UTIL PARA EL POSICIONAMIENTO Y SOLDADURA DE COLECTORES PARA EQUIPOS DE REFRIGERACION Y CALEFACCION.
1. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción caracterizado porque está basado en un sistema de varillas (3) ancladas y giratorias a un eje (1).
2. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque los soportes (5) para la sujeción de los colectores es regulable en altura.
3. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque consta de una barra (4) unida a los brazos (11) sujetos y giratorios al cuerpo (14) y regulable en altura por el mecanismo (12).
4. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque el mecanismo (12) puede ser complementado por otro de tipo neumático o hidráulico para levantar la barra (4) en vez de hacerlo manualmenteactuando sobre el pomo (13).
5. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque la parte anterior (7) y la posterior (14) se desplazan paralelamente una con respecto a la otra.
6. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque alrededor de los casquillos (2) lleva los taladros para anclar en ellos las varillas (3) con el freno (17), dichos taladros se combinan entre sí para conseguir diferentes pasos (P) entre ellos
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U200801352.
Solicitante: DIEGO PEREZ-CAMINO,MANUEL.
Nacionalidad solicitante: España.
Provincia: GUADALAJARA.
Inventor/es: DIEGO PEREZ-CAMINO,MANUEL.
Fecha de Solicitud: 24 de Junio de 2008.
Fecha de Publicación: .
Fecha de Concesión: 30 de Diciembre de 2009.
Clasificación PCT:
- B23K11/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Equipo auxiliar (B23K 11/31 tiene prioridad).
Descripción:
Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción.
Objeto de la invención
La presente invención según expresa el enunciado de esta memoria descriptiva se refiere a un útil ó herramienta a utilizar sobremanera en la fabricación de colectores que se utilizan en la fabricación de baterías aleteadas ó intercambiadores en la industria de la refrigeración, calefacción y energía solar.
El útil está concebido para una mejor disposición de la pieza a soldar, al permitir una orientación mas cómoda y accesible a los puntos de soldadura para el operario.
Antecedentes de la invención
Serán conocidos diferentes métodos de sujeción de los colectores para soldarlos, pero los que este solicitante conoce no son herramientas propiamente diseñadas para este fin, así que no creo necesario su comentario.
Explicación de la invención
El dispositivo de la invención es un útil que está especialmente diseñado para lo que su título hace referencia, que es el posicionamiento del colector o colectores en una posición óptima para realizar sobre él la operación de soldadura, retirar el colector una vez soldado con suma facilidad y montar otro colector con la misma facilidad y sencillez. Esto se consigue con el sistema de varillas que son las que sujetan los tubos de entrada al colector y que están orientadas con respecto al operario que trabaja con el útil en la posición que menos visibilidad quitan, pensando en la ergonomía es óptimo para poder trabajar con él tanto si el operario está sentado como de pié ya que el colector se puede girar transversalmente hasta situarlo en la posición idónea para el operario.
Para complementar la descripción que seguidamente se va a realizar y con objeto de ayudar a una mejor compresión de las características del invento, se acompaña a la presente memoria descriptiva de un juego de planos en base a cuyas figuras se comprenderá más fácilmente el funcionamiento del útil y las explicaciones aquí dadas.
Breve descripción de los dibujos
Figura 1.- Muestra una vista del lateral izquierdo del útil con todas las varillas (3) desplazadas hacia la parte anterior, también figura un colector (C) para mejor comprensión del dibujo.
Figura 2.- Muestra una vista en planta del útil con todas las varillas desplazadas hacia la parte anterior.
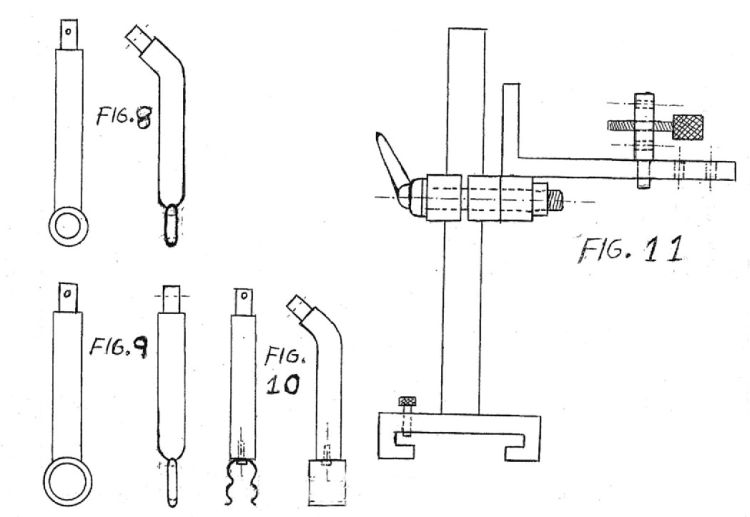
Figura 3.- Se muestra un tipo de terminación de varilla (19) en su parte anterior con la terminación roscada para acoplar adaptadores del tipo de los de la figura 5, ó que se sujeten por presión en la varilla.
Figura 4.- Muestra otro tipo de terminación de varilla (19).
Figura 5.- Muestra dos tipos de adaptadores para roscar o acoplar en la terminación de la varilla para sujetar los tubos del colector.
Figura 6.- Muestra un tipo de terminación de varilla articulada, con el propósito de sujetar mas de un tubo del colector con la misma varilla, este tipo de terminaciones de varilla es para sujetar dos ó tres tubos a la vez (19).
Figura 7.- Muestra un accesorio para acoplar en los soportes (5) para isuflar nitrógeno (gas) por la parte exterior del cuerpo del colector a fin de que no se oxide durante la operación de soldadura. La longitud (L) estará en relación con la longitud del colector.
Figura 8.- Muestra otro tipo de terminación de varilla (19).
Figura 9.- Muestra otro tipo de terminación de varilla (19).
Figura 10.- Muestra otro tipo de terminación elástica de varilla.
Figura 11.- Muestra un accesorio que se inserta en la guía de la base (7) y que sirve para posicionar el tubo de unión del colector (20) cuando lo lleve. Es regulable en altura y giratorio para adaptarlo a la desviación de grados sobre el cuerpo del colector, también sirve para inmovilizar el colector en una posición determinada ó para soldar a inglete al cuerpo del colector el tubo de unión (20).
Descripción de una forma de realización preferida
El útil esta especialmente diseñado para lo que su titulo hace referencia, pero también se puede aplicar a otras piezas de similar forma y otro uso. Consta de una parte (llamémosla anterior) (7) donde van situados los colectores, (C) (uno ó más de uno) sujetos en soportes (5) regulables en altura y cambiables con suma facilidad según el diámetro del colector.
Esta parte donde se sitúan los colectores (7) va unida a otra, (parte posterior) paralela a esta (donde se fijan las varillas) por un mecanismo de cremallera, (8) para aumentar o disminuir la distancia entre las dos partes del útil, este mecanismo de cremallera también puede ser sustituido ó reforzado con guías con freno.
Una varilla (3) se compone del cuerpo de la varilla (3) más la terminación de la varilla (19) unidas por el empalme desmontable (16).
En la parte posterior (14) se fija un eje (1) con casquillos (2) a los cuales se fijan las varillas (3) que van a sujetar los tubos de entrada de los colectores. Los casquillos se disponen con las medidas necesarias para cambiar el paso (P) entre los tubos de los colectores, siendo fácil cambiar todo el eje (1) con los casquillos y varillas para un paso distinto con solo quitar y poner los tornillos que lo sujetan.
Por debajo de todas las varillas pasa una barra (4) fijada en los brazos (11) y regulable en altura por el mecanismo (12) a dicha barra (4) va unido un pomo ó agarradera (13) para levantar todas las varillas (3) que estén desplazadas a la parte anterior y que se estén utilizando en ese momento cuando se termina la operación de soldadura en parte ó totalmente del colector.
En la base posterior (15) se sitúan los engranajes (9) que accionan sobre la cremallera (8) para conseguir el desplazamiento paralelo de las dos partes del útil. Estos dos engranajes van unidos por un eje que se acciona con la manivela (10).
Los casquillos (2) que giran sobre el eje (1) y que sujetan las varillas (3) se disponen de tal ancho que combinados entre si y situando las varillas en la parte anterior ó posterior dispongamos de dos pasos (P) distintos sin necesidad de cambiar de eje (1) con casquillos de otro paso (P).
Las varillas (3) se cambian aflojando el freno de sujeción (17) ó cambiando solamente la parte que está en contacto con los tubos del colector (19) a través del empalme (16). La terminación de la varilla (19) puede ser de formas variables adaptándose a la forma de los tubos de entrada del colector y a su cantidad para cumplir su cometido de sujetarlos mientras se sueldan (varios ejemplos de terminación de varilla (19) figuran en los dibujos).
En la base posterior (15) se sitúan dos rodamientos (18) para facilitar el deslizamiento de esta parte cuando se manipule sobre la manivela (10).
Como la mayoría de los colectores son de cobre, el útil dispone de un accesorio (figura 7) que se fija en los soportes de los colectores (5) en concordancia con el diámetro del colector y de su longitud para introducir nitrógeno (gas) por la parte exterior de este con el fin de que no se oxide por fuera durante la operación de soldadura. El nitrógeno también se introducirá por la parte interna del colector por una varilla hueca en su parte anterior, asimismo por otra varilla hueca se aspirarán los humos que se produzcan dentro del colector durante la operación de soldadura.
La base anterior (7) dispone de guías para anclar en ella el mecanismo de sujeción de los soportes de los colectores (5) u otros accesorios (figura 11).
La escala de todos los dibujos es variable y los materiales preferibles para la fabricación del útil son acero y aluminio. El aluminio se usará en todas las piezas que sea factible como es obvio con el propósito de aligerar el peso total del útil. En cuanto a la longitud del útil determinada por la medida del del eje (1), es variable.
Reivindicaciones:
1. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción caracterizado porque está basado en un sistema de varillas (3) ancladas y giratorias a un eje (1).
2. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque los soportes (5) para la sujeción de los colectores es regulable en altura.
3. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque consta de una barra (4) unida a los brazos (11) sujetos y giratorios al cuerpo (14) y regulable en altura por el mecanismo (12).
4. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque el mecanismo (12) puede ser complementado por otro de tipo neumático o hidráulico para levantar la tiara (4) en vez de hacerlo manualmente actuando sobre el pomo (13).
5. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque la parte anterior (7) y la posterior (14) se desplazan paralelamente una con respecto a la otra.
6. Útil para el posicionamiento y soldadura de colectores para equipos de refrigeración y calefacción según la reivindicación 1, caracterizado porque alrededor de los casquillos (2) lleva los taladros para anclar en ellos las varillas (3) con el freno (17), dichos taladros se combinan entre si para conseguir diferentes pasos (P) entre ellos.
Patentes similares o relacionadas:
Dispositivo de protección frente a salpicaduras de soldadura con un sistema de limpieza integrado, y método de limpieza de dicho dispositivo, del 27 de Mayo de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de pantalla para salpicaduras de soldadura para la protección de salpicaduras inducidas por un sistema de soldadura de palanquillas, definiendo el […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
DISPOSITIVO PARA EL MANTENIMIENTO DE CABEZALES DE PINZAS EN INSTALACIONES DE SOLDADURA, del 23 de Abril de 2020, de ORTIZ TELLEZ, Aline Yarely: 1. Dispositivo para el mantenimiento de cabezales de pinzas en instalaciones de soldadura, caracterizada por el hecho de que comprende una estación de mantenimiento […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
 Unión soldada por puntos y método de soldadura por puntos, del 26 de Junio de 2019, de NIPPON STEEL CORPORATION: Una unión soldada por puntos de una plancha de acero de alta resistencia, que comprende:
dos o más planchas (1A, 1B, 1C) de acero delgadas que se sueldan por puntos […]
Unión soldada por puntos y método de soldadura por puntos, del 26 de Junio de 2019, de NIPPON STEEL CORPORATION: Una unión soldada por puntos de una plancha de acero de alta resistencia, que comprende:
dos o más planchas (1A, 1B, 1C) de acero delgadas que se sueldan por puntos […]
MÁQUINA PARA EL AFILADO DE LOS ELECTRODOS DE TUNGSTENO PARA SOLDADURA, del 23 de Abril de 2019, de PEREZ ROSILLO, Mauricio: 1. Máquina para el afilado de los electrodos de tungsteno para soldadura caracterizado porque está formada por un chasis que incorpora un motor que cuenta […]
Dispositivo y método para enfriar una zona de carril soldada, del 25 de Marzo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un dispositivo para enfriar una zona de soldadura de carril , el dispositivo comprende: un primer enfriador configurado para enfriar una […]
Dispositivo y procedimiento para fabricar cascos de recipientes de chapa metálica, del 28 de Marzo de 2018, de SOUDRONIC AG: Dispositivo para fabricar cascos de recipientes de chapa metálica, especialmente de chapa estañada, que comprende un equipo de redondeamiento, una disposición […]