PROCEDIMIENTO PARA LA FABRICACION DE UN BULON PARA UN ANILLO DE APRIETE Y BULON PARA UN ANILLO DE APRIETE.
Procedimiento para la fabricación de un bulón para un anillo de apriete (9) que presenta una geometría de sujeción que se realiza en forma de estrías (12) periféricas radiales,
estando interrumpidas las estrías (12) por lo menos por un nervio (13) que transcurre en dirección perpendicular a las estrías, caracterizado porque el bulón para anillo de apriete (9) presenta una cabeza de bulón (10) que presenta por lo menos una superficie para la aplicación de un par de giro (18) y porque la geometría de sujeción va estampada a presión en una pieza bruta (1) que se encuentra en reposo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08014419.
Solicitante: GESIPA BLINDNIETTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: NIEDERRADER LANDSTRASSE 32-34,60528 FRANKFURT/MAIN.
Inventor/es: TIMMERMANN,RUDIGER.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Agosto de 2008.
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B21K1/54 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › con ranuras o roscas.
- B21K1/60 B21K 1/00 […] › de remaches huecos o semihuecos.
- F16B19/05 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 19/00 Bulones sin rosca; Pasadores incluyendo aquellos que se deforman (en ensambladuras atornilladas F16B 29/00 ); Remaches (medios para impedir que se salgan F16B 21/00). › Bulones o clavijas fijadas por collaretes embutidos (F16B 19/08 tiene prioridad).
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de un bulón para un anillo de apriete y bulón para un anillo de apriete.
La invención se refiere a un procedimiento para la fabricación de un bulón para un anillo de apriete que presenta una geometría de sujeción que se realiza en forma de estrías periféricas radiales, estando interrumpidas las estrías por lo menos por un nervio que transcurre en dirección perpendicular a las estrías. La invención se refiere además a un bulón para un anillo de apriete con un vástago que presenta una geometría de sujeción realizada en forma de estrías radiales periféricas, estando las estrías interrumpidas por lo menos por un nervio.
En el documento GB 956 322 A se da a conocer un bulón para un anillo de apriete que sirve al mismo tiempo como vástago de remache ciego y que por consiguiente presenta en un extremo una cabeza recalcada. En el otro extremo el bulón para anillo de apriete presenta unas estrías de sujeción que sirven para la aplicación de una herramienta. Entre las estrías de sujeción y la cabeza recalcada el bulón para un anillo de apriete presenta un punto de rotura controlada y unas estrías periféricas que quedan interrumpidas por tres nervios que transcurren perpendiculares a las estrías. Después de conformar una cabeza de remache ciego mediante el desplazamiento radial del bulón para un anillo de apriete con relación a un casquillo tiene lugar una deformación de una parte del casquillo realizado como anillo de apriete. Para ello se introduce plásticamente a presión la pieza en las estrías en la zona de una ranura de modo que se forma una unión de acoplamiento positivo no liberable.
En el documento EP 0 638 378 A1 se describe un procedimiento para la fabricación de un vástago de un remache ciego, donde la caña cilíndrica del vástago se sujeta entre dos mordazas de apriete mientras que con un punzón se conforma a presión una punta de mayor diámetro radial. Mediante las mordazas de sujeción no tiene lugar únicamente la sujeción del vástago sino al mismo tiempo también un estampado de dos entalladuras y de un punto de rotura controlada. Ni las entalladuras ni el punto de rotura controlada están realizados como estrías periféricas. Las entalladuras sirven para conseguir un ensanchamiento radial parcial del vástago que mediante un ajuste de fricción permite obtener una mejor sujeción del vástago en un casquillo.
Los bulones para anillo de apriete sirven en combinación con los anillos de apriete como elementos de unión de dos partes para realizar uniones de alta resistencia en piezas previamente perforadas. La combinación del bulón para anillo de apriete y el anillo de apriete se designa también en general como sistema de bulón de anillo de apriete. Con los sistemas de bulones de anillo de apriete se pueden realizar uniones pretensadas y a prueba de vibraciones.
La creación de una unión mediante un sistema de bulón para anillo de apriete comienza con la inserción del bulón para el anillo de apriete en un orificio de la pieza. Entonces una cabeza del bulón del anillo de apriete asienta entonces en una superficie de la pieza. Desde el otro lado de la pieza se coloca a continuación un anillo de apriete sobre el bulón para el anillo de apriete. Con una correspondiente herramienta de aplicación se ejerce entonces tracción sobre el bulón para el anillo de apriete, para lo cual se coloca una boquilla de la herramienta de aplicación sobre el anillo de apriete, que lo deforma plásticamente, de modo que éste realiza una unión de ajuste positivo con la geometría de sujeción del bulón para el anillo de apriete. Al ejercer tracción en el bulón para el anillo de apriete se alarga éste elásticamente y de este modo se ejerce una fuerza de pretensado sobre la pieza. Al alcanzar una fuerza de tracción predeterminada el bulón para el anillo de apriete rompe en un punto de rotura controlada predeterminado y se puede retirar el aparato de colocación. De este modo termina el proceso de colocación.
Los bulones para anillo de apriete han de soportar unas tensiones de tracción y cortadura elevadas. Por este motivo se suelen fabricar por lo general mediante procedimientos de varias etapas que comprenden los pasos de conformado en frío, laminación, tratamiento térmico y tratamiento superficial final. Durante el conformado en frío se obtiene la forma exterior aproximada del bulón para el anillo de apriete, mientras que se impresiona la geometría de sujeción por medio de laminación. La geometría de sujeción debe poder soportar unas fuerzas de tracción elevadas, y la carga de rotura controlada ha de estar definida dentro de unos límites estrechos, de modo que a continuación de la laminación se requiere un tratamiento térmico del bulón para anillo de apriete. Un procedimiento de fabricación de esta clase es complejo y por lo tanto de coste elevado.
La invención tiene ahora como objetivo reducir el gasto necesario para la fabricación de un bulón para un anillo de apriete que sea duradero y de aplicación flexible.
De acuerdo con la invención se resuelve este objetivo en un procedimiento de la clase citada inicialmente por las características de la parte identificativa de la reivindicación 1.
Mediante el estampado de la geometría de sujeción se produce una consolidación en frío tan intensa de la pieza bruta o de la geometría de sujeción que se puede prescindir totalmente de un subsiguiente tratamiento térmico. En comparación con la laminación aumenta en este caso también la velocidad del proceso ya que toda la geometría de sujeción se aplica en un solo paso, mientras que en la laminación se va conformando la geometría de sujeción de forma sucesiva. La geometría de sujeción no está limitada tampoco a conformados periféricos sino que puede tener un diseño variable.
La geometría de sujeción se realiza en forma de estrías periféricas radiales, estando interrumpidas las estrías por lo menos por un nervio que transcurre en dirección perpendicular a las estrías. Las estrías periféricas ofrecen una buena superficie para obtener una unión de ajuste positivo con el anillo de apriete que durante el proceso de colocación se conforma en estas estrías. Mediante el prensado de la geometría de sujeción tampoco es posible estampar las estrías de forma totalmente simétrica en el bulón para el anillo de apriete, ya que en la zona de los puntos de unión entre las distintas partes de la herramienta de conformado tiene lugar una deformación menor. Esto se aprovecha entonces para crear un nervio que interrumpe las estrías periféricas. Este nervio sirve entonces como seguro antitorsión del anillo de apriete y reduce las fuerzas de conformado necesarias para conformar el anillo de apriete.
De acuerdo con la invención se conforma en la cabeza del bulón por lo menos una superficie para la aplicación de un par de giro. Por medio de esta superficie de aplicación del par de giro se puede aplicar un par de giro al bulón para el anillo de apriete empleando una herramienta correspondiente. Girando el bulón para el anillo de apriete con relación al anillo de apriete se produce a causa del nervio un nuevo ensanchamiento del anillo de apriete que permite soltar la unión.
Mediante un tratamiento térmico final después del prensado se efectúa preferentemente un nuevo incremento de la resistencia del bulón para el anillo de apriete. Eventualmente puede tener lugar también un tratamiento superficial del bulón del anillo de apriete, por ejemplo un tratamiento superficial galvánico.
La pieza bruta se corta preferentemente de un alambre. Esto puede tener lugar simultáneamente con el estampado de la geometría de sujeción, como también en un momento anterior. Un alambre se puede obtener a un coste relativamente económico con el diámetro deseado directamente del fabricante del alambre. El alambre tiene una resistencia que permite generar mediante una simetría definida del punto de rotura controlada una carga de rotura definida del bulón.
Preferentemente se estampa un punto de rotura controlada. Con el punto de rotura controlada se puede ajustar la fuerza de rotura necesaria al concluir el proceso de colocación. Simultáneamente se define también en qué lugar va a romper el bulón para el anillo de apriete. El estampado del punto de rotura controlada constituye por lo tanto una posibilidad sencilla para aplicar una reducción de diámetro del bulón para el anillo de apriete. También existe la posibilidad de estampar en la pieza bruta el punto de rotura controlada al mismo tiempo que se realiza la geometría de sujeción.
La cabeza del bulón...
Reivindicaciones:
1. Procedimiento para la fabricación de un bulón para un anillo de apriete (9) que presenta una geometría de sujeción que se realiza en forma de estrías (12) periféricas radiales, estando interrumpidas las estrías (12) por lo menos por un nervio (13) que transcurre en dirección perpendicular a las estrías, caracterizado porque el bulón para anillo de apriete (9) presenta una cabeza de bulón (10) que presenta por lo menos una superficie para la aplicación de un par de giro (18) y porque la geometría de sujeción va estampada a presión en una pieza bruta (1) que se encuentra en reposo.
2. Procedimiento según la reivindicación 1, caracterizado porque la pieza bruta (1) se corta de un alambre.
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque está estampado un punto de rotura controlada (14).
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque en un extremo de la pieza bruta va recalcada la cabeza del bulón (10) en la que está conformada por lo menos una superficie para la aplicación de un par de giro (18).
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque para el prensado se emplea una herramienta de conformado (2) que tiene por lo menos dos partes.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el estampado de la geometría de sujeción, del punto de rotura controlada (14) y de la cabeza del bulón (10) tiene lugar simultáneamente con o después de la separación de la pieza bruta (1).
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque en el extremo de la pieza bruta alejado de la cabeza del bulón se conforma una punta.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque después del prensado tiene lugar un tratamiento térmico.
9. Bulón para un anillo de apriete con una caña que presenta una geometría de sujeción realizada en forma de estrías periféricas radiales, estando las estrías (12) interrumpidas por lo menos por un nervio (13), caracterizado porque presenta una cabeza de bulón (10) que presenta por lo menos una superficie para la aplicación de un par de giro (18).
10. Bulón para un anillo de apriete según la reivindicación 19, caracterizado porque el nervio (13) se extiende en dirección perpendicular a las estrías (12).
11. Bulón para un anillo de apriete según la reivindicación 9, caracterizado porque presenta la cabeza de bulón (10) y una punta (15) dispuesta en extremos opuestos de la caña (11), estando dispuestas las estrías (12) a lo largo de toda la caña (11) entre la cabeza del bulón (10) y la punta (15).
12. Bulón para un anillo de apriete según una de las reivindicaciones 9 a 11, caracterizado porque entre las estrías (12) y la junta (15) está situado un punto de rotura controlada (14) que eventualmente presenta una sección poligonal, en particular cuadrada.
13. Bulón para un anillo de apriete según una de las reivindicaciones 9 a 12, caracterizado porque entre el punto de rotura controlada (14) y la punta (15) están dispuestas unas estrías de sujeción (16).
14. Bulón para un anillo de apriete según una de las reivindicaciones 9 a 13, caracterizado porque la transición de la cabeza del bulón (10) y la caña (11) tiene forma escalonada o continua.
15. Bulón para un anillo de apriete según una de las reivindicaciones 9 a 14, caracterizado porque las estrías (12) presentan una sección parcialmente circular o trapezoidal.
16. Bulón para un anillo de apriete según la reivindicación 15, caracterizado porque un lado (16) de la estría (12) respectiva situada más próxima a la cabeza del bulón (10) presenta un ángulo de menor pendiente respecto a la superficie periférica de la caña (11) que el lado más alejado (17).
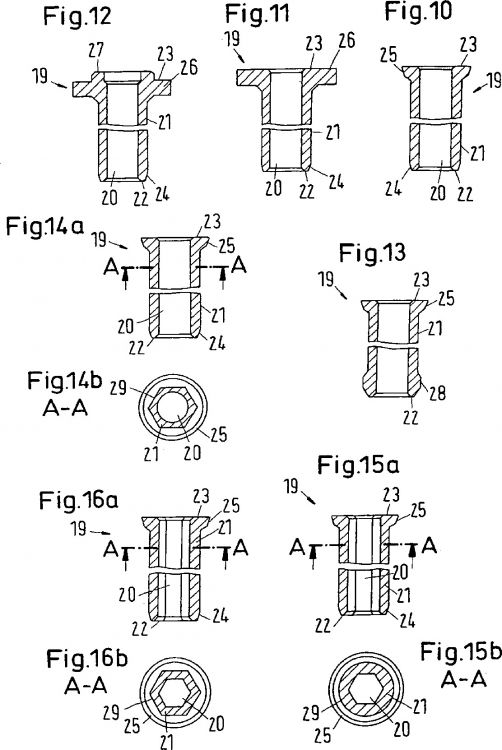
17. Bulón para un anillo de apriete según una de las reivindicaciones 9 a 16, caracterizado por estar dotado de un anillo de apriete (19) que rodea en forma de casquillo un espacio interior (20) que presenta en particular una sección redonda o poligonal.
18. Bulón para un anillo de apriete según la reivindicación 17, caracterizado porque el anillo de apriete (19) presenta un contorno exterior (29) redondo o poligonal.
19. Bulón para un anillo de apriete según la reivindicación 17 ó 18, caracterizado porque el anillo de apriete (19) presenta un primer extremo (22) y un segundo extremo (23), estando dispuesto en el segundo extremo (23) una brida periférica (26), y estando situado eventualmente en el primer extremo (22) un chaflán (24) o un regruesamiento (28).
20. Bulón para un anillo de apriete según una de las reivindicaciones 17 a 19, caracterizado porque en el espacio interior (20) el anillo de apriete (19) presenta por lo menos una ranura radial periférica.
21. Bulón para un anillo de apriete según la reivindicación 19 ó 20, caracterizado porque en la brida (26) está dispuesta una prolongación (27) que presenta un diámetro menor que el de la brida (26).
22. Bulón para un anillo de apriete según una de las reivindicaciones 17 a 21, caracterizado porque el anillo de apriete (19) presenta por lo menos dos entalladuras opuestas entre sí.
Patentes similares o relacionadas:
Remache, del 24 de Abril de 2019, de Arconic Inc: Un remache que comprende: - un miembro de pasador que incluye un vástago alargado que tiene un primer extremo , un […]
Anillo con espesor de pared variable, del 7 de Marzo de 2018, de Arconic Inc: Un anillo , que comprende: - un primer extremo y un segundo extremo opuesto al primer extremo , un eje longitudinal […]
Método para conectar partes de chapa y material compuesto, y conjunto de componentes, del 10 de Enero de 2018, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Método para la conexión de una parte de chapa superior y una parte de chapa inferior , de las que al menos una es una parte de chapa orgánica que consiste en un material […]
Sistema de sujeción de baja carga de estampa, del 19 de Julio de 2017, de HUCK INTERNATIONAL, INC: Un dispositivo de sujeción (10d) que comprende: - un miembro de clavija (12d) que tiene un vástago de clavija alargado (15d) adaptado para […]
Remache de collarín, del 21 de Junio de 2017, de AVDEL UK LIMITED: Remache (2, 2', 2'') de collarín que comprende un collarín y un perno , en el que el perno comprende una cabeza de perno y una cola de perno adaptada […]
Collar híbrido para sistemas de sujeción, del 3 de Mayo de 2017, de ALCOA INC.: Un collar que comprende un cuerpo de collar que tiene un primer extremo, un segundo extremo opuesto al primer extremo, y un reborde ubicado en el segundo […]
Collarín para sujetador de baja carga de estampa, del 29 de Marzo de 2017, de HUCK INTERNATIONAL, INC: Un collarín para un sujetador tipo estampa (10, 10a, 10b, 10c, 10d), en donde el collarín que incluye un vástago de collarín generalmente recto adaptado […]
Sujeción ciega con función de antirotación integrada, sistema y métodos, del 25 de Enero de 2017, de Centrix Inc: Una sujeción ciega que comprende: un cuerpo de portaherramientas que comprende un primer extremo que define una abertura generalmente […]