REMACHE CIEGO, PUNZON DE REMACHE, DISPOSITIVO DE SUJECION, PROCEDIMIENTO PARA LA FABRICACION DE UN REMACHE CIEGO Y PROCEDIMIENTO PARA LA REALIZACION DE UNA UNION REMACHADA.
Dispositivo de sujeción de una herramienta para la fijación de un remache ciego consistente en un punzón de remache (2) que presenta un punto de rotura controlada (1),
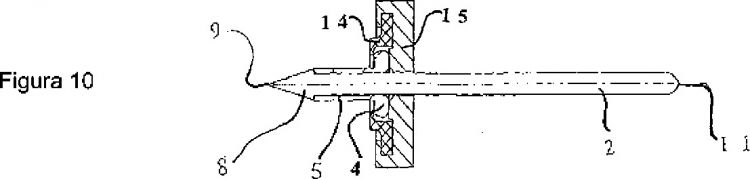
una cabeza de remache (6) y un vástago de remache (5) configurado como copa o manguito, una cabeza de varilla (3) situada sobre el punto de rotura controlada del punzón de remache (2) y un cuello (4) de la cabeza del remache, para el apoyo en una pieza de trabajo, con una abertura de paso para alojar el remache ciego, caracterizado porque en la abertura de paso se ha dispuesto un anillo (14) provisto con una abertura que aloja el remache ciego
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP01/03533.
Solicitante: WIRTH, KLAUS
WIRTH, MARTIN.
Nacionalidad solicitante: Alemania.
Dirección: BREHNAERSTRASSE 1,06188 LANDSBERG.
Inventor/es: WIRTH, KLAUS, WIRTH,MARTIN.
Fecha de Publicación: .
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21J15/04B
- B21J15/04D
- B21K1/60 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de remaches huecos o semihuecos.
- B21K1/62 B21K 1/00 […] › de remaches particulares, p. ej. con contactos eléctricos.
- F16B19/08C
Clasificación PCT:
- F16B19/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 19/00 Bulones sin rosca; Pasadores incluyendo aquellos que se deforman (en ensambladuras atornilladas F16B 29/00 ); Remaches (medios para impedir que se salgan F16B 21/00). › Remaches huecos; Remaches en varios pedazos.
Clasificación antigua:
- F16B F16 […] › DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D).
Fragmento de la descripción:
Remache ciego, punzón de remache, dispositivo de sujeción, procedimiento para la fabricación de un remache ciego y procedimiento para la realización de una unión remachada.
Estado de la técnica
La invención parte de un dispositivo de sujeción y de un procedimiento para la realización de una unión remachada.
Para la generación de una unión no desprendible de varias piezas de trabajo, se emplea un remache ciego (remache de manguito o de copa) y para la colocación del remache sólo es necesario que sea accesible uno de los lados de las piezas de trabajo. Por lo general, antes de aplicarse el remache ciego, debe taladrarse de antemano un orificio. Sin embargo, esta práctica requiere un paso de trabajo adicional, y además insume mucho tiempo.
A efectos de minimizar este insumo de tiempo, se prevé un remache ciego de manguito (documento G 93 02 633) con una punta que, dentro de un paso de trabajo, permite atravesar las piezas de trabajo mediante un aparato y anclar el remache ciego. En este caso, la desventaja consiste en que sólo pueden atravesarse materiales de placa de espesores relativamente delgados y blandos. Esto se debe, por una parte, al procedimiento para la fabricación del remache ciego en el que, por lo general, se genera la punta de un remache ciego mediante una conformación de masa (prensado). Sin embargo, este procedimiento no permite obtener puntas de bordes afilados, sino más bien redondeados que solamente pueden atravesar las piezas de trabajo pero que no pueden seccionar (cortar) a través de éstas. Además, el material empleado no es apto para hacer frente a las fuerzas de impacto de las máquinas colocadoras de remaches ciegos, cuyas fuerzas son necesarias para atravesar piezas de trabajo más duras y/o más gruesas.
Por otra parte, se conoce un remache (documento DE 19652031) que está configurado para atravesar dos partes constructivas de paredes delgadas conformadas con una deformabilidad plástica y dispuestas adyacentemente entre sí.
También se conoce un dispositivo para la realización de una unión remachada en la que el remache se mantiene sujeto entre mordazas que se abren durante la introducción del remache (documento WO 99/65629).
La invención tiene por objeto crear un dispositivo de sujeción y un procedimiento para la colocación de remaches, que presenten ventajas con respecto al estado de la técnica.
Para lograr dicho objeto, la invención propone un dispositivo de sujeción con las características de la reivindicación 1 y/o un procedimiento con las características de la reivindicación 3. En las reivindicaciones secundarias, se indican perfeccionamientos de la invención.
El dispositivo de sujeción de acuerdo con la invención de una herramienta (aparato de disparo o pistola remachadora, aparato para la colocación de remaches ciegos, o similar) para la fijación de un remache ciego con las características de la reivindicación 1 tiene, con respecto al estado de la técnica, la ventaja de que la abertura de paso del dispositivo de sujeción presenta un anillo o similar, a través de cuya abertura es posible extraer el remache ciego.
De acuerdo con una configuración ventajosa, el anillo integrado en el dispositivo de sujeción está hecho, por lo general, de caucho o similar, por lo que se adapta de manera flexible a diversos remaches ciegos, de manera de impedir que éstos se caigan por ejemplo desde el aparato de disparo.
El procedimiento de acuerdo con la invención para la realización de una unión remachada, en especial mediante un dispositivo adecuado para ello (aparato de disparo, aparato para la colocación del remaches ciegos, o similar) con las características de la reivindicación 3, prevé que las fuerzas del aparato (aparato de disparo, aparato para la colocación de remaches ciegos, o similar) actuantes sobre el punzón del remache en la dirección de colocación, y que tienen por efecto la perforación de la pieza de trabajo hasta tope, sean conducidas al menos parcialmente en la dirección y a lo largo del eje medio del punzón del remache. Gracias a esta transmisión de las fuerzas, también es posible perforar piezas de trabajo más duras.
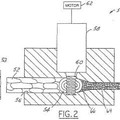
De acuerdo con una configuración ventajosa del procedimiento según la invención, un bulón transmite, por ejemplo, por medio de un golpe o impacto, la fuerza actuante sobre el punzón del remache ciego, cuya fuerza permite la penetración de la pieza de trabajo.
De acuerdo con una configuración relacionada del procedimiento según la invención, el bulón, en su lado orientado hacia el punzón del remache, está ahusado y tiene una entrante (casquete) y/o está provisto de una configuración que, de alguna manera, sirve para su centrado.
De acuerdo con otra configuración ventajosa del procedimiento según la invención, el dispositivo (aparato de disparo, aparato para la colocación de remaches ciegos) presenta para la fijación de la cabeza del remache un dispositivo de sujeción con un anillo de caucho o similar. Gracias a la inmovilización de la cabeza del remache mediante el anillo, se impide que el remache ciego caiga del dispositivo.
De acuerdo con otra configuración ventajosa del procedimiento según la invención, la perforación de la pieza de trabajo tiene lugar como un cortado. Este cortado facilita la penetración de las piezas de trabajo.
Otras ventajas y configuraciones ventajosas de la invención podrán derivarse de la descripción, dibujo y reivindicaciones siguientes.
Dibujo
En el dibujo y en lo que sigue, se describen con mayor detenimiento ejemplos de realización del objeto de la invención. En el dibujo:
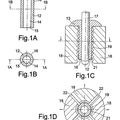
la Figura 1 es una vista lateral de un remache ciego de tipo copa con punta;
la Figura 2 es una vista en corte del remache ciego de tipo copa con punta de la Figura 1;
la Figura 3 es una vista espacial del remache ciego de tipo copa con punta de la Figura 1;
la Figura 4 es una vista lateral de un remache ciego de tipo copa con punta y anillo de sellado;
la Figura 5 es una vista en corte del remache ciego de tipo copa con punta y anillo de sellado de la Figura 4;
la Figura 6 es una vista espacial del remache ciego de tipo copa con punta y anillo de sellado de la Figura 4;
la Figura 7 es una vista lateral de un remache ciego de tipo manguito con punzón de remache aguzado;
la Figura 8 es una vista en corte del remache ciego de tipo manguito con punzón de remache aguzado de la Figura 7;
la Figura 9 es una vista lateral de un remache ciego de tipo manguito con punzón de remache aguzado y con un extremo de punzón entrante; y
la Figura 10 es una vista en corte de un remache ciego de tipo manguito, que ha sido fijado en un dispositivo de sujeción de un aparato de disparo (no representado).
Descripción del ejemplo de realización
El remache ciego representado en la Figura 1 es un remache ciego de tipo copa y consiste esencialmente en un punzón de remache 2 y un vástago de remache de forma de copa 5. El vástago de remache 5 se subdivide en la cabeza de remache 6 y en una cabeza de cierre 8. El extremo del vástago de remache 5 alejado con respecto a la cabeza de remache ha sido configurado en forma de una punta 9. La misma posibilita la penetración de piezas de trabajo sin que sea necesario un taladrado preliminar. Mediante una subsiguiente tracción ejercida por el punzón de remache 2 en la dirección opuesta a dirección del impacto, se deforma el vástago de remache 5 y la cabeza de cierre 8, siendo la consecuencia una unión de las piezas de trabajo.
En el caso de un remache ciego de tipo copa, esta deformación es ocasionada por la cabeza de varilla 3 representada en la Figura 2 que, para el anclado del remache ciego de tipo copa, experimenta una fuerza de tracción en la dirección de la cabeza de remache 6. De esta manera, se establece la unión en uno de los lados de las piezas de trabajo que han de ser unidas gracias a la deformación del vástago de remache 5 y de la cabeza de cierre 8, y sobre el otro lado de las piezas de trabajo por la cabeza de remache 6, cuyo borde presenta un cuello 4 de la cabeza del remache. Una vez efectuada la unión, el punto de rotura controlada 1 permite una separación del punzón de remache 2.
En la Figura 3, se ha ilustrado una representación espacial de un remache ciego de tipo copa. En ella, se ha configurado el extremo libre del punzón de remache 2 de manera muy clara como cabeza plana redonda. Sin embargo, y en...
Reivindicaciones:
1. Dispositivo de sujeción de una herramienta para la fijación de un remache ciego consistente en un punzón de remache (2) que presenta un punto de rotura controlada (1), una cabeza de remache (6) y un vástago de remache (5) configurado como copa o manguito, una cabeza de varilla (3) situada sobre el punto de rotura controlada del punzón de remache (2) y un cuello (4) de la cabeza del remache, para el apoyo en una pieza de trabajo, con una abertura de paso para alojar el remache ciego, caracterizado porque en la abertura de paso se ha dispuesto un anillo (14) provisto con una abertura que aloja el remache ciego.
2. Dispositivo de sujeción, conforme a la reivindicación 1, caracterizado porque el anillo (14) está hecho de caucho o similar.
3. Procedimiento para la colocación de un remache ciego consistente en un punzón de remache (2) que presenta un punto de rotura controlada (1), una cabeza de remache (6) y un vástago de remache de forma de copa o manguito (5), una cabeza de varilla (3) situada sobre el punto de rotura controlada del punzón de remache (2) y un cuello (4) de la cabeza del remache para el apoyo sobre una pieza de trabajo, mediante un dispositivo adecuado para ello mediante el que se conducen las fuerzas del dispositivo actuantes sobre el punzón de remache (2) en la dirección de la colocación al menos parcialmente en la dirección y a lo largo del eje medio del punzón de remache, de manera que el remache ciego impulsado sobre el vástago de remache perfora hasta tope una o más piezas de trabajo que han de ser unidas, para seguidamente, en el siguiente paso del procedimiento y bajo retención simultánea de la cabeza de remache (6), ejercer una tracción sobre el punzón de remache (2) en la dirección opuesta a la dirección de la colocación, con lo que, hasta la separación del punzón de remache (2) y debido a sobrepasarse la fuerza prefijada para el punto de rotura controlada (1), se forma sobre el lado del vástago de remache (5) opuesto al de la cabeza de remache (6), un ensanchamiento que crea una unión,
caracterizado porque
la cabeza de remache (6) es conducida en un dispositivo de sujeción de acuerdo con la reivindicación 1 ó 2, que retiene el remache ciego de forma elástica.
4. Procedimiento de acuerdo con la reivindicación 3, caracterizado porque la fuerza que actúa sobre el punzón de remache (2) y que tiene por efecto la penetración de la pieza de trabajo es transmitida sobre el punzón de remache (2) por intermedio de un bulón.
5. Procedimiento de acuerdo con una de las reivindicaciones 3 ó 4, caracterizado porque el bulón se ahúsa en su lado orientado hacia el punzón de remache (2), está provisto de una entrante y/o presenta una configuración que de alguna manera sirve para su centrado.
6. Procedimiento de acuerdo con una de las reivindicaciones 3 a 5, caracterizado porque la perforación de la pieza de trabajo tiene lugar en forma de un corte.
Patentes similares o relacionadas:
 PROCEDIMIENTO PARA LA FABRICACION DE UN BULON PARA UN ANILLO DE APRIETE Y BULON PARA UN ANILLO DE APRIETE, del 24 de Agosto de 2010, de GESIPA BLINDNIETTECHNIK GMBH: Procedimiento para la fabricación de un bulón para un anillo de apriete que presenta una geometría de sujeción que se realiza en forma de estrías periféricas […]
PROCEDIMIENTO PARA LA FABRICACION DE UN BULON PARA UN ANILLO DE APRIETE Y BULON PARA UN ANILLO DE APRIETE, del 24 de Agosto de 2010, de GESIPA BLINDNIETTECHNIK GMBH: Procedimiento para la fabricación de un bulón para un anillo de apriete que presenta una geometría de sujeción que se realiza en forma de estrías periféricas […]
PROCEDIMIENTO DE FABRICACION DE UNA TUERCA DE REMACHE Y TUERCA DE REMACHE REALIZADA POR DICHO PROCEDIMIENTO., del 16 de Julio de 2006, de BOLLHOFF OTALU S.A.: Procedimiento de fabricación de una tuerca de remache que comprende al menos las siguientes etapas sucesivas: - una pieza metálica forjada en bruto se corta y deforma […]
REMACHE CIEGO Y METODO PARA SU FABRICACION., del 1 de Mayo de 2005, de MILLADALE LIMITED: Remache ciego autocerrable para asegurar entre sí miembros perforados, comprendiendo el remache una camisa tubular que tiene en un extremo una […]
PROCEDIMIENTO PARA LA CONFORMACION DE UNA PIEZA TUBULAR., del 1 de Abril de 2004, de TEXTRON FASTENING SYSTEMS LIMITED: Procedimiento para la conformación de una pieza tubular con ranuras longitudinales a lo largo de sus paredes, comprendiendo los pasos de: […]
UN METODO PARA HACER UN MANDRIL DE UN REMACHE DE PERSIANA, del 16 de Enero de 1998, de YUGENKAISHA SHINJO SEISAKUSHO: UNA BARRA DE METAL QUE TIENE UNA EXTREMIDAD CON CORTE CONICO O PIRAMIDAL SE USA PARA HACER UN MANDRIL DE UN REMACHE DE PERSIANA. LA BARRA […]
METODO PARA FABRICAR UN CUERPO TUBULAR QUE TENGA UNA FALDILLA INTERNA DEFORMABLE, del 16 de Octubre de 1996, de AVDEL TEXTRON LIMITED: UN CUERPO TUBULAR QUE TENGA UNA FALDILLA INTERNA, ANULAR, DEFORMABLE SE HACE A PARTIR DE UNA PIEZA EN BRUTO QUE TIENE UN ORIFICIO QUE TERMINA […]
 MATRIZ HENDIDA PARA LA FABRICACION DE PIEZAS RANURADAS, del 16 de Abril de 2009, de THULE AUTOMOTIVE LIMITED: Procedimiento para la formación de un elemento de fijación tubular exteriormente ranurado que se puede extender radialmente a partir de metal comprendiendo […]
MATRIZ HENDIDA PARA LA FABRICACION DE PIEZAS RANURADAS, del 16 de Abril de 2009, de THULE AUTOMOTIVE LIMITED: Procedimiento para la formación de un elemento de fijación tubular exteriormente ranurado que se puede extender radialmente a partir de metal comprendiendo […]
 Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método, del 30 de Julio de 2013, de THE BOEING COMPANY: Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio, que comprende lasetapas de:
proporcionar un titanio de grano basto o un material […]
Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método, del 30 de Julio de 2013, de THE BOEING COMPANY: Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio, que comprende lasetapas de:
proporcionar un titanio de grano basto o un material […]