEDIMIENTO DE FABRICACIÓN DE CATALIZADORES MONOLÍTICOS Y USO DE LOS MISMOS, del 14 de Marzo de 2019, de CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS: La presente invención se refiere a un procedimiento de fabricación o conformado de catalizadores basados en hidróxidos dobles laminares (HDL) y sepiolita […]
Procedimiento de fabricación de catalizadores monolíticos y uso de los mismos, del 6 de Marzo de 2019, de CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS: Procedimiento de fabricación de catalizadores monolíticos y uso de los mismos. La presente invención se refiere a un procedimiento de fabricación o conformado de catalizadores […]
Reducción de las tensiones internas en materiales cerámicos, del 23 de Enero de 2019, de COSENTINO RESEARCH & DEVELOPMENT, S.L: Un procedimiento para fabricar un material cerámico compactado que comprende entre 45-85 % en peso de fase vítrea y con una densidad comprendida entre 2,3 […]
Molde para formar baldosas y similares, del 23 de Agosto de 2017, de MARTINELLI ETTORE S.R.L.: Molde para formar baldosas y similares, que comprende un semimolde inferior y un semimolde superior que definen al menos una cavidad de formación […]
Aislante térmico que utiliza perlita expandida de células cerradas, del 19 de Julio de 2017, de Kyungdong One Corporation: Aislante térmico que contiene perlita expandida de células cerradas que comprende: del 10 al 84% en peso de perlita expandida, que incluye partículas […]