DISPOSITIVO Y PROCEDIMIENTO PARA SUJETAR PIEZAS A TRABAJAR EN OPERACIONES DE MECANIZADO.
Un dispositivo para máquinas herramienta de múltiples ejes controlados de forma numérica para sujetar piezas a trabajar en operaciones de mecanizado,
que comprende:
- una mesa (2) de soporte que proporciona una pluralidad de alojamientos (3);
- una pluralidad de accionadores (4) que se pueden insertar de forma extraíble en los alojamientos (3) y que son maniobrables entre una pluralidad de posiciones operativas para sujetar una pieza (100) a trabajar;
- una unidad (5) de control maestro mediante la cual se generan señales que contienen una pluralidad de códigos de identificación y de instrucciones que provocan el movimiento y se transmiten a la mesa (2) de soporte, de tal forma que se pueden colocar los accionadores (4) conforme a la geometría de la pieza (100) a trabajar; estando asociado cada accionador (4) de la pluralidad de accionadores con un código de la pluralidad de códigos de identificación y, por lo tanto, directa o indirectamente en recepción de las instrucciones que provocan el movimiento;
caracterizado porque cada accionador (4) está asociado con un código de identificación único y porque la unidad (5) de control maestro comprende
una primera memoria (6) que contiene una pluralidad de conjuntos de datos, definiendo cada uno una pieza (100) particular a trabajar, en la que cada elemento de datos representa la posición operativa que debe asumir un accionador (4) que ocupa un alojamiento predeterminado (3) de la mesa (2) de soporte; y una segunda memoria (7) que contiene una tabla de conversión por medio de la cual el código de identificación de cada accionador (4) está asociado con el alojamiento respectivo (3) ocupado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2006/001954.
Solicitante: JOBS S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA EMILIA PARMENSE, 164, FRAZ. MONTALE,29100 PIACENZA.
Inventor/es: FERRARI,MAURIZIO, SCHIAVI, BRUNO, FOLETTI, SANDRO.
Fecha de Publicación: .
Fecha Concesión Europea: 13 de Enero de 2010.
Clasificación Internacional de Patentes:
- B23Q1/03B
- B23Q3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › Medios de fijación de la pieza.
Clasificación PCT:
- B23Q3/06 B23Q 3/00 […] › Medios de fijación de la pieza.
- G05B19/042 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › que utilizan procesadores digitales (G05B 19/05 tiene prioridad).
Fragmento de la descripción:
Dispositivo y procedimiento para sujetar piezas a trabajar en operaciones de mecanizado.
Campo técnico
La presente invención versa acerca de un dispositivo y un procedimiento para sujetar piezas a trabajar durante operaciones de mecanizado.
En particular, la invención encuentra aplicación en el campo de la técnica de dispositivos empleados en máquinas herramienta de múltiples ejes controlados de forma numérica para el propósito de soportar un artículo semifabricado o un modelo en tosco en una posición estable, de forma que se pueda mecanizar la pieza por medio de la herramienta.
Técnica antecedente
De forma convencional, los dispositivos del tipo en cuestión aparecen como una plataforma sencilla sobre la que se apoya y se fija la pieza a trabajar. En ciertos casos, especialmente cuando la pieza a trabajar no es plana, o en cualquier caso no puede ser soportada sobre una mesa plana, se hace uso de dispositivos que están formados para adaptarse a la forma de la pieza a trabajar. Sin embargo, en estos casos se necesitará un dispositivo distinto cada vez que haya un cambio de pieza a trabajar, con el resultado de que se necesitará unas instalaciones de almacenamiento para contener los diversos tipos de dispositivos de soporte y se incurre en un coste extremadamente elevado de producción.
Estos inconvenientes están abordados, a modo de ejemplo, en los dispositivos y los procedimientos para sujetar una pieza a trabajar que se dan a conocer en las referencias US 5722646 y US 6209188, que enseñan el uso de una mesa de soporte que proporciona un conjunto de alojamientos diseñados para acomodar una pluralidad de accionadores. Los accionadores se elevan y se hacen descender para adaptarse a la geometría de la pieza a trabajar, proporcionando de esta manera una plataforma flexible fácilmente adaptable a la forma de cualquier artículo dado para ser mecanizado.
En particular, dichos dispositivos funcionan al dirigir un conjunto de instrucciones de forma selectiva a cada uno de los alojamientos en la mesa de soporte. La instrucción dirigida a un alojamiento dado, una vez se recibe, es transferido al accionador asociado con el alojamiento y se ejecuta acto seguido por medio del mismo accionador.
Sin embargo, dichos dispositivos y procedimientos son mucho más versátiles que los basados en el principio de modelar una mesa para adaptar una pieza particular a trabajar, están afectados por ciertos inconvenientes de la misma forma, y por consiguiente su uso no está siempre libre de problemas.
En particular, si hubiese algún tipo de problema relacionado con el reconocimiento de la instrucción o de las instrucciones dirigidas a uno de los alojamientos, la mesa de soporte debe ser desmantelada de forma que se pueda inspeccionar el alojamiento dañado, y reparar o sustituir la unidad dañada de reconocimiento de señales. Evidentemente, el dispositivo permanecerá fuera de servicio durante el tiempo necesario para efectuar una reparación y, por lo tanto, los tiempos de interrupción pueden ser prolongados.
Además, y especialmente en el caso en el que cada alojamiento está conectado en paralelo con la unidad de control maestro por medio de la que se transmiten las instrucciones, la incorporación de todo el cableado necesario en la mesa de soporte no se lleva a cabo fácilmente.
De forma similar, cuando los alojamientos están conectados en serie con la unidad de control maestro transmitiendo las instrucciones, cada alojamiento debe estar equipado con circuitería electrónica adecuada que comprende una unidad programada para reconocer la dirección asociada con las instrucciones. Dado que suele ocurrir, en cambio, que no todos los alojamientos en la mesa necesitarán estar equipados con un accionador respectivo, el coste de montar el dispositivo puede ser elevado innecesariamente.
En consecuencia, el objetivo de la presente invención es diseñar un dispositivo y un procedimiento para sujetar piezas a trabajar en operaciones de mecanizado, de forma que no estén afectados por los inconvenientes descritos anteriormente.
En particular, el objetivo de la invención es proporcionar un dispositivo para sujetar piezas a trabajar en operaciones de mecanizado que serán excepcionalmente versátiles y flexibles.
También es un objetivo de la presente invención proporcionar un dispositivo y un procedimiento para sujetar piezas a trabajar en operaciones de mecanizado, proporcionando las ventajas de costes reducidos de producción y de funcionamiento.
Revelación de la invención
Los objetivos indicados se realizan sustancialmente, conforme a la invención, en un dispositivo y un procedimiento para sujetar piezas a trabajar en operaciones de mecanizado según se definen en las reivindicaciones 1 y 18.
Se describirá ahora la invención con detalle, a modo de ejemplo, con la ayuda de los dibujos adjuntos, en los que:
- la figura 1 es una primera vista en perspectiva de un dispositivo para sujetar piezas a trabajar en operaciones de mecanizado, conforme a la presente invención;
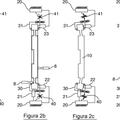
- la figura 2 es una segunda vista en perspectiva del dispositivo mostrado en la figura 1;
- la figura 3 es un diagrama de bloques que ilustra el funcionamiento del dispositivo mostrado en la figura 1;
- la figura 4 es una primera vista de corte transversal que ilustra un detalle del dispositivo mostrado en la figura 1;
- la figura 5 es una segunda vista de corte transversal del detalle mostrado en la figura 3;
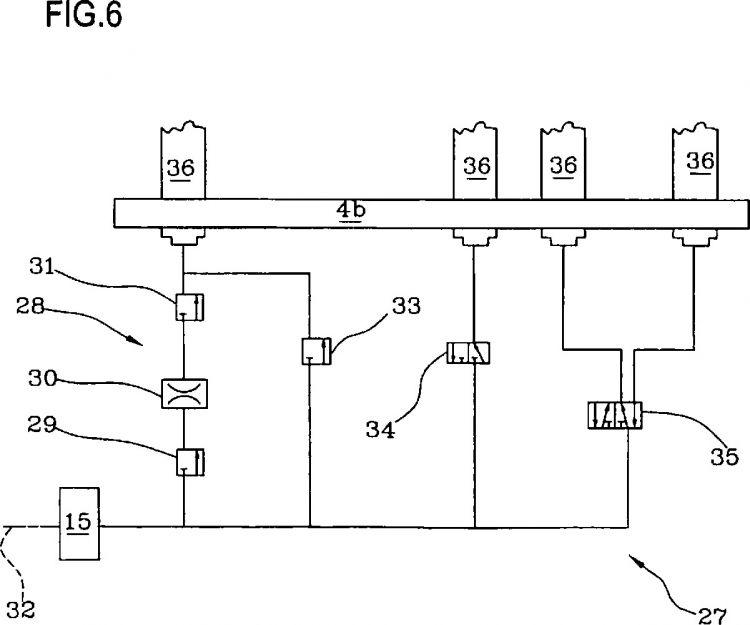
- la figura 6 es un diagrama de circuito respectivo a un detalle del dispositivo para sujetar piezas a trabajar en operaciones de mecanizado.
Con referencia a los dibujos, el número 1 denota un dispositivo, en su totalidad, para sujetar piezas a trabajar en operaciones de mecanizado.
El dispositivo 1 comprende una mesa 2 de soporte dotada de una pluralidad de alojamientos 3 y una pluralidad de accionadores 4 que se pueden insertar de forma extraíble en los alojamientos 3 de la mesa 2. Se puede hacer que los accionadores 4 asuman una pluralidad de posiciones de funcionamiento y, por lo tanto, son capaces de combinarse para crear una plataforma cuya forma se puede adaptar a los contornos de una pieza 100 a trabajar, según se ilustra en las figuras 1 y 2.
El número 5 denota una unidad de control maestro mediante la cual se generan señales compuestas de uno o más códigos de identificación y una o más instrucciones que provocan el movimiento en los accionadores 4 y acto seguido se transmiten a la mesa 2 de soporte, siendo determinada la composición de las señales por la geometría de la pieza a trabajar.
Cada accionador 4 individual está asociado a un código de identificación único, de forma que las señales generadas por la unidad 5 de control maestro pueden ser recibidas de forma selectiva por los accionadores 4. En otras palabras, cada señal emitida por la unidad 5 de control es dirigida directamente a un accionador 4 dado por medio del código de identificación incluido en la misma señal.
Con referencia a la figura 3, en particular, la unidad 5 de control maestro comprende una primera memoria 6 en la que se almacenan una pluralidad de conjuntos de datos. Cada conjunto de datos hace referencia a una pieza particular a trabajar y cada elemento de datos define la posición de operación que debe ser asumida por un accionador que ocupa un alojamiento 4 dado. En términos lógicos, la primera memoria representa un fichero informático de piezas a trabajar, a cada una de las cuales se atribuye una configuración final que debe ser asumida por la plataforma para adaptarse a la forma de la misma pieza.
De forma ventajosa, como ya se ha dado a entender, los datos almacenados en la primera memoria 6 definirán las ubicaciones de los alojamientos 3. En consecuencia, se hace especialmente sencilla e intuitiva la programación de la primera memoria 6, dado que no se le da ninguna importancia al accionador particular 4 que puede ocupar un alojamiento 3 dado.
Más exactamente, la primera memoria 6 puede estar programada sin ninguna consideración acerca de cuál de los accionadores ejecutará físicamente las instrucciones generadas, sino, simplemente, al informar a la memoria 6 de que se debe extender un accionador 4 hasta una altura predeterminada en una ubicación predeterminada en la mesa 2 de soporte.
En una realización preferente, la programación de la primera memoria 6, o más bien la operación de almacenar una pluralidad de conjuntos...
Reivindicaciones:
1. Un dispositivo para máquinas herramienta de múltiples ejes controlados de forma numérica para sujetar piezas a trabajar en operaciones de mecanizado, que comprende:
caracterizado porque cada accionador (4) está asociado con un código de identificación único y porque la unidad (5) de control maestro comprende
una primera memoria (6) que contiene una pluralidad de conjuntos de datos, definiendo cada uno una pieza (100) particular a trabajar, en la que cada elemento de datos representa la posición operativa que debe asumir un accionador (4) que ocupa un alojamiento predeterminado (3) de la mesa (2) de soporte; y una segunda memoria (7) que contiene una tabla de conversión por medio de la cual el código de identificación de cada accionador (4) está asociado con el alojamiento respectivo (3) ocupado.
2. Un dispositivo según la reivindicación 1, en el que la unidad (5) de control maestro comprende una unidad (10) de procesamiento conectada de forma operativa a la primera memoria (6), de tal forma que se generan instrucciones que provocan el movimiento conforme a datos almacenados en la misma primera memoria, y conectada a la segunda memoria (7) de forma que se puede asociar el código de identificación de un accionador (4) con cada instrucción generada que provoca el movimiento.
3. Un dispositivo según las reivindicaciones precedentes, en el que cada accionador (4) está equipado con medios (11) que permiten el reconocimiento del código de identificación emitido por la unidad (5) de control maestro y que permiten, acto seguido, la recepción de las instrucciones que provocan el movimiento.
4. Un dispositivo según las reivindicaciones precedentes, que comprende medios (9) de autoaprendizaje mediante los cuales se adquiere el código de identificación de cada accionador (4).
5. Un dispositivo según la reivindicación 4, en el que los medios (9) de autoaprendizaje comprenden una unidad lectora (8) capaz de reconocer el código de identificación de cada accionador (4) que ocupa un alojamiento, y están conectados a la segunda memoria (7) con el fin de implementar la tabla de conversión.
6. Un dispositivo según las reivindicaciones precedentes, en el que cada alojamiento (3) comprende un zócalo conector (15), por medio del cual el accionador (4), que ocupa el alojamiento (3), está conectado con la unidad (5) de control maestro.
7. Un dispositivo según las reivindicaciones precedentes, en el que cada accionador (4) comprende medios (13) de accionamiento que sirven para ejecutar las instrucciones recibidas que provocan el movimiento.
8. Un dispositivo según las reivindicaciones 2 y 7, en el que las instrucciones que provocan el movimiento son gestionadas por un procesador (12) de gestión conectado de forma operativa a la unidad (10) de procesamiento y a cada accionador (4), de tal forma que se pueden codificar las instrucciones que provocan el movimiento y se hace que sean directamente ejecutables por los medios (13) de accionamiento.
9. Un dispositivo según la reivindicación 7, en el que los medios (13) de accionamiento comprenden medios mecánicos (26) mediante los cuales se eleva y se hace descender el accionador (4), y medios neumáticos (27) mediante los cuales se ancla el accionador (4) a la pieza (100) a trabajar.
10. Un dispositivo según la reivindicación 9, en el que los medios mecánicos (26) comprenden un motor eléctrico (19) asociado de forma rígida con una columna (16) del accionador (4) y conectado a un tornillo (21) de avance que acciona un vástago telescópico (18) del accionador (4), de tal forma que se puede desplazar el vástago (18) con respecto a la columna (16).
11. Un dispositivo según la reivindicación 10, en el que los medios mecánicos (26) comprenden, además, una tuerca (22) de avance asociada de forma rígida con el vástago (18) del accionador (4) y acoplado con el tornillo (21) de avance, de tal forma que se eleva y se hace descender el vástago (18) del accionador al girar el tornillo (21) de avance.
12. Un dispositivo según la reivindicación 11, en el que cada accionador (4) comprende una guía (23) que sirve para mantener el alineamiento del vástago (18) cuando se eleva y se hace descender.
13. Un dispositivo según la reivindicación 9, en el que los medios neumáticos (27) comprenden una ventosa (200) llevada por un extremo amovible (18a) del vástago telescópico (18) del accionador (4) y que se puede poner, por lo tanto, en contacto con la pieza (100) a trabajar.
14. Un dispositivo según la reivindicación 13, en el que los medios neumáticos (27) comprenden medios mediante los cuales generar un vacío (28) entre la ventosa (200) y la pieza (100) a trabajar, de forma que se pueda anclar la pieza a trabajar de forma rígida al accionador (4).
15. Un dispositivo según la reivindicación 13 o 14, en el que los medios neumáticos (27) comprenden una pluralidad de conductos telescópicos (36) de aire mediante los cuales se establecen conexiones de fluido entre la ventosa (200) y un extremo fijo (4b) del accionador (4).
16. Un dispositivo según las reivindicaciones 13, 14 y 15, en el que los medios neumáticos (27) están conectados a un único conducto (32) de suministro de aire comprimido.
17. Un dispositivo según las reivindicaciones 6 y 16, en el que el único conducto (32) de suministro de aire comprimido se extiende a través de la mesa (2) de soporte, y los medios neumáticos (27) de cada accionador (4) están conectados al conducto (32) de aire comprimido por medio del respectivo zócalo conector (15).
18. Un procedimiento para sujetar piezas a trabajar en operaciones de mecanizado para máquinas herramienta de múltiples ejes controladas de forma numérica, incluyendo las etapas de:
caracterizado porque
cada accionador (4) está asociado a un código de identificación único y porque dicha etapa de asociación incluye las etapas de:
llevada a cabo dicha etapa de generación de dichas señales por la unidad (10) de procesamiento en base a dichos datos almacenados en la primera memoria (6), accediendo dicha unidad (10) de procesamiento a la segunda memoria (7) para convertir la información que refleja la ubicación de los alojamientos (3) en dichos códigos que identifican los accionadores (4) que ocupan los alojamientos (3).
19. Un procedimiento según la reivindicación 18, en el que la etapa de generar señales incluye la etapa de determinar la posición operativa que debe asumir cada accionador (4) conforme al alojamiento (3) ocupado, de forma que se puedan generar en consecuencia las instrucciones que provocan el movimiento.
20. Un procedimiento según la reivindicación 19, en el que la etapa de generar señales incluye una etapa por la que se le atribuye a cada alojamiento (3) ocupado por un accionador (4) el código de identificación del accionador respectivo.
21. Un procedimiento según las reivindicaciones 19 y 20, en el que la etapa de generar señales incluye una etapa de asociar instrucciones generadas que provocan el movimiento con códigos de identificación respectivos de los accionadores (4).
22. Un procedimiento según las reivindicaciones 19 a 21, en el que la etapa de transmitir señales a la mesa (2) de soporte incluye una etapa de codificación de las instrucciones que provocan el movimiento para hacer que sean directamente ejecutables por los accionadores (4).
23. Un procedimiento según las reivindicaciones 19 a 22, que comprende la etapa de activar todos los accionadores (4) de forma simultánea para elevar o hacer descender la pieza a trabajar.
24. Un procedimiento según la reivindicación 23, en el que la etapa de activar todos los accionadores (4) de forma simultánea incluye las etapas secundarias de transmitir las instrucciones que provocan el movimiento respectivo de forma selectiva a los diversos accionadores (4) y transmitir, acto seguido, una señal común a todos los accionadores (4) mediante la cual se activan las instrucciones que provocan el movimiento.
Patentes similares o relacionadas:
Aprieto para mesas multi-perforadas, del 22 de Mayo de 2020, de INDUSTRIAS PIQUERAS, S.A.: 1. Aprieto para mesas multi-perforadas que poseen una pluralidad de orificios en su superficie, caracterizado por que comprende una barra […]
MORDAZA DE APRIETE, del 19 de Mayo de 2020, de INGENIERIA IRADI, S.L: 1. Mordaza de apriete para sujetar primeras piezas , caracterizada por que comprende: - un primer bastidor con: - una base para soportar la primera […]
Placa de producción de un implante dental y/o prótesis artificial, del 6 de Mayo de 2020, de Jade Finance S.A.R.L: Un conjunto de producción por impresión 3D de pilares de implante para implantes dentales, comprendiendo el conjunto, al menos un pilar que comprende un miembro de […]
SISTEMA Y MÉTODO PARA LA ESTAMPACIÓN DIGITAL DE MALETAS RÍGIDAS Y SEMIRRÍGIDAS, del 20 de Febrero de 2020, de FERRI SOLER,JUAN: La presente invención se refiere a un método y un sistema para estampar una maleta rígida o semirrígida, que comprende: unos medios de impresión digital […]
SISTEMA Y MÉTODO PARA LA ESTAMPACIÓN DIGITAL DE MALETAS RÍGIDAS Y SEMIRRÍGIDAS, del 14 de Febrero de 2020, de FERRI SOLER,JUAN: La presente invención se refiere a un método y un sistema para estampar una maleta rígida o semirrígida, que comprende: unos medios de impresión digital para estampar […]
Máquina de trabajo con dispositivo de sujeción, del 23 de Octubre de 2019, de Belotti S.p.A: Máquina de trabajo que comprende un cabezal de trabajo que tiene un husillo y que se puede mover en un espacio de trabajo xyz y que […]
 Dispositivo de sujeción de una pieza en bruto que se va a mecanizar, del 28 de Agosto de 2019, de Stelia Aerospace: Dispositivo de sujeción de una pieza en bruto que se va a mecanizar que comprende:
- un marco ,
- medios de agarre de dicha pieza que […]
Dispositivo de sujeción de una pieza en bruto que se va a mecanizar, del 28 de Agosto de 2019, de Stelia Aerospace: Dispositivo de sujeción de una pieza en bruto que se va a mecanizar que comprende:
- un marco ,
- medios de agarre de dicha pieza que […]
Placa modular para sujetar componentes, del 10 de Julio de 2019, de LUDWIG EHRHARDT GMBH: Placa modular para sujetar unos componentes , en particular para sujetar unas piezas de trabajo en un centro de mecanizado para el mecanizado […]