DISPOSITIVO PARA CONTROLAR DIMENSIONES DE AVELLANADO.
Dispositivo para controlar dimensiones de avellanado, el dispositivo comprendiendo un cabezal de medición (2) asociado con un husillo (3) de una máquina de proceso multieje (4);
y una unidad de elaboración asociada operativamente con el husillo (3) para controlar los movimientos del mismo husillo; el cabezal de medición (2) comprendiendo un elemento de contacto (5) que puede ser introducido por lo menos en parte dentro de un avellanado (101) y un elemento comparador (7) para detectar la magnitud de introducción del elemento de contacto dentro del avellanado (101); el dispositivo comprendiendo un órgano flotante (22) que actúa entre el elemento de contacto (5) y el husillo (3) para proporcionar la conexión entre el husillo (3) y el elemento de contacto (5) con por lo menos dos grados de libertad; el órgano flotante (22) actuando también entre el elemento comparador (7) y el husillo (3) para proporcionar la conexión entre el husillo (3) y el elemento comparador (7) con por lo menos dos grados de libertad
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08104368.
B23Q17/20TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir las características de la pieza de trabajo, p. ej. el contorno, las dimensiones, la dureza.
G01B3/28FISICA. › G01METROLOGIA; ENSAYOS. › G01BMEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 3/00 Instrumentos según se especifica en los subgrupos y caracterizados por la utilización de medios de medida mecánicos (disposiciones para la medida de parámetros particulares G01B 5/00; dispositivos de uso general especialmente adaptados o configurados para almacenar, suministrar y almacenar de nuevo, repetitivamente, longitudes de material B65H 75/34). › Galgas de espesor.
G01B5/18G01B […] › G01B 5/00 Disposiciones de medida caracterizadas por la utilización de medios mecánicos (instrumentos de los tipos cubiertos por el grupo G01B 3/00 en sí G01B 3/00). › para la medida de la profundidad.
Clasificación PCT:
B23Q3/00B23Q […] › Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B).
G01B5/18G01B 5/00 […] › para la medida de la profundidad.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
La presente invención se refiere a un dispositivo para controlar dimensiones de avellanado. La presente invención halla aplicación en particular para el control dimensional para la certificación del proceso de maquinado de partes muy grandes. Una aplicación típica de la presente invención es la del control dimensional de avellanados hechos mediante máquinas de control numérico en paneles grandes tales como, por ejemplo, paneles de alas y de partes de fuselaje de aviones. En un panel de un ala o de una parte de fuselaje de un avión es necesario hacer varios centenares o incluso millares de avellanados destinados a alojar las cabezas de los remaches que se emplean para unir el panel del ala a las costillas del ala o para fijar un panel del fuselaje al bastidor del fuselaje. Normalmente tales avellanados se realizan utilizando máquinas de control numérico en las cuales un adecuado cabezal portaherramientas elabora el panel según sea necesario. Puesto que son empresas diferentes las que realizan la elaboración de las partes y el ensamblado final, se está volviendo cada vez más necesario la certificación de partes maquinadas. Las casas de ensamblado exigen la certificación de cada parte que ensamblan para asegurarse de que todos los precedentes procesos de maquinado han sido llevados a cabo según las especificaciones y, por ende, no menoscabarán el ensamblado final. Actualmente, para obtener la certificación es suficiente medir con precisión sólo algunos de los avellanados que se han realizado, siendo determinada a posteriori la validez del proceso de maquinado en su totalidad y sólo sobre base estadística. Puesto que, por ejemplo, actualmente en aplicaciones aeronáuticas las tolerancias de maquinado imponen estar comprendidas dentro de 5 centésimos de milímetro, el proceso de certificación estadística ya no es aceptado sino, por el contrario, es exigida la medición de cada uno de los avellanados. En la técnica conocida, el control es llevado a cabo por uno o varios operadores, calibre en la mano, que miden cada uno de los avellanados. Este proceso, aparte de ser muy lento y, por lo tanto, caro, impone la necesidad de andamiajes y otros equipos para permitir el acceso a la parte del panel donde se deben realizar las medidas y permitirle al operador llegar a cada uno de los avellanados que debe medir. Asimismo, el control de los avellanados de la manera descrita arriba queda sujeto al error humano y al hecho que los calibres utilizados, para proporcionar una lectura fiable, deben ser colocados sobre el avellanado con suma precisión y gran cuidado. Además, a partir del documento EP 1.442.837 A1 se conoce un cabezal portaherramientas para una máquina multieje que incorpora un cabezal portaherramientas giratorio alrededor del eje de la herramienta y fijado al husillo de un cabezal portahusillo. El cabezal portaherramientas también comprende un elemento jaula de tope instalado con libertad de deslizamiento al mango de herramientas, el cual está provisto de un collar que presenta una superficie activa dispuesta transversalmente al eje de la herramienta y dispuesta hacia la superficie de una pieza de trabajo. El elemento jaula de tope alterna entre una primera posición operativa, en la cual la superficie activa está situada antes de una parte avellanada presentada por la herramienta, considerada en relación a la dirección de avance del cabezal portahusillo a medida que se acerca a la superficie de la pieza de trabajo, y una segunda posición, en la cual la parte avellanada estará dispuesta antes de la superficie activa por lo menos en parte. La posición axial de este elemento jaula de tope con respecto al mango de herramientas viene monitoreada continuamente por un sistema detector. Una unidad de control mide el desplazamiento del elemento jaula de tope con respecto al cabezal portahusillo que en la práctica corresponde a la penetración de una parte de corte con forma de tronco de cono y, por ende, a la profundidad del avellanado. En los documentos US 2003/217.479 A1, US-A-4.905.378 y US 2007/101.597 A1 se dan a conocer otros sistemas en condiciones de controlar los avellanados. En particular, la unidad de control dada a conocer está centrada en un elemento comparador cuyo elemento de contacto encuentra el respectivo avellanado visualizando la medida detectada en el respectivo display. El documento US 2005/0.491.126 se refiere a un efector terminal multifunción que incluye una pluralidad de mecanismos de cambio de herramientas en un alojamiento en el cual también está instalado un husillo para la translación a lo largo de un eje del husillo. Las herramientas instaladas en los mangos de herramientas incluyen una punta para taladrar, una herramienta de avellanado y una herramienta para la introducción de remaches. El documento DE 4.027.637 se refiere a un dispositivo de medición móvil a lo largo del borde de una placa. El susodicho dispositivo de medición comprende un mango de herramientas asegurado a un brazo transversal que sobresale de una 2 abrazadera dispuesta en un montante vertical. ES 2 367 458 T3 El documento DE 199.324.466 muestra un arreglo de medición que tiene una base, una sonda y un mecanismo de movimiento para el movimiento relativo de la base y la sonda. La parte solicitante ha hallado que los instrumentos empleados para medir los avellanados, y el mismo proceso de medición, pueden ser mejorados de varias maneras, especialmente en términos de tiempo de medición y fiabilidad. En esta situación, el cometido fundamental de la presente invención es el de proporcionar un dispositivo para controlar dimensiones de avellanado en condiciones de eliminar los inconvenientes antes mencionados. En particular, un objetivo de la presente invención es el de proporcionar un dispositivo para controlar dimensiones de avellanado brindando un alto nivel de precisión y fiabilidad. Otro objetivo de esta invención es el de proporcionar un dispositivo para controlar dimensiones de avellanado que reduzca el tiempo necesario para controlar los avellanados. El cometido técnico y los objetivos especificados se logran substancialmente mediante un dispositivo para controlar dimensiones de avellanado caracterizado por el hecho que comprende las características técnicas descritas en la reivindicación independiente número 1. Las reivindicaciones dependientes definen otras realizaciones. A continuación se describirá, con mayores detalles y sin restringir el alcance del concepto inventivo, una realización preferida y no limitativa de un dispositivo para controlar la dimensión de avellanados haciendo referencia a los dibujos anexos, en los cuales: - la figura 1 es una vista lateral de un dispositivo según la presente invención para controlar dimensiones de avellanado; - las figuras 2 y 3 son vistas en sección de un detalle de la figura 1 en dos posiciones operativas diferentes; - la figura 4 es una vista en perspectiva, con algunas partes omitidas, de un detalle de las figuras 2 y 3; y - la figura 5 es una vista en sección a través de un plano perpendicular al plano de sección de las figuras 2 y 3 y que exhibe el mismo detalle que esas dos figuras. Con referencia a los dibujos anexos, con el número 1 ha sido denotado en su totalidad un dispositivo para controlar dimensiones de avellanado. El dispositivo (1) comprende un cabezal de medición (2) asociado con un husillo (3) de una máquina de proceso multieje (4) (mostrada en la figura 1). La máquina de proceso multieje puede ser cualquier máquina de control numérico de tipo tradicional. En la realización preferente, la máquina multieje es la misma máquina que ha hecho los avellanados cuyas dimensiones deben ser controladas. En una realización preferente, por lo tanto, la máquina multieje (4) comprende un depósito (no exhibido) que contiene una pluralidad de herramientas (no exhibidas), tales como, por ejemplo, un escariador, una pluralidad de cuchillas, una herramienta de avellanado y el cabezal de medición (2). En función del proceso de maquinado a realizar en la parte (denotada con el número 100 en la figura 1 y representada como un panel delgado) la máquina multieje (4) carga la herramienta más adecuada tomándola del depósito. En el caso de esta invención, la máquina multieje (4) carga el cabezal de medición (2) desde el depósito y lo asocia automáticamente con el husillo (3). Cabe resaltar que en el contexto de esta invención, por medición o control de un avellanado se entiende la medición de la profundidad del avellanado, es decir, la distancia a lo largo de un eje que coincide con el eje de simetría del avellanado entre el borde externo y el borde interno del mismo avellanado. El cabezal de medición (2) comprende un elemento de contacto (5) que puede ser introducido, por lo menos en parte, dentro del avellanado (101) a medir. En el ejemplo de realización exhibido en los dibujos anexos, el elemento de... [Seguir leyendo]
Reivindicaciones:
1.- Dispositivo para controlar dimensiones de avellanado, el dispositivo comprendiendo un cabezal de medición (2) asociado con un husillo (3) de una máquina de proceso multieje (4); y una unidad de elaboración asociada operativamente con el husillo (3) para controlar los movimientos del mismo husillo; el cabezal de medición (2) comprendiendo un elemento de contacto (5) que puede ser introducido por lo menos en parte dentro de un avellanado (101) y un elemento comparador (7) para detectar la magnitud de introducción del elemento de contacto dentro del avellanado (101); el dispositivo comprendiendo un órgano flotante (22) que actúa entre el elemento de contacto (5) y el husillo (3) para proporcionar la conexión entre el husillo (3) y el elemento de contacto (5) con por lo menos dos grados de libertad; el órgano flotante (22) actuando también entre el elemento comparador (7) y el husillo (3) para proporcionar la conexión entre el husillo (3) y el elemento comparador (7) con por lo menos dos grados de libertad. 2.- Dispositivo según la reivindicación 1, caracterizado por el hecho que el elemento comparador (7) comprende una primera parte (8) conectada al elemento de contacto (5) con libertad de deslizamiento a lo largo de una dirección de deslizamiento (Y) substancialmente paralela al eje del avellanado (101); la primera parte (8) siendo adecuada para topar el borde del avellanado (101) y retirarse durante la introducción del elemento de contacto (5). 3.- Dispositivo según la reivindicación 2, caracterizado por el hecho que el elemento comparador (7) comprende una segunda parte (11) solidaria con el elemento de contacto (5) y que tiene una extremidad (12) que se mueve en contacto con la primera parte (8) para detectar la magnitud de retroceso de la primera parte (8). 4.- Dispositivo según la reivindicación 3, caracterizado por el hecho que la primera parte (8) del elemento comparador (7) comprende un cilindro que se introduce de manera ajustada dentro de un cilindro hueco (9) que constituye una parte del elemento de contacto (5); dicho cilindro comprendiendo tres pétalos (17) que sobresalen del cilindro hueco (9) y adecuados para entrar en contacto con el borde del avellanado (101). 5.- Dispositivo según la reivindicación 2, caracterizado por el hecho que el órgano flotante (22) comprende un primer componente (23) conectado al elemento de contacto (5) a lo largo de un plano (P1) substancialmente perpendicular a la dirección de deslizamiento (Y) del elemento comparador (7) y deslizable con respecto al husillo (3) por dicho primer plano (P1). 6.- Dispositivo según la reivindicación 5, caracterizado por el hecho que el órgano flotante (22) comprende un segundo componente (26) conectado con respecto al elemento de contacto (5) con libertad de rotación alrededor de un primer eje (X1) substancialmente perpendicular a la dirección de deslizamiento (Y) del elemento comparador (7) y conectado al husillo (3) con libertad de rotación alrededor del primer eje (X1). 7.- Dispositivo según la reivindicación 6, caracterizado por el hecho que el primer eje (X1) está contenido en dicho plano (P1) y por el hecho que el segundo componente (26) está conectado al primer componente (23) con libertad de rotación a lo largo de un segundo eje (X2) perpendicular al primer eje (X1) y contenido en dicho plano (P1). 8.- Dispositivo según la reivindicación 2, caracterizado por el hecho que el cabezal de medición (2) comprende una primera semiparte (2a) y una segunda semiparte (2b) deslizable con respecto a la primera semiparte (2a) a lo largo de una dirección de deslizamiento (Y) del elemento comparador (7); medios de activación (18) situados entre las dos semipartes (2a y 2b) para activar la transmisión de la medición del elemento comparador (7) a una estación remota, siendo activados cuando las dos semipartes (2a y 2b) se mueven en acercamiento recíproco 8 ES 2 367 458 T3 9 ES 2 367 458 T3 ES 2 367 458 T3 11 ES 2 367 458 T3 12 ES 2 367 458 T3 13
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente:
- un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]
Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]
MÉTODO Y SISTEMA DE MANUFACTURA DE ESTRUCTURA DE TRANSICIÓN DE ETAPA PARA TURBINA AEROESPACIAL UTILIZANDO METROLOGÍA MULTISENSOR EN LÍNEA, del 28 de Junio de 2018, de BALLESTEROS SANTA CRUZ, Norman: Descripción técnica: Método de manufactura de componenetes estructurales de turbina aeroespacial conformado por la combinación de procesos, materiales, herramentales, […]
CABEZAL DE MÁQUINA HERRAMIENTA CON DISPOSITIVO DE MEDIDA, del 30 de Noviembre de 2017, de ZAYER, S.A.: Cabezal de máquina herramienta con dispositivo de medida para medir el espesor de una pieza a mecanizar con una herramienta, que comprende un primer sensor […]
Dispositivo de mecanizado y procedimiento de mecanizado para mecanizar piezas de trabajo con forma de placa, del 21 de Diciembre de 2016, de HOMAG GmbH: Dispositivo de mecanizado para el mecanizado de piezas de trabajo con forma de placa, que están compuestas preferiblemente, al menos por segmentos, de […]
Dispositivo de procesamiento con un dispositivo de detección y un dispositivo de ajuste, del 12 de Octubre de 2016, de HOMAG GmbH: Dispositivo de procesamiento para una pieza de trabajo, en el que la pieza de trabajo está hecha preferiblemente, al menos parcialmente, de madera, derivados […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes:
- un alojamiento de pieza de trabajo que […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]
Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]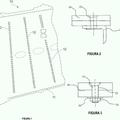 Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]
Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]