PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE PIEZAS QUE SE DESPLAZAN DE MODO CONTINUO.
Procedimiento para el mecanizado de piezas (10) que se desplazan de modo continuo,
mecanizándose las piezas (10) alineadas y en un primer lado (11) que transcurre esencialmente paralelo a la dirección de movimiento, en pasada continua, así como en un segundo lado (12) opuesto al primer lado (11), esencialmente también paralelo a la dirección de movimiento, formando un canto de referencia (212), en pasada continua, caracterizado porque las piezas (10) se desplazan a continuación en pasada continua en dirección transversal a la dirección de movimiento, se alinean en el canto de referencia (212) del segundo lado (12) y se mecanizan a medida en pasada por el segundo lado (12), estando formado el canto de referencia (212) en el segundo lado (12) de las piezas (10) por un dispositivo de mecanizado de cantos de referencia (110), con igual ángulo que el primer lado (11) y con una sobremedida definida, en dirección transversal a la dirección de movimiento de las piezas (10), estando situada la instalación de mecanizado de canto de referencia (110) con movilidad transversal respecto a la dirección de movimiento de las piezas (10) para el mecanizado del canto de referencia (212) del segundo lado (12), y pudiendo desplazarse de modo continuo sin escalonamiento el dispositivo de mecanizado de cantos de referencia (110) en un brazo en voladizo (115) que transcurre en dirección transversal a la dirección del movimiento de las piezas (10), desplazándose en el brazo en voladizo (115) de la instalación de mecanizado de cantos de referencia (110) un primer equipo de mecanizado de cantos de mecanizado (111) en el primer lado longitudinal del brazo en voladizo, y un segundo equipo de mecanizado de cantos de referencia (112) en el segundo lado longitudinal del brazo en voladizo, enfrentado al primer lado longitudinal, cada uno para mecanizar un canto de referencia (212) de una pieza (10)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02002068.
Solicitante: HOMAG MASCHINENBAU AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 5 D-72296 SCHOPFLOCH ALEMANIA.
Inventor/es: RATHGEBER, PETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Febrero de 2002.
Fecha Concesión Europea: 6 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B27F1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27F COLAS DE MILANO; ESPIGAS; MORTAJADORAS PARA MADERA O MATERIALES SIMILARES; MAQUINAS DE CLAVAR, DE GRAPAR O DE UNIR (herramientas manuales para clavar o grapar B25C; fabricación de cajas, arcas o cofres de madera B27M 3/34; medios de ensamblaje para elementos de construcción en general, p. ej. clavijas utilizadas en la construcción de edificios, E04B 1/38; elementos de ensamblaje en general, p. ej. clavijas en general, F16B). › B27F 1/00 Ensamblajes de cola de milano; Espigas; Fabricación de lengüetas o de ranuras (entallado B27F 5/00 ); Ensamblajes de ranuras y lengüetas; Ensamblaje de dedos (máquinas o dispositivos para realizar ensamblajes de uñas B27G 5/00; herramientas de corte para tallar ranuras o espigas B27G 13/14). › Fabricación de lengüetas o de ranuras, de longitud indeterminada.
- B27M1/08 B27 […] › B27M TRABAJO DE LA MADERA NO PREVISTO EN LAS SUBCLASES B27B - B27L; FABRICACION DE ARTICULOS PARTICULARES DE MADERA. › B27M 1/00 Trabajo de la madera no previsto en las subclases B27B - B27L, p. ej. por estirado. › por procedimientos en varias etapas.
Clasificación PCT:
- B23Q7/03 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de transportadores de cadena sin fin (B23Q 7/16 tiene prioridad).
- B27F1/02 B27F 1/00 […] › Fabricación de lengüetas o de ranuras, de longitud indeterminada.
- B27M1/08 B27M 1/00 […] › por procedimientos en varias etapas.
Clasificación antigua:
- B27M1/08 B27M 1/00 […] › por procedimientos en varias etapas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aspecto Técnico
La invención se refiere a un procedimiento según el preámbulo de la reivindicación 1 así como a un dispositivo según el preámbulo de la reivindicación 15, destinados al mecanizado de piezas que se desplazan de modo continuo, que están realizadas preferentemente en forma de placas, bandas o listones, en particular para el mecanizado de piezas de diferentes tamaños, de madera, de materiales semejantes a la madera o de plásticos.
Estas formas de procedimientos y dispositivos se emplean en particular para el mecanizado flexible de formatos de partes de muebles o placas de madera de diferentes tamaños, que se han de mecanizar respectivamente en los bordes longitudinales y/o transversales. Este mecanizado puede consistir por ejemplo en un mecanizado longitudinal y transversal realizado por medio de fresado, encolado sobre o alrededor de los bordes así como el subsiguiente mecanizado posterior del borde, para fabricar, en pasada continua, piezas terminadas de muebles tales como por ejemplo un elemento de frente o un elemento de puerta.
Estado de la Técnica
Un procedimiento de esta clase y un dispositivo de esta clase se conocen por el documento DE 3 248 4978-A.
Se conocen ya procedimientos y dispositivos para el mecanizado de piezas que se desplazan de modo continuo, donde las piezas son alineadas manualmente por el personal operario y se introducen en los dispositivos. En el transcurso siguiente son mecanizadas entonces automáticamente por uno de los lados en pasada continua. Después del mecanizado de la primera cara, las piezas son retiradas manualmente por el personal operario o de modo automático por un dispositivo de reenvío, se vuelven a transportar hasta la entrada del dispositivo, se giran y se mecanizan en una segunda pasada por un segundo lado. Esta forma de mecanizado de las piezas requiere tiempo y personal y por lo tanto presenta unos costes intensivos.
También se conocen procedimientos y dispositivos para el mecanizado de piezas que se desplazan de modo continuo donde se mecanizan cada vez dos lados opuestos simultáneamente en una misma pasada. Los dispositivos de mecanizado para los lados opuestos entre sí, es decir generalmente el lado derecho y el lado izquierdo de las piezas han de estar acoplados entre sí con separación variable para adaptarse a las medidas o tamaños de las piezas, de modo que esta clase de dispositivos que trabajen por dos lados son complejos y tienen una estructura técnicamente complicada. En el caso de efectuar un cambio de preparación para otras medidas de pieza es necesario vaciar completamente los dispositivos, lo cual da lugar a unos tiempos de cambio de preparación y tiempos de parada largos. Por ese motivo, con los procedimientos conocidos de esta clase generalmente sólo se realizan tamaños de lotes medianos y grandes.
Además de esto se describe en el documento DE 100 47 385 A, publicado posteriormente, un procedimiento y un dispositivo para el mecanizado de piezas que se desplazan en avance. De acuerdo con el documento DE 100 47 385 A se describe un procedimiento y un dispositivo en el que las piezas son alineadas y mecanizadas en un primer lado que transcurre esencialmente paralelo a la dirección de movimiento, en pasada continua y a continuación se desplazan de pasada continua en dirección transversal a la dirección de movimiento, se alinean y se mecanizan en pasada continua en el segundo lado opuesto, también esencialmente paralelo a la dirección de movimiento. Ahora bien, en el procedimiento
o el dispositivo según el documento DE 100 47 385 A puede suceder que la alineación del segundo lado de las piezas después de desplazarlas de la primera posición de tope a la segunda posición de tope no quede alineada con exactitud de medidas y a escuadra respecto al primer lado, es decir que el primer lado que ya está mecanizado tenga una orientación distinta con relación a la dirección de movimiento de las piezas 10 que el segundo lado que todavía no está mecanizado. Como consecuencia se obtiene después del mecanizado completo una pieza que presenta un primer lado mecanizado y un segundo lado mecanizado que no están exactamente orientados angularmente entre sí.
Exposición de la Invención
La invención está basada en el problema técnico de perfeccionar un procedimiento y un dispositivo conforme a la solicitud DE 100 47 385.7 de tal modo que se puedan conseguir unos tiempos de ciclo elevados en el mecanizado de piezas de diferentes dimensiones.
Este problema técnico se resuelve por medio de un procedimiento que presenta las características de la reivindicación 1 y por un dispositivo con las características de la reivindicación 18.
La invención se basa en la idea de realizar el mecanizado continuo de piezas de tal modo que primeramente se mecaniza en pasada continua un lado de las piezas, y el otro lado de las piezas formando un borde de referencia en pasada continua, desplazando a continuación las piezas en dirección transversal a la dirección de paso, y a continuación se alinea el otro lado por el borde de referencia y se mecaniza a medida en pasada continua. Mediante la formación del borde de referencia y la alineación de acuerdo con el borde de referencia, que había sido mecanizado en pasada continua en paralelo con la primera cara o antes o después de ésta, las piezas se mecanizan de tal modo que la primera cara mecanizada y la segunda cara mecanizada de las piezas quedan alineadas entre sí en medida y ángulo correctos.
Al mantener el movimiento de pasada después del mecanizado del primer lado y del borde de referencia se realiza en particular un desplazamiento transversal de las piezas ajustado individualmente a las medidas respectivas lo que gracias a la alineación por el borde de referencia sitúa el segundo lado opuesto en cada caso en una posición en la que se pueden realizar entonces las operaciones de mecanizado para el segundo lado. De este modo se tiene la posibilidad de mecanizar no sólo unos tamaños de lote pequeños, sino incluso piezas individuales de medidas totalmente distintas, de forma sucesiva en pasada continua sin realizar trabajos de cambio de preparación y sin tiempos de preparación adicionales, quedando mecanizadas la primera cara y la segunda cara de las piezas en medida y ángulo correcto. Mediante este procedimiento de mecanizado según la invención se pueden someter piezas de diferentes dimensiones y siguiendo un orden cualquiera, tanto a un mecanizado longitudinal como a un mecanizado transversal.
Debido al dispositivo de mecanizado del borde de referencia que forma un borde de referencia en el segundo lado, alineado paralelo al primer lado de las piezas, éstas presentan después del mecanizado completo un primer lado y un segundo lado que están alineados entre sí correctamente en medida y ángulo.
La estación de desplazamiento permite que se puedan mecanizar piezas de diferentes dimensiones en pasada continua, gracias a un desplazamiento adaptado a las medidas de la pieza, después del desplazamiento específico para cada pieza realizado por la estación de desplazamiento y después de alinear por el borde de referencia, estas se pueden mecanizar a lo largo de unos segundos dispositivos de mecanizado, sin tener que proceder a una alineación complicada en el segundo lado. Esto quiere decir además que las piezas pequeñas son desplazadas por la estación de desplazamiento desde la primera posición a la segunda posición con un recorrido más largo y las piezas mayores se desplazan de la primera posición a la segunda posición con un recorrido menor.
El dispositivo según la invención es especialmente conveniente para el mecanizado de bordes o lados paralelos entre sí de piezas de madera en forma de placa, no siendo necesario el cambio de preparación del dispositivo para piezas de diferentes tamaños gracias a la adaptación del desplazamiento o recolocación de las piezas por medio de la estación de desplazamiento. En consecuencia no se llegan a producir tiempos de parada del dispositivo incluso en el caso de piezas con tamaños de lote reducidos.
Otras realizaciones ventajosas se deducen de las reivindicaciones subordinadas. Así es ventajoso que las piezas se alineen en dispositivos de tope que transcurran esencialmente en dirección transversal a la dirección de movimiento, y que se desplacen al mismo tiempo, y las piezas se alineen en dirección transversal a la dirección de movimiento en una primera posición de tope con el ángulo exacto, y una vez alcanzada la primera posición de tope se mecanicen en la...
Reivindicaciones:
1. Procedimiento para el mecanizado de piezas (10) que se desplazan de modo continuo, mecanizándose las piezas (10) alineadas y en un primer lado (11) que transcurre esencialmente paralelo a la dirección de movimiento, en pasada continua, así como en un segundo lado (12) opuesto al primer lado (11), esencialmente también paralelo a la dirección de movimiento, formando un canto de referencia (212), en pasada continua, caracterizado porque las piezas (10) se desplazan a continuación en pasada continua en dirección transversal a la dirección de movimiento, se alinean en el canto de referencia (212) del segundo lado (12) y se mecanizan a medida en pasada por el segundo lado (12), estando formado el canto de referencia (212) en el segundo lado
(12) de las piezas (10) por un dispositivo de mecanizado de cantos de referencia (110), con igual ángulo que el primer lado (11) y con una sobremedida definida, en dirección transversal a la dirección de movimiento de las piezas (10), estando situada la instalación de mecanizado de canto de referencia (110) con movilidad transversal respecto a la dirección de movimiento de las piezas (10) para el mecanizado del canto de referencia (212) del segundo lado (12), y pudiendo desplazarse de modo continuo sin escalonamiento el dispositivo de mecanizado de cantos de referencia (110) en un brazo en voladizo (115) que transcurre en dirección transversal a la dirección del movimiento de las piezas (10), desplazándose en el brazo en voladizo (115) de la instalación de mecanizado de cantos de referencia (110) un primer equipo de mecanizado de cantos de mecanizado (111) en el primer lado longitudinal del brazo en voladizo, y un segundo equipo de mecanizado de cantos de referencia (112) en el segundo lado longitudinal del brazo en voladizo, enfrentado al primer lado longitudinal, cada uno para mecanizar un canto de referencia (212) de una pieza (10).
2. Procedimiento según la reivindicación 1, caracterizado porque
- las piezas (10) son alineadas a escuadra en unos conjuntos de tope (30) que transcurren en dirección transversal a la dirección de movimiento y que se desplazan síncronos, y en dirección transversal a la dirección de movimiento a una primera posición de tope,
- y después de alcanzar la primera posición de tope se mecanizan en la zona del primer lado (11), y en la zona del segundo lado (12) en el canto de referencia (212) a una sobremedida definida,
donde
a continuación de este mecanizado, las piezas (10) -son empujadas por medio de una estación de desplazamiento (40) en dirección transversal a la dirección de movimiento a una segunda posición de tope, y se alinean a escuadra en el canto de referencia (212), y -una vez alcanzada la segunda posición de tope se mecanizan con exactitud de ángulo y medida en la zona del segundo lado (12).
3. Procedimiento según la reivindicación 1, caracterizado porque el canto de referencia
(212) del segundo lado (12) de las piezas (10) está realizado en forma de un rebajo por el equipo de mecanizado de cantos de referencia (111, 112), en particular por medio de un equipo de fresado, mientras que una parte del segundo lado (12) de las piezas (10) no es mecanizado por el equipo de mecanizado de canto de referencia (111, 112).
4. Procedimiento según la reivindicación 2, caracterizado porque las piezas (10) son transportadas a la estación de desplazamiento (40) y sobre éstas se desplazan hasta la segunda posición de tope, en dirección hacia el segundo lado (12).
5. Procedimiento según la reivindicación 2, caracterizado porque las piezas (10) que rebasen una anchura predeterminada en dirección transversal a la dirección de movimiento son empujadas por la estación de desplazamiento (40) en la dirección del primer lado (11) de las piezas (10) a la segunda posición de tope.
6. Procedimiento según la reivindicación 2, caracterizado porque las piezas (10) que rebasen una anchura predeterminada en dirección transversal a la dirección de movimiento se empujan primeramente en sentido hacia el primer lado (11) y a continuación de esto en sentido hacia el segundo lado (12) de las piezas (10) a la segunda posición de tope.
7. Procedimiento según una de las reivindicaciones 2 y 4 a 6, caracterizado porque las piezas (10) son empujadas simultáneamente o después de alinearlas en los conjuntos de topes (30) en dirección transversal a la dirección de movimiento en éstos hacia la primera posición de tope para el mecanizado del primer lado (11) así como para el mecanizado del canto de referencia (212) del segundo lado (12) de las piezas (10).
8. Procedimiento según una de las reivindicaciones 2 y 4 a 7, caracterizado porque las piezas (10) son empujadas por la estación de desplazamiento (40), de forma sincronizada con la velocidad de pasada.
9. Procedimiento según una de las reivindicaciones 2 y 4 a 8, caracterizado porque, las piezas (10) se empujan a la segunda posición de tope en una instalación de alineación
(49) dispuesta a continuación de la estación de desplazamiento (40), a lo largo de los conjuntos de topes (30).
10. Procedimiento según la reivindicación 10, caracterizado porque el dispositivo de alineación (49) presenta una pluralidad de poleas de alimentación (120), siendo alineadas las piezas (10) por las poleas de alimentación (120) que actúan por arriba, y que están orientadas por el canto de referencia (212) esencialmente en la dirección del movimiento de las piezas (10) así como en la dirección de la segunda posición de tope, y mediante topes transversales (35, 121) que transcurren en dirección transversal a la dirección de movimiento.
11. Procedimiento según una de las reivindicaciones 2 y 4 a 10, caracterizado porque las piezas (10) se alinean en la primera posición de tope en unos primeros conjuntos de topes (30) y en la segunda posición de tope en unos segundos conjuntos de topes (30).
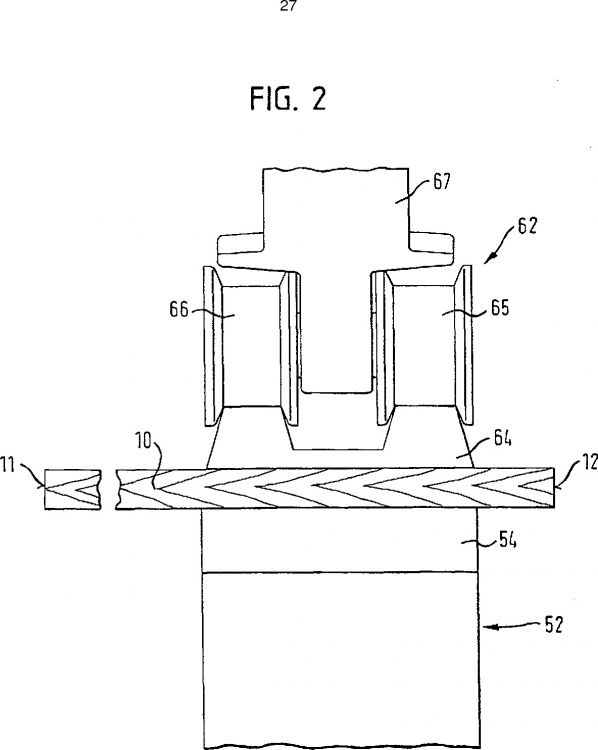
12. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado porque durante el mecanizado, las piezas (10) son transportadas por medio de una instalación de transporte (51, 52) en la dirección de movimiento, y son fijadas sobre la instalación de transporte (51, 52) por un sistema de presión superior (61, 62) dispuesto encima de la instalación de transporte (51, 52), para efectuar el amarre de las piezas.
13. Procedimiento según la reivindicación 12, caracterizado porque durante el mecanizado en la primera posición de tope, las piezas (10) se mantienen amarradas por una primera unidad de transporte (51) conjuntamente con una primera unidad de presión superior (61), y en la segunda posición de tope por una segunda unidad de transporte (52) conjuntamente con una segunda unidad de presión superior (62).
14. Procedimiento según la reivindicación 12, caracterizado porque durante el mecanizado en la primera posición de tope las piezas (10) son mantenidas amarradas por una
unidad de transporte conjuntamente con una primera unidad de presión superior (61), y en la segunda posición de tope se mantienen amarradas por la unidad de transporte conjuntamente con una segunda unidad de presión superior (62).
15. Dispositivo para el mecanizado de piezas (10) que se desplazan de modo continuo, con una instalación de transporte (51, 52) para el transporte de las piezas (10) a lo largo de unos primeros equipos de mecanizado (70) para el mecanizado de un primer lado (11) de las piezas (10) que transcurre esencialmente paralelo a la dirección de movimiento, y a lo largo de unos segundos equipos de mecanizado (80) para mecanizar un segundo lado (12) de las piezas (10), opuesto al primer lado (11), que también transcurre esencialmente paralelo a la dirección de movimiento, caracterizado porque está prevista una instalación de mecanizado de cantos de referencia (110) para formar un canto de referencia (212) en el segundo lado (12) de la pieza (10) en la dirección de movimiento de las piezas (10) antes de una estación de desplazamiento (40), estando prevista la estación de desplazamiento (40) entre los primeros y segundos equipos de mecanizado (70, 80), que puede empujar las piezas
(10) esencialmente en dirección transversal a la dirección de movimiento desde una primera posición para el mecanizado del primer lado (11) de las piezas (10) a una segunda posición para el mecanizado del segundo lado (12) de las piezas (10), presentando la instalación de mecanizado de cantos de referencia (110) un brazo en voladizo (115) que transcurre en dirección transversal a la dirección de movimiento de las piezas (10), en el cual están dispuestos de modo desplazable continuo sin escalonamiento dos equipos de mecanizado de cantos de referencia (111, 112), y donde en el brazo en voladizo de la instalación de mecanizado de cantos de referencia
(110) está dispuesto desplazable de modo continuo sin escalonamiento un primer equipo de mecanizado de cantos de referencia (111) en el primer lado longitudinal del brazo en voladizo (115), y un segundo equipo de mecanizado de cantos de referencia
(112) en el segundo lado longitudinal del brazo en voladizo (115), opuesto al primer lado longitudinal.
16. Dispositivo según la reivindicación 16,caracterizado porque cada equipo de mecanizado de cantos de referencia (111, 112) es un equipo de fresado que forma el canto de referencia (212) del segundo lado (12) de las piezas (10) en forma de un rebajo, estando acoplado el equipo de fresado con una primera parte del segundo lado
(12) de las piezas (10) y no estando acoplado con una segunda parte del segundo lado
(12) de las piezas (10).
17. Dispositivo según una de las reivindicaciones 15 ó 16, caracterizado porque la estación de desplazamiento (40) presenta un conjunto empujador (41, 42).
18. Dispositivo según una de las reivindicaciones 17, caracterizado porque el conjunto empujador (41, 42) presenta un primer empujador (42) en el lado orientado hacia el segundo lado (12) de las piezas, y un segundo empujador (41) en el lado orientado hacia el primer lado (11) de las piezas (10).
19. Dispositivo según una o varias de las reivindicaciones 15 a 18, caracterizado porque en la instalación de transporte (51, 52) están dispuestos unos conjuntos de tope (30) que se desplazan simultáneamente en dirección transversal a la dirección de movimiento, para efectuar la alineación a escuadra de las piezas (10).
20. Dispositivo según la reivindicación 19, caracterizado porque los conjuntos de tope (30) están formados cada uno por uno o varios perfiles (30).
21. Dispositivo según una de las reivindicaciones 19 ó 20, caracterizado porque los conjuntos de tope (30) están dispuestos de forma retráctil en la instalación de transporte (51, 52).
22. Dispositivo según una de las reivindicaciones 15 a 21, caracterizado porque la instalación de transporte (51, 52) presenta dos cadenas de transporte (53, 54), continuas y dispuestas una junto a la otra.
23. Dispositivo según una o varias de las reivindicaciones 15 a 22, caracterizado porque la instalación de transporte presenta unos elementos longitudinales para asiento de las piezas (10) que están situados en dirección transversal a la dirección de movimiento y que transcurren cubriendo toda la anchura de la instalación de transporte, estando dispuestas las piezas (10), tanto durante el mecanizado del primer lado (11) como también durante el mecanizado del segundo lado (12), sobre los elementos longitudinales.
24. Dispositivo según la reivindicación 23, caracterizado porque por lo menos una parte de
los elementos longitudinales está realizado de forma elevable, para formar de este modo los conjuntos de topes con desplazamiento síncrono.
25. Dispositivo según una de las reivindicaciones 15 a 24, caracterizado porque en el
5 sentido de movimiento de las piezas (10) está situada después de la estación de desplazamiento (40) una instalación de alineación (49) para alinear las piezas (10) en la segunda posición.
26. Dispositivo según una o varias de las reivindicaciones 15 a 25, caracterizado por estar previstos unos topes transversales que transcurren esencialmente paralelos a la dirección de movimiento, para efectuar la alineación de las piezas (10).
27. Dispositivo según una de las reivindicaciones 25 ó 26, caracterizado porque la instalación de alineación (49) presenta una pluralidad de rodillos de alimentación (120) que están orientados esencialmente en la dirección de movimiento de las piezas (10) así como en la dirección de la segunda posición de tope, y que actúan conjuntamente con los topes transversales (35, 121).
28. Dispositivo según una de las reivindicaciones 15 ó 27, caracterizado porque por encima de la instalación de transporte (51, 52) está situado un sistema de presión superior (61, 62) para realizar el amarre de las piezas (10).
29. Dispositivo según la reivindicación 28, caracterizado porque en paralelo a la instalación de transporte (51, 52), en la zona de los primeros equipos de mecanizado (70), está dispuesta una primera unidad de presión superior (61), y paralela a la instalación de transporte (51, 52) está situada en la zona de los segundos equipos de mecanizado (80), una segunda unidad de presión superior (62).
Patentes similares o relacionadas:
INSTALACION DE PROCESADO DE MATERIA PRIMA POR CONTROL NUMERICO, del 12 de Mayo de 2020, de MARÍN MARTOS, María Dolores: 1. Instalación de procesado de materia prima por control numérico, que comprende un brazo robot configurado para realizar trabajos sobre la materia […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Dispositivo de procesamiento con una mesa de piezas de trabajo, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de procesamiento , en particular para el procesamiento de piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de […]
Dispositivo y procedimiento para posicionar un elemento de sujeción, del 23 de Octubre de 2019, de HOMAG GmbH: Dispositivo para posicionar un elemento de sujeción, que está previsto para fijar una pieza de trabajo en una estación de mecanizado, presentando el […]
 Máquina de mecanización con dispositivo de manipulación para el mecanizado de piezas de trabajo en forma de lámina, del 25 de Septiembre de 2019, de IMA Schelling Deutschland GmbH: Máquina de mecanización para el mecanizado de piezas de trabajo en forma de lámina fabricadas de madera o de materiales sustitutivos de […]
Máquina de mecanización con dispositivo de manipulación para el mecanizado de piezas de trabajo en forma de lámina, del 25 de Septiembre de 2019, de IMA Schelling Deutschland GmbH: Máquina de mecanización para el mecanizado de piezas de trabajo en forma de lámina fabricadas de madera o de materiales sustitutivos de […]
Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, del 11 de Septiembre de 2019, de Schirmer Maschinen GmbH: Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, que se pueden desplazar mediante […]
Dispositivo de mecanizado para piezas de trabajo y procedimiento para el mismo, del 4 de Septiembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para piezas de trabajo, en particular de madera, plástico o similar, con una primera mesa de piezas de trabajo que puede […]
Método de procesamiento continuo de bordes de placas y dispositivo de procesamiento de bordes, del 3 de Julio de 2019, de ULMADAN-R.D. APS: Un método de procesamiento continuo de bordes de placas , mediante el cual las placas se transportan continuamente en una dirección de […]