PROCEDIMIENTO DE SOBREMOLDEO DE ACRISTALAMIENTOS.
Procedimiento de sobremoldeo de un acristalamiento (1), especialmente de acristalamientos abombados para vehículos automóviles,
por inyección de un material plástico o reactivo, sobre al menos una parte de la superficie especialmente periférica del acristalamiento, en el cual
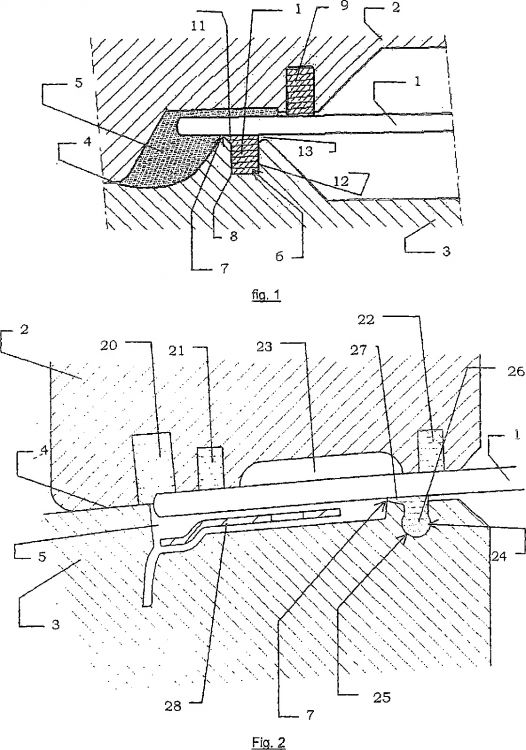
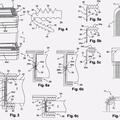
- se coloca un acristalamiento en un molde que comprende al menos dos elementos de molde (2, 3) que delimitan una cavidad de moldeo (5), al menos una junta estanca (6) que define un límite de sobremoldeo,
- se cierra el molde y se inyecta el material, y
- después del endurecimiento o polimerización, se abre el molde y se retira el acristalamiento sobremoldeado,
en donde dicha junta estanca (6) es una banda perfilada, insertada en una garganta (8) mecanizada en el elemento del molde (3) y que se mantiene por contacto con fricción y/o por el engranaje de formas complementarias,
caracterizado por que dicha junta (6) tiene un módulo de Young medido según la norma ISO 727-1:
a- de 40 a 200 MPa para una presión de inyección reducida en el molde de 2 a 10 bar;
b- de 200 MPa para una presión medida en el molde de 200 bar, en donde la junta es de TPE rígido y tiene una tensión de rotura según la norma ISO 527-1 de aproximadamente 30 MPa;
c- de 220 a 400 MPa para una presión de inyección elevada en el molde de 300 bar
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2004/001430.
Solicitante: SAINT-GOBAIN GLASS FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 18, AVENUE D'ALSACE,92400 COURBEVOIE.
Inventor/es: BORDEAUX, FREDERIC, LECLERCQ,GUY, DEBAILLEUL,ROMAIN, DUCOURTHIAL,ELODIE.
Fecha de Publicación: .
Fecha Concesión Europea: 6 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29C33/00E2
- B29C45/14F6
- B60J10/02
Clasificación PCT:
- B29C33/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldes o núcleos; Detalles o accesorios para ellos.
- B29C45/14 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B60J10/02
Clasificación antigua:
Fragmento de la descripción:
Procedimiento de sobremoldeo de acristalamientos.
La presente invención se refiere a la técnica de sobremoldeo de materiales plásticos sobre un artículo tal como un acristalamiento, especialmente para un vehículo automóvil.
Esta técnica se aplica por lo general para formar conjuntos plurifuncionales que se integran en las carrocerías. Por sobremoldeo, se agregan uno o múltiples elementos funcionales, al menos sobre una parte de la periferia de los acristalamientos, tales como una junta periférica o un elemento de marco que, eventualmente, puede tener elementos funcionales integrados en inserciones del material moldeado, o un perfil adaptado para cooperar con otros elementos funcionales relacionados.
De esta forma, se conocen parabrisas equipados con una junta de nivelación, que se pueden colocar a ras de la carrocería, mejorando de este modo el coeficiente de penetración en el aire del vehículo. Así mismo, se conocen puertas de maletero sobremoldeadas sobre la luna trasera, o montantes de portezuela sobremoldeados sobre un acristalamiento lateral.
El vidrio templado, a menudo requerido en la construcción de automóviles por su contribución a la seguridad del vehículo, se presta de manera especialmente adecuada a esta técnica, pero también es deseable poder aplicar esta técnica a vidrios ordinarios o laminados.
De manera general, se procede al sobremoldeo de un objeto cualquiera inyectando material plástico sobre al menos una parte de su periferia, después de haber comprimido este objeto entre las dos placas de un molde por medios de presión adecuados, realizando eventualmente el vacío en una zona central para garantizar el mantenimiento del objeto, en donde la parte sobremoldeada está limitada por resaltes rígidos o una serie de adoquines metálicos previstos en la estructura del molde. Los procedimientos clásicos de inyección utilizan presiones de inyección elevadas, que requieren una buena resistencia mecánica del objeto que se va a sobremoldear.
La experiencia ha demostrado de esta forma que el uso de esta técnica, aun cuando es correcta para productos que presentan propiedades mecánicas adaptadas, representa un determinado número de problemas en su aplicación a productos particularmente frágiles tales como el vidrio.
Por esta razón, los moldes destinados al sobremoldeo de artículos de vidrio comprenden, por lo general, juntas elásticas que actúan como un elemento de presión para evitar el contacto directo entre el vidrio y el metal del molde, y que forman por lo menos una parte (una pared o una arista) de la cavidad de moldeo.
En las patentes de EE.UU. Nº US-4.561.625, US-4.755.339, US-4.761.916 se describen dispositivos que poseen una estructura de este tipo.
El material del que está formado el elemento de presión que se encuentra en contacto por una parte con el vidrio y, por otra parte, con el material de inyección debe ser compatible con dicho material y, de manera especial, no adherirse al mismo; además, debe presentar buenas cualidades de resistencia mecánica al calor, para resistir la temperatura de inyección del material inyectado.
Por otro lado, si se renuncia al uso de un elemento de presión que podría provocar tensiones inaceptables, y que podrían implicar la rotura del acristalamiento (en particular, en el caso de acristalamientos abombados de vidrio que presentan inevitablemente diferencias de curvatura de un acristalamiento a otro de la misma serie), tampoco es recomendable utilizar un elemento excesivamente blando. En efecto, es preciso evitar durante la inyección del material plástico, y bajo el efecto de la presión de inyección, desbordamientos más allá de la zona a la que está fijado. Esto explica igualmente la razón por la que las juntas estancas clásicas no siempre son suficientes para obtener el resultado deseado: son relativamente blandas para cumplir su función de estanqueidad y, en consecuencia, no pueden presionar suficientemente el acristalamiento para impedir su desplazamiento, ni resistir la presión del material inyectado.
La solicitud de patente europea Nº EP-127.546 propone un procedimiento de sobremoldeo de acristalamientos por inyección de material plástico bajo presión, que utiliza una junta que sirve para definir el límite de sobremoldeo, en donde esta junta presenta una elasticidad en una dirección sensiblemente perpendicular a la superficie del acristalamiento para absorber las variaciones de forma o de curvatura del acristalamiento, presentando en general una rigidez suficiente para soportar la presión de inyección.
Según este documento, la junta tiene una dureza Shore A comprendida entre aproximadamente 65 y 95, escala en la que se obtiene un buen compromiso que satisface las exigencias contradictorias de flexibilidad y de resistencia mecánica. Se prefiere una junta del elastómero poliuretano, que presenta una buena resistencia mecánica a temperaturas del orden de 230 a 290ºC.
La patente de EE.UU. Nº US-5.916.600 y el documento EP-A-0845340 recomiendan, igualmente, una junta de poliuretano con una dureza Shore A de 95 en la mayor parte de las aplicaciones en las que las variaciones dimensionales de las láminas de vidrio se encuentran dentro de valores normales. Sin embargo, para láminas de vidrio que tienen grados de variaciones dimensionales superiores, se recomienda un caucho de silicona con una dureza Shore A de 80: el caucho de silicona ofrece una junta más flexible que acepta mejor las desviaciones dimensionales del vidrio. Para aplicaciones en las que la lámina de vidrio presenta una variación menor, es decir, configuraciones de curvatura menos pronunciada, se puede utilizar una junta de poli(tereftalato de etileno), que es menos flexible que las juntas de poliuretano.
De manera general, las juntas flexibles recomendadas para adaptar las series de acristalamiento con desviaciones dimensionales significativas, sufren una deformación causada por el vidrio, de forma que la sección de la cavidad de moldeo es diferente de un acristalamiento a otro. Se trata de un inconveniente importante cuando se asigna la importancia a los lados funcionales del elemento sobremoldeado.
Eventualmente, con los materiales demasiado flexibles que se adaptan a las dimensiones del vidrio, se puede producir, además, una rebaba por la penetración de material entre la junta y la superficie contra la que se apoya, debido a la ausencia de estanqueidad de la junta flexible bajo la presión de inyección.
La patente de EE.UU. Nº US-4.688.752 describe un molde equipado con juntas ajustadas en los semi-moldes inferior y superior por medio de sistemas de tornillo, en donde el cuerpo de la junta inferior es, preferentemente, más duro (dureza Shore A de 70) que el de la junta superior (dureza Shore A de 50 a 60). Estas juntas, cuyos cuerpos pueden ser de caucho nitrilo o EPDM comprenden, convenientemente, por su cara de la cavidad de moldeo, una inserción de material de tipo PTFE, con una dureza Shore A de 90
La solicitud de patente europea Nº EP-354.481 describe, igualmente, un molde equipado con medios activos de presión o de retorno para adherir las juntas contra una superficie del molde. Las juntas de elastómero de caucho natural o sintético, o de resinas elastómeras sintéticas son, preferentemente, de un material que tiene un módulo de Young de 10 a 500 kg/cm2 para evitar la rotura del vidrio y asegurar el efecto de estanqueidad.
Con este sistema, la fuerza de cierre del molde es insuficiente para garantizar la estanqueidad sobre toda la extensión de la cavidad de moldeo, y se utilizan medios de presión adicionales para ajustar la compresión de la junta en todos los puntos del molde para alcanzar la estanqueidad. Este ajuste requiere un control del módulo y de la dirección de la fuerza de presión aplicada. Estos medios de control de la compresión de la junta parecen ser indispensables cuando el módulo de Young del material no es reducido.
No es necesario advertir de que estas estructuras son costosas tanto desde el punto de vista de la inversión como del de mantenimiento.
Parecía, por lo tanto, deseable mejorar las técnicas de sobremoldeo con el fin de alcanzar una mejor reproducibilidad de los resultados, sobre todo en lo que se refiere a los niveles funcionales del elemento sobremoldeado.
Esta necesidad es tanto más importante para las juntas aplicadas a...
Reivindicaciones:
1. Procedimiento de sobremoldeo de un acristalamiento (1), especialmente de acristalamientos abombados para vehículos automóviles, por inyección de un material plástico o reactivo, sobre al menos una parte de la superficie especialmente periférica del acristalamiento, en el cual
- se coloca un acristalamiento en un molde que comprende al menos dos elementos de molde (2, 3) que delimitan una cavidad de moldeo (5), al menos una junta estanca (6) que define un límite de sobremoldeo,
- se cierra el molde y se inyecta el material, y
- después del endurecimiento o polimerización, se abre el molde y se retira el acristalamiento sobremoldeado,
en donde dicha junta estanca (6) es una banda perfilada, insertada en una garganta (8) mecanizada en el elemento del molde (3) y que se mantiene por contacto con fricción y/o por el engranaje de formas complementarias,
caracterizado por que dicha junta (6) tiene un módulo de Young medido según la norma ISO 727-1:
a- de 40 a 200 MPa para una presión de inyección reducida en el molde de 2 a 10 bar;
b- de 200 MPa para una presión medida en el molde de 200 bar, en donde la junta es de TPE rígido y tiene una tensión de rotura según la norma ISO 527-1 de aproximadamente 30 MPa;
c- de 220 a 400 MPa para una presión de inyección elevada en el molde de 300 bar.
2. Procedimiento según la reivindicación 1 en los casos a o c, caracterizado por que la junta (6) es de un material seleccionado entre las familias de elastómeros siguientes: poliolefinas tales como polietileno, polipropileno, en especial halogenados tales como poli(tetrafluoroetileno), polímeros vinílicos tales como poli(cloruro de vinilo), poli(fluoruro de vinilideno), poli(etileno-acetato de vinilo), poliamidas, resinas ionómeras, elastómeros termoplásticos TPE, olefinas termoplásticas TPO, polietersulfona PES.
3. Procedimiento según la reivindicación 2, caracterizado por que la junta (6) es de TPE a base de termoplástico y EPDM.
4. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado por que la sección de la junta (6) es poligonal o curvilínea, eventualmente con alternancia de la concavidad.
5. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado por que la junta (6) presenta una ranura longitudinal.
6. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado por que la junta (6) comprende una porción (11) saliente lateral, con respecto al cuerpo de la junta, de tipo junta de labio o junta en silbato.
7. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado por que el material inyectado es un material reactivo tal como poliuretano de inyección reactiva RIM, o poliuretano monocompuesto, o material termoplástico tal como poli(cloruro de vinilo).
8. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado por que el acristalamiento (1) es de vidrio templado o endurecido, abombado, laminado, en el cual al menos una lámina de vidrio ha sido sometida eventualmente a tratamiento térmico.
Patentes similares o relacionadas:
Acristalamiento que comprende un elemento de refuerzo y su procedimiento de fabricación, del 21 de Diciembre de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado […]
Acristalamiento que comprende un elemento de refuerzo y su método de producción, del 10 de Agosto de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado sobre […]
Elemento perfilado para unir un componente a una luna de vehículo fija, del 20 de Julio de 2016, de ELKAMET KUNSTSTOFFTECHNIK GMBH: Elemento perfilado para unir un componente a una luna de vehículo con un cuerpo perfilado que se puede fijar a una primera […]
Disposición de hermetización para lunas de vehículos, procedimiento para su construcción y su utilización, del 29 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de hermetización para lunas de vehículos con - una luna , - un ala de sujeción unido con la luna y - un cierre […]
Disposición de junta para lunas de vehículo, procedimiento para su producción y su uso, del 1 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de junta para una luna de vehículo, comprendiendo al menos: - un carril de sujeción con un canal de bloqueo , que está conformado por un carril de […]
 Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
 Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Material laminado de capas múltiples, que tiene al menos una capa de vidrio, del 21 de Diciembre de 2015, de BASELL POLIOLEFINE ITALIA S.R.L.: Un material laminado de capas múltiples que comprende al menos una capa de vidrio y que tiene una mejor estabilidad térmica, donde dicho material laminado comprende una capa […]