PRENSA MEJORADA PARA EXTRUIR MIEMBROS METALICOS NO FERROSOS DE SECCION CONFORMADA.
Prensa de extrusión para extruir miembros metálicos no ferrosos de sección conformada,
del tipo que comprende un punzón (2) de extrusión, accionado por cilindros (3, 4) de accionamiento hidráulico accionados a su vez por al menos una bomba (15) controlada por un motor (16), caracterizada porque dicho motor (16) es un motor eléctrico de bajo momento de inercia
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08010226.
Solicitante: PRESEZZI EXTRUSION S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA ROVERETO 1/D,20059 VIMERCATE MI.
Inventor/es: PRESEZZI, VALERIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Junio de 2008.
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B21C23/21B
- B21C31/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › Dispositivos de control por extrusión del metal, p. ej. para regular la velocidad de extrusión o la temperatura del metal (B21C 25/08 tiene prioridad ); Dispositivos de medida, p. ej. para la temperatura del metal, combinados con prensas de extrusión o especialmente adaptados para ser utilizados junto con estas prensas.
Clasificación PCT:
- B21C23/21 B21C […] › B21C 23/00 Extrusión de metales; Extrusión por percusión. › Prensas especialmente adaptadas para la extrusión del metal.
- B21C31/00 B21C […] › Dispositivos de control por extrusión del metal, p. ej. para regular la velocidad de extrusión o la temperatura del metal (B21C 25/08 tiene prioridad ); Dispositivos de medida, p. ej. para la temperatura del metal, combinados con prensas de extrusión o especialmente adaptados para ser utilizados junto con estas prensas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Prensa mejorada para extruir miembros metálicos no ferrosos de sección conformada.
Antecedentes de la invención
La presente invención se refiere a una prensa mejorada para extruir miembros metálicos no ferrosos de sección conformada.
Una prensa de extrusión según el preámbulo de la reivindicación 1 se conoce, por ejemplo, a partir del documento JP-A-013 09 718.
Más específicamente, el campo de la invención es el de los aparatos de prensado usados para extruir miembros de sección conformada o elementos perfilados (tales como elementos perfilados para puertas, elementos perfilados para vehículos de motor y otros), partiendo de metales no ferrosos (tales como aluminio, bronce, cobre, latón y similares).
Las prensas antes mencionadas usan convencionalmente bombas de desplazamiento variable, acopladas a servoválvulas y motores eléctricos.
En tales construcciones, el fluido (habitualmente aceite) de los cilindros de la prensa se hace circular por medio de la bomba, accionada a su vez a R.P.M.'s constantes por el motor eléctrico.
El desplazamiento o caudal de la bomba se cambia dependiendo de los requisitos del movimiento de los cilindros de la prensa (en particular durante el llenado del material a extruir), mientras las R.P.M.'s del motor se mantienen constantes, y cambiando la inclinación de la placa de la bomba, por medio de una servoválvula diseñada específi-camente.
La construcción dada a conocer anteriormente presenta el inconveniente de que requiere el uso de una servoválvula, que, además de ser un componente aparte, susceptible de experimentar fallos y que requiere operaciones de mantenimiento frecuentes, requiere además un sistema de accionamiento dedicado.
Otro inconveniente de la construcción antes mencionada es el requisito de mantener el motor eléctrico en un rango de funcionamiento nominal, incluso en periodos en los que la bomba está en una condición de reposo, lo cual influye negativamente en el coste de gestión global del sistema.
Resumen de la invención
Por consiguiente, el objetivo principal de la presente invención es proporcionar una prensa de extrusión novedosa para extruir miembros metálicos no ferrosos de sección conformada, que sea mucho más sencilla que las prensas de extrusión convencionales y que, por otra parte, comprenda un número pequeño de componentes de prensa.
Otro objetivo de la presente invención es proporcionar una prensa de extrusión tal que, a diferencia de las prensas de extrusión similares anteriores, permita lograr un ahorro de energía muy elevado, en particular en el accionamiento del motor de control de la bomba.
Los objetivos anteriores, así como todavía otros objetivos, se logran por medio de la prensa de extrusión según la reivindicación 1.
En las reivindicaciones dependientes se definen realizaciones preferidas de la invención.
Con respecto a prensas de extrusión anteriores de miembros metálicos no ferrosos de sección conformada, la prensa de extrusión de la invención proporciona la ventaja de eliminar el requisito de incluir en ella una pluralidad de servoválvulas, y la bomba de accionamiento correspondiente, así como el de controlar de forma precisa el cilindro que impulsa el caudal de la bomba.
Todavía otra ventaja de la prensa de extrusión de la invención es que el motor de funcionamiento del cilindro que acciona la bomba se acciona únicamente según se requiera de forma eficaz, mientras que dicho motor se deja en una condición de reposo, o a R.P.M.'s bajas, cuando el cilindro de la prensa está en una condición de reposo, al mismo tiempo que se discrimina el número de motores de accionamiento a usar, dependiendo de los requisitos de funcionamiento contingentes.
Breve descripción de los dibujos
Los objetivos anteriores, así como todavía otros objetivos, ventajas y características de la presente invención, resultarán más evidentes a continuación en el presente documento a partir de la siguiente descripción detallada de una realización preferida de la invención, que se ilustra, por medio de un ejemplo no limitativo, en los dibujos adjuntos, en los que:
la Figura 1 es un diagrama de funcionamiento de una prensa de extrusión convencional para extruir miembros de material no ferroso de sección conformada;
la Figura 2 muestra un diagrama esquemático de una prensa de extrusión de la invención; y
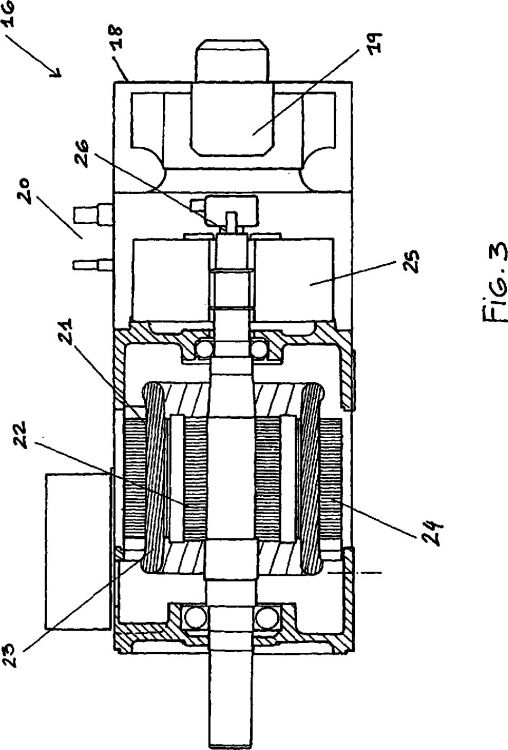
la Figura 3 muestra un diagrama y el principio de funcionamiento de un motor de baja inercia usado en la prensa de extrusión mostrada en la Figura 2.
Descripción de las realizaciones preferidas
La prensa 1 de extrusión de la figura 1, que es un tipo de prensa de extrusión convencional, comprende un punzón 2 de prensado para extruir un miembro metálico no ferroso de sección conformada, realizado, por ejemplo, con un material de aluminio (no mostrado).
A su vez, el punzón 2 de prensado o extrusión es accionado por cilindros oleodinámicos o de accionamiento hidráulico 3 y 4, a través de los cuales se transporta el fluido de funcionamiento o accionamiento, en el interior de un circuito 5 de accionamiento respectivo, por medio de una bomba 6 de desplazamiento variable.
En particular, dicha bomba 6 de desplazamiento variable comprende una placa 7 de bomba, cuya inclinación es controlada por una servoválvula 8 respectiva, controlada a su vez por una bomba 9 de accionamiento, controlada por un motor dedicado 10. El movimiento giratorio de la placa 7 de la bomba 6 se controla a R.P.M.'s constantes, mediante un motor 11 de accionamiento, acoplado a la red eléctrica 13, a través de un conjunto 12 de conmutación.
En esta realización anterior, el motor eléctrico 11 es un motor asíncrono convencional, que acciona giratoriamente la placa 7 de la bomba 6 a un número constante de revoluciones, y por consiguiente de forma independiente con respecto al estado de funcionamiento de los cilindros 3 y 4 de la prensa 1 de extrusión.
Esto se proporciona para superar los inconvenientes relacionados con una respuesta lenta del motor eléctrico 11 al funcionamiento de la bomba 6, cuyo caudal o desplazamiento es controlado por la inclinación de su placa 7.
La prensa de extrusión según la invención, indicada mediante el número de referencia 14 en la figura 2, comprende un punzón 2 de prensado o extrusión, en el que los cilindros hidráulicos 3 y 4 son accionados por un fluido transportado, en el interior del circuito hidráulico 5 respectivo, por una bomba 15 de pistón.
A su vez, dicha bomba 15 de pistón es controlada por un motor eléctrico 16 de baja inercia, en particular, un motor asíncrono trifásico para convertidores, que tiene un sistema de ventilación forzada y una carcasa de motor cuadra-da.
Tal como se muestra claramente en el diagrama de la figura 3, dicho motor eléctrico 16 es un motor asíncrono trifásico de cuatro polos, que comprende una carcasa cuadrada 18, un electroventilador radial independiente 19, un eje 26 de salida doble para acoplar un codificador que garantice una precisión de funcionamiento elevada, conectores 20 para el freno 25 del motor y para el codificador, elementos aislantes 21, reforzados por resinas al vacío, un rotor 22 de baja inercia, sondas térmicas 23, que tienen una resistencia variable no lineal, dispuestas en los devanados del motor, y un elemento laminar magnético 24 de bajas pérdidas, diseñado para proporcionar un elevado rendimiento electromagnético.
El motor eléctrico 16, en particular, está diseñado para que en el mismo se acoplen convertidores de frecuencia (de un tipo o bien V/f ó bien vectorial) y está adaptado para funcionar como un motor D.C. y servomotores sin escobillas, con el fin de proporcionar un rendimiento notablemente mejorado con respecto a un tipo de motor eléctrico asíncrono convencional. A su vez, el número de revoluciones del motor 16 está controlado por un inversor 17 acoplado a la red 13.
Según la presente invención, el caudal del fluido de funcionamiento para los cilindros 3 y 4 está controlado aquí, no por la bomba 15, que, en este caso, tiene un caudal de entrega constante, sino por el número de revoluciones del motor 16 que acciona la dicha bomba 15.
De hecho, dicho motor 16, que, como se ha mencionado, es un motor asíncrono trifásico de un tipo adecuado para convertidores, tiene una inercia muy reducida, permitiendo de este modo proporcionar una respuesta rápida para cambiar rápidamente,...
Reivindicaciones:
1. Prensa de extrusión para extruir miembros metálicos no ferrosos de sección conformada, del tipo que comprende un punzón (2) de extrusión, accionado por cilindros (3, 4) de accionamiento hidráulico accionados a su vez por al menos una bomba (15) controlada por un motor (16), caracterizada porque dicho motor (16) es un motor eléctrico de bajo momento de inercia.
2. Prensa de extrusión según la reivindicación 1, caracterizada porque dicho motor (16) es un motor asíncrono trifásico para convertidores.
3. Prensa de extrusión según la reivindicación 2, caracterizada porque dicho motor (16) es un motor asíncrono trifásico de cuatro polos, que incluye una carcasa cuadrada (18) y un electroventilador radial independiente (19).
4. Prensa de extrusión según la reivindicación 3, caracterizada porque dicho motor (16) comprende un eje (26) de motor de salida doble para acoplar un codificador, elementos aislantes (21) reforzados con resinas al vacío, un rotor (22) de baja inercia, sondas térmicas (23) de resistencia variable no lineal dispuestas en los devanados del motor y un elemento laminar metálico magnético (24) de bajas pérdidas.
5. Prensa de extrusión según cualquiera de las reivindicaciones anteriores 1 a 4, caracterizada porque dicha prensa de extrusión comprende además un inversor (17) para ajustar el número de revoluciones de dicho motor (16).
6. Prensa de extrusión según la reivindicación 5, caracterizada porque dicha por lo menos una bomba es una bomba (15) de caudal constante controlada por dicho motor (16) sin ayuda de un dispositivo de servoválvula.
Patentes similares o relacionadas:
Sistemas y métodos de prensa de extrusión, del 20 de Mayo de 2020, de Manchester Copper Products, LLC: Un método para cargar y extruir continuamente una pluralidad de palanquillas , comprendiendo el método: cargar una primera palanquilla en […]
APARATO DE VERIFICACIÓN DE POSICIONAMIENTO PARA PIEZAS TUBULARES METÁLICAS, EQUIPO DE VERIFICACIÓN Y MÉTODO DE VERIFICACIÓN DE POSICIONAMIENTO, del 31 de Octubre de 2017, de LA FARGA TUB, S.L. (100.0%): Aparato de verificación de posicionamiento para piezas tubulares metálicas, equipo de verificación y método de verificación de posicionamiento. Aparato de verificación de […]
Procedimiento y dispositivo para el conformado de una pieza de trabajo por medio de extrusión, del 21 de Junio de 2017, de FELSS Systems GmbH: Procedimiento de conformado por extrusión de una pieza de trabajo , en particular por extrusión en frío, en el cual una herramienta de conformado […]
Prensa de extrusión hidráulica y procedimiento para el funcionamiento de una prensa de extrusión hidráulica, del 8 de Junio de 2016, de SMS group GmbH: Prensa de extrusión hidráulica con un ramal principal hidráulico que acciona al menos una matriz de extrusión como consumidor principal y con […]
Prensa de extrusión para producir perfiles de metal no ferroso, del 17 de Octubre de 2012, de SMS MEER GMBH: Prensa de extrusión para producir perfiles de metal no ferroso, en donde la prensa de extrusión presenta al menos una matriz de extrusión , que es accionada mediante al menos […]
DISPOSITIVO PARA CONTROLAR LA TEMPERATURA DE SECCIONES METALICAS EXTRUIDAS DURANTE LA ETAPA DE EXTRUSION., del 1 de Noviembre de 1995, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: DISPOSITIVO PARA CONTROLAR LA TEMPERATURA DE SECCIONES METALICAS EXTRUIDAS DURANTE LA ETAPA DE EXTRUSION A PARTIR DE UNA PRENSA DE EXTRUSION, SIENDO ESTE […]
Extrusora y extrusora de tubos, así como prensa de extrusión de metal, del 24 de Julio de 2019, de SMS group GmbH: Extrusora y extrusora de tubos, así como prensa de extrusión de metal que presenta un bastidor de la prensa compuesto por un larguero cilíndrico […]
Sistema y procedimiento de ajuste de las zapatas deslizantes de un travesaño móvil de una prensa, del 21 de Mayo de 2019, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Sistema de ajuste para ajustar la posición de al menos una zapata deslizante de un travesaño móvil de una prensa con respecto a una columna […]