PROCEDIMIENTO PARA UNIR UN RACOR DE MONTAJE A PRESION CON UN TUBO ASI COMO RACOR DE MONTAJE A PRESION, TUBO Y DISPOSITIVO DE PRENSADO PARA REALIZAR ESTE PROCEDIMIENTO.
Procedimiento para unir un racor de montaje a presión (1) con un tubo (2,
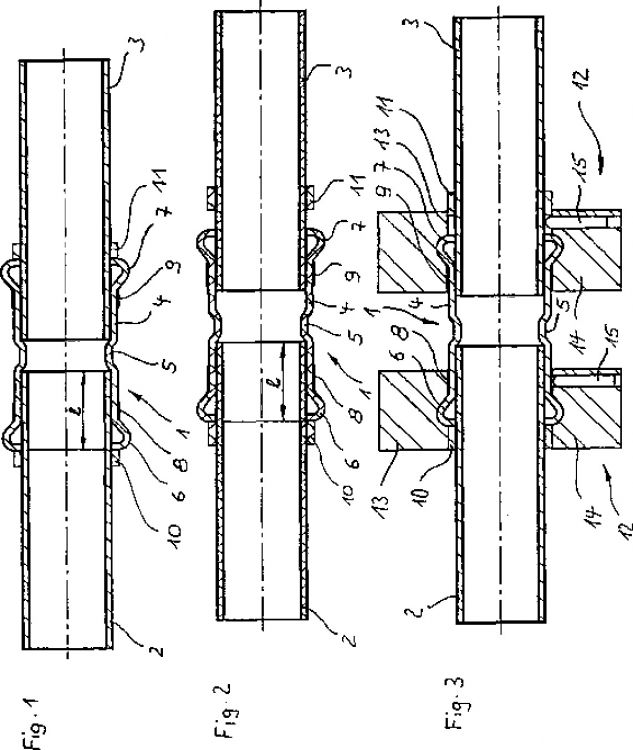
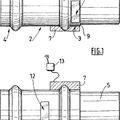
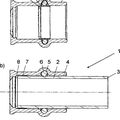
3) mediante un dispositivo de prensado (12), donde el racor de montaje a presión (1) y el tubo (2, 3) se enchufan uno dentro del otro hasta una determinada profundidad de inserción (1), y se deforma o deforman a continuación plásticamente en dirección radial hacia el interior el racor de montaje a presión (1) y/o el tubo (2, 3) sirviéndose del dispositivo de prensado (12), de modo que entre ellos se obtenga una unión prensada, caracterizado porque se prepara el tubo (2, 3) sobre el cual se aplica, en una zona que después del prensado se pueda observar desde el exterior, un revestimiento adicional (10, 11) limitado localmente, que está realizado de tal forma que durante y después del prensado no se utilice para la unión prensada mecánica del tubo con el racor de montaje a presión, y porque el aspecto del revestimiento (10, 11) se altera visualmente debido al dispositivo de prensado (12), durante o después del proceso de prensado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP00/07013.
Solicitante: NOVOPRESS GMBH PRESSEN UND PRESSWERKZEUGE & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: SCHARNHORSTSTRASSE 1,41460 NEUSS.
Inventor/es: LOHMANN, GERT.
Fecha de Publicación: .
Fecha Concesión Europea: 3 de Febrero de 2010.
Clasificación Internacional de Patentes:
- F16L13/14B3
Clasificación PCT:
- F16L13/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › realizados por deformación plástica del material del tubo, p. ej. por deformación de las bridas, por laminación.
Clasificación antigua:
- F16L13/14 F16L 13/00 […] › realizados por deformación plástica del material del tubo, p. ej. por deformación de las bridas, por laminación.
Fragmento de la descripción:
Procedimiento para unir un racor de montaje a presión con un tubo así como racor de montaje a presión, tubo y dispositivo de prensado para realizar este procedimiento.
La invención se refiere a un procedimiento para unir un racor de montaje a presión con un tubo mediante un dispositivo de prensado donde el racor de montaje a presión y el tubo se enchufan uno dentro del otro hasta una determinada profundidad de inserción, y se deforma o deforman a continuación hacia el interior en dirección radial el racor de montaje a presión y/o el tubo sirviéndose del dispositivo de prensado, de modo que entre ellos se obtenga una unión prensada. La invención se refiere además a un racor de montaje a presión para llevar a cabo uno de estos procedimientos.
Para unir tubos es conocido el empleo de racores de montaje a presión en forma de casquillo, que son de plástico o de metal. Para la realización de la unión entre los tubos se enchufan uno dentro de otro los extremos de los tubos y el racor de montaje a presión, y se comprimen radialmente con deformación plástica. Para ello existen dos clases de racores de montaje a presión, concretamente aquellos que se enchufan dentro de los extremos de los tubos (véase el documento CH-A 682942), y aquellos que se deslizan sobre los extremos de los tubos. Estas últimas uniones para tubos y los correspondientes racores de montaje a presión se conocen por ejemplo por el documento DE-C-11 87 870 y el EP-B-0 361 630.
El prensado de los racores de montaje a presión y del tubo se efectúa sirviéndose de dispositivos de prensado tales como se conocen en diversas formas de realización por ejemplo por los documentos DE-C 21 36 782, DE-A-34 23 283, EP-A-0 451 806, EP-B-0 361 630, DE-C-42 40 427 y DE-A-196 31 019. Los dispositivos de prensado tienen dos o más mordazas de presión que durante el proceso de prensado se pueden desplazar radialmente hacia el interior formando un recinto de prensado cerrado. Para el accionamiento destinado al movimiento de las mordazas de presión se prevé en muchos casos un émbolo hidráulico al que se puede aplicar presión hidráulica por medio de una bomba de accionamiento manual o por motor eléctrico.
El establecimiento de las uniones especificadas entre los tubos tiene lugar especialmente para la instalación de conducciones por las que fluye agua o también por las que fluye gas, en edificios. Para ello es necesario realizar una multitud de prensados, y esto también en lugares en donde el prensado no se puede controlar visualmente de modo suficiente, por ser lugares de difícil acceso y/o porque se dispone de escasa iluminación. Para poder efectuar a pesar de ello una comprobación de la estanqueidad de la unión entre los tubos se llenan las conducciones de un líquido o se someten a una prueba de presión. Ahora bien en el caso de que haya una falta de estanqueidad, la consecuencia es que el medio utilizado escapa, con lo cual pueden producirse daños considerables.
Para que la zona de unión entre el racor de montaje a presión y un tubo enchufado en él se pueda reconocer claramente de forma óptica se ha propuesto según el documento EP 1 081 421 A1 (publicado solamente el 27.03.2001) que el racor de montaje a presión esté dotado de una capa de colorantes microencapsulados. Al aplicar la herramienta de prensado sobre el racor y efectuar el proceso de prensado se revientan las envolventes de los colorantes microencapsulados que caen bajo la herramienta de prensado, de modo que puede escapar el colorante. El colorante liberado de las envolturas muestra entonces claramente que se ha realizado el prensado del racor de montaje a presión y del extremo del tubo. De este modo el montador puede comprobar rápidamente si en un sistema de tuberías se han unido entre sí los racores de montaje a presión con los extremos de los tubos introducidos en ellos mediante el prensado y la deformación en frío.
Además de esto se conoce por el documento DE 299 08 561 U1 el hecho de equipar los extremos de los tubos con unos manguitos de junta colocados por el exterior, los cuales presentan tramos de diferente color. El extremo del tubo se introduce entonces en el racor de montaje a presión sólo hasta el límite entre los dos tramos de color. De este modo se puede reconocer ópticamente si el extremo del tubo ha sido introducido a suficiente profundidad en el racor de montaje a presión. En otra forma de realización se emplea un racor interior que está dotado por el exterior de un manguito de junta que en el centro presenta un tramo de color de forma anular. Los extremos de los tubos se deslizan entonces sobre el racor interior hasta este tramo de color, pudiendo reconocerse ópticamente por medio del tramo de color si el extremo del tubo ha sido deslizado la distancia suficiente sobre el racor interior.
La invención tiene como objetivo facilitar procedimientos para unir racores de montaje a presión con un tubo, después de cuya aplicación se pueda reconocer claramente si se ha efectuado el prensado, y preferentemente si al hacerlo se ha procedido de forma reglamentaria. Otro objetivo consiste en realizar un racor de montaje a presión de tal modo que con él se pueda llevar a cabo uno de los procedimientos.
La primera parte del cometido se resuelve conforme a la invención mediante un procedimiento en el cual se dispone un tubo sobre el cual se ha aplicado en una zona que después del prensado se pueda reconocer desde el exterior un revestimiento adicional limitado localmente que está realizado de tal modo que durante o después del prensado no se emplee para la unión prensada mecánica y porque durante o después del proceso de prensado se modifica visualmente el aspecto del revestimiento por medio del dispositivo de prensado. La idea básica de la invención es por lo tanto prever un revestimiento que es comprimido por el equipo de prensado utilizado para la compresión y que por este motivo modifica su aspecto en cuanto a forma, color y/o estructura de tal modo que un controlador puede ver sin problemas si en el lugar en cuestión se ha realizado o no un prensado. La ventaja de este procedimiento consiste en que para ello no es necesario llevar a cabo medidas complejas sino que simplemente hay que disponer un racor de montaje a presión y/o un tubo, que esté dotado de un revestimiento que reaccione ante el equipo de prensado.
En una realización especial de la invención está previsto que el revestimiento esté dispuesto y realizado sobre el tubo de tal modo que por el efecto del equipo de prensado su aspecto solamente se altere cuanto el tubo se ha introducido en el racor de montaje a presión a la profundidad de inserción. De este modo se le facilitan al controlador dos clases de informaciones cuando compruebe que el revestimiento ha alterado su aspecto. Por una parte sabe entonces que efectivamente se ha realizado un prensado. Por otra parte puede comprobar que el tubo ha sido introducido en el racor de montaje a presión hasta la profundidad de inserción, es decir a suficiente profundidad. Si no se observa un aspecto alterado del revestimiento es que la unión del tubo no se ha establecido reglamentariamente.
La primera parte del objetivo se resuelve conforme a la invención también mediante un segundo procedimiento en el que se dispone un racor de montaje a presión sobre el cual está aplicado en una zona que después del prensado se pueda reconocer desde el exterior, un revestimiento en forma de una capa de pintura, de una lámina de color o de un anillo de color, de un color que se diferencie claramente del del racor de montaje a presión, y en el que el aspecto del revestimiento sea alterado visualmente por el equipo de prensado durante o después del proceso de prensado. A diferencia del primer procedimiento se dota aquí el racor de montaje a presión de un revestimiento que permite reconocer el proceso de prensado. El espesor y anchura del revestimiento están adaptados de tal modo al procedimiento conforme a la invención que durante o después del proceso de prensado quede asegurado un efecto del equipo de prensado que altere el aspecto del revestimiento.
La segunda parte del objetivo se resuelve conforme a la invención por medio de un racor de montaje a presión sobre el cual está aplicado un revestimiento perceptible visualmente en forma de una aplicación de pintura, una lámina de color o un anillo de color en una zona que conforme al objetivo está previsto para ser prensado, y donde después del prensado se pueda reconocer desde el exterior que este revestimiento presenta otro color que se diferencia claramente del del racor de montaje a presión, y que el revestimiento se pueda modificar visualmente por el proceso de prensado.
Reivindicaciones:
1. Procedimiento para unir un racor de montaje a presión (1) con un tubo (2, 3) mediante un dispositivo de prensado (12), donde el racor de montaje a presión (1) y el tubo (2, 3) se enchufan uno dentro del otro hasta una determinada profundidad de inserción (1), y se deforma o deforman a continuación plásticamente en dirección radial hacia el interior el racor de montaje a presión (1) y/o el tubo (2, 3) sirviéndose del dispositivo de prensado (12), de modo que entre ellos se obtenga una unión prensada, caracterizado porque se prepara el tubo (2, 3) sobre el cual se aplica, en una zona que después del prensado se pueda observar desde el exterior, un revestimiento adicional (10, 11) limitado localmente, que está realizado de tal forma que durante y después del prensado no se utilice para la unión prensada mecánica del tubo con el racor de montaje a presión, y porque el aspecto del revestimiento (10, 11) se altera visualmente debido al dispositivo de prensado (12), durante o después del proceso de prensado.
2. Procedimiento según la reivindicación 1, caracterizado porque el revestimiento (10, 11) está dispuesto y realizado sobre el tubo (2, 3) de tal modo que su aspecto solamente se altera por el efecto del dispositivo de prensado si el tubo (2, 3) ha sido introducido a la profundidad de inserción prevista (1) dentro del racor de montaje a presión (1).
3. Procedimiento para unir un racor de montaje a presión (1) con un tubo (2, 3) mediante un dispositivo de prensado (12), donde el racor de montaje a presión (1) y el tubo (2, 3) se introducen uno dentro del otro hasta una determinada profundidad de inserción (1), y a continuación se deforma o deforman plásticamente en dirección radial hacia el interior el racor de montaje a presión (1) y/o el tubo (2, 3) con ayuda del dispositivo de prensado (12), de tal modo que entre ellos resulte una unión prensada, caracterizado porque se presenta un racor de montaje a presión (1) sobre el cual se ha aplicado en una zona que después de realizado el prensado sea reconocible desde el exterior, un revestimiento (8, 9) en forma de una aplicación de pintura, una lámina de color o un anillo de color, de un color que se diferencie claramente del del racor de montaje a presión (1), y porque el aspecto del revestimiento (8, 9) se altera visualmente durante o después del proceso de prensado por el dispositivo de prensado (12).
4. Racor de montaje a presión para llevara cabo el procedimiento según la reivindicación 3, caracterizado porque sobre el racor de montaje a presión (1) está aplicado un revestimiento (8, 9) reconocible visualmente, en forma de una aplicación de pintura, de una lámina de color o de un anillo de color en una zona que por su destino está prevista para ser efectuado un prensado, y donde después de efectuado el prensado se puede reconocer desde el exterior, y porque este revestimiento (8, 9) tiene un color que se diferencia claramente del del racor de montaje a presión (1), y porque el revestimiento (8, 9) puede sufrir una alteración visual debido al proceso de prensado.
5. Racor de montaje a presión según la reivindicación 4, caracterizado porque el revestimiento (8, 9) está realizado de tal modo que su aspecto se altera debido al efecto de la presión del dispositivo de prensado.
6. Racor de montaje a presión según la reivindicación 4 ó 5, caracterizado porque la aplicación de pintura (8, 9) presenta por lo menos dos capas de pintura de diferente color.
7. Racor de montaje a presión según la reivindicación 6, caracterizado porque la capa de pintura exterior está realizada más delgada que la capa o capas interior(es) de pintura.
8. Racor de montaje a presión según la reivindicación 6 ó 7, caracterizado porque una de las capas de color es de metal y la otra capa de pintura contrasta con ella.
9. Racor de montaje a presión según una de las reivindicaciones 6 a 8, caracterizado porque el revestimiento de pintura (8, 9) está realizado de tal modo que por el efecto de la presión, dos colores se mezclan formando un tercer color.
Patentes similares o relacionadas:
ACCESORIO ADAPTADOR, del 24 de Agosto de 2011, de YORKSHIRE FITTINGS LTD: Accesorio adaptador para unir a presión extremos de tubos con un contorno interior fundamentalmente cilíndrico, con al menos un reborde configurado radialmente […]
 RACOR DE ENGASTE PARA TUBO, del 18 de Octubre de 2010, de COMAP: Racor de engaste para tubo, que comprende por lo menos un empalme para un tubo , caracterizado porque comprende además, a nivel de por lo menos un empalme […]
RACOR DE ENGASTE PARA TUBO, del 18 de Octubre de 2010, de COMAP: Racor de engaste para tubo, que comprende por lo menos un empalme para un tubo , caracterizado porque comprende además, a nivel de por lo menos un empalme […]
 RACOR Y SISTEMA DE CONEXION CON UN RACOR, del 5 de Marzo de 2010, de VIEGA GMBH & CO. KG.: Racor , en particular para el sector de las instalaciones, para conectar con un extremo de una tubería que puede ser atravesada por un fluido, con un tramo […]
RACOR Y SISTEMA DE CONEXION CON UN RACOR, del 5 de Marzo de 2010, de VIEGA GMBH & CO. KG.: Racor , en particular para el sector de las instalaciones, para conectar con un extremo de una tubería que puede ser atravesada por un fluido, con un tramo […]
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Racor con revestimiento, sistema de tuberías y uso del racor o del sistema de tuberías, del 25 de Marzo de 2020, de Viega Technology GmbH & Co. KG: Racor para una unión tubular estanca, no desmontable, - con un cuerpo básico de racor para el alojamiento de al menos un tubo que va a empalmarse […]
Acoplamiento de fluido con conexión de bloqueo, del 8 de Enero de 2020, de Oetiker NY, Inc: Combinación de un componente de fluido y un conector que puede unirse de manera no extraíble con el componente , en la que el componente […]
Componente de válvula, del 20 de Noviembre de 2019, de WEH, ERWIN: Componente de válvula en forma de una válvula de retención o de una boquilla de conexión, en particular para el repostaje de vehículos de gas natural, para […]