PANEL PARA CUBIERTA DE UNA APARATO Y METODO PARA SU PRODUCCION.
Panel para la cubierta de un aparato, con un cuerpo de soporte (1) provisto de un escotadura (5) y un inserto (2) incluido en la escotadura (5),
caracterizado por que el inserto consiste esencialmente en un material de plástico permeable a infrarrojos y por que el inserto (2) se fija en la escotadura (5) por soldadura o por activación de una capa localizada entre el cuerpo de soporte (1) y el inserto (2) de un adhesivo termoactivable por radiación infrarroja
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/009178.
Solicitante: BSH BOSCH UND SIEMENS HAUSGERATE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: CARL-WERY-STRASSE 34 81739 MUNCHEN ALEMANIA.
Inventor/es: RAAB, ALFRED, KAISER, MARIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Agosto de 2004.
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B29C65/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando energía ondulatoria o radiaciones de partículas.
- B29C65/16 B29C 65/00 […] › Rayos láser.
- F24C7/08B
- F25D29/00D
Clasificación PCT:
- B29C65/14 B29C 65/00 […] › utilizando energía ondulatoria o radiaciones de partículas.
- F25D29/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F25 REFRIGERACION O ENFRIAMIENTO; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR; FABRICACION O ALMACENAMIENTO DEL HIELO; LICUEFACCION O SOLIDIFICACION DE GASES. › F25D REFRIGERADORES; CAMARAS FRIGORIFICAS; NEVERAS; APARATOS DE ENFRIAMIENTO O CONGELACION NO PREVISTOS EN OTRO LUGAR (escaparates refrigerados A47F 3/04; recipientes con aislamiento térmico para uso doméstico A47J 41/00; vehículos frigoríficos, véanse las subclases apropiadas correspondientes a las clases B60 - B64; recipientes con aislamiento térmico en general B65D 81/38; sustancias para la transferencia, intercambio o almacenamiento de calor, p. ej. refrigerantes, o sustancias para la producción de calor o frío por reacciones químicas distintas a la combustión C09K 5/00; recipientes con aislamiento térmico para gases licuados o solidificados F17C; acondicionamiento o humidificación del aire F24F; máquinas, instalaciones o sistemas frigoríficos F25B; enfriamiento sin refrigeración de los instrumentos o aparatos similares G12B; enfriamiento de motores o bombas, véanse las clases apropiadas). › Disposición o montaje del equipo de control y de seguridad.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Descripción:
La presente invención se refiere a un panel para la cubierta de un aparato de acuerdo con el preámbulo de la reivindicación 1, particularmente una cubierta de un aparato doméstico de tipo armario tal como, por ejemplo, un congelador o un frigorífico, así como a un método para su producción.
Un panel de este tipo se describe, por ejemplo, en el documento DE 100 37 250 A1. Esencialmente está compuesto por un cuerpo de soporte hueco de plástico, que se proporciona para alojar en el mismo un circuito de control del aparato y que está provisto de una escotadura en el lado frontal, en la que se incluye una placa o un inserto. Esta placa o inserto de material plano de plástico se puede producir con una baja complejidad en una pluralidad de variantes, de tal forma que se pueden realizar paneles individuales para una pluralidad de diferentes modelos de aparatos por combinación de diferentes insertos con un mismo cuerpo de soporte.
Ya que los diversos tipos de circuitos de control de tales modelos de aparatos presentan en diferentes sitios elementos de accionamiento tales como reguladores y conmutadores, que se tienen que poder accionar a través de aberturas del inserto, y/o elementos de indicación, que se tienen que poder leer a través del inserto, se necesita, entre el espacio hueco interno del cuerpo del soporte y la escotadura que aloja el inserto, una ventana de gran superficie, a través de la que pasen los elementos de accionamiento o que deje ver los elementos de indicación. Por tanto, una unión entre el inserto y el cuerpo de soporte está limitada necesariamente a una zona de borde del inserto. Convencionalmente, el inserto se fija en el cuerpo de soporte con ayuda de una cinta adhesiva de doble cara.
Debido a tensiones congeladas en partes de las paredes del cuerpo de soporte y la escasa superficie adhesiva disponible, con temperaturas elevadas se puede producir un desprendimiento del inserto del cuerpo de soporte.
Es objetivo de la presente invención indicar un panel, un aparato equipado con un panel de este tipo así como un método para la producción del panel, que sean sencillos y económicos y que garanticen una unión firme, permanente entre el inserto y el cuerpo de soporte.
El objetivo se resuelve mediante un panel con las características de la reivindicación 1, un aparato con las características de la reivindicación 3 o un método con las características de la reivindicación 5.
Por radiación con infrarrojos de una zona de unión prevista entre el inserto y el cuerpo de soporte se puede realizar una unión permanente entre ambos, particularmente por soldadura o por activación de una capa de un adhesivo termoactivable localizada entre el cuerpo de soporte y el inserto.
Se obtienen características y ventajas adicionales de la invención a partir de la siguiente descripción de ejemplos de realización con referencia a las figuras adjuntas. Se muestra:
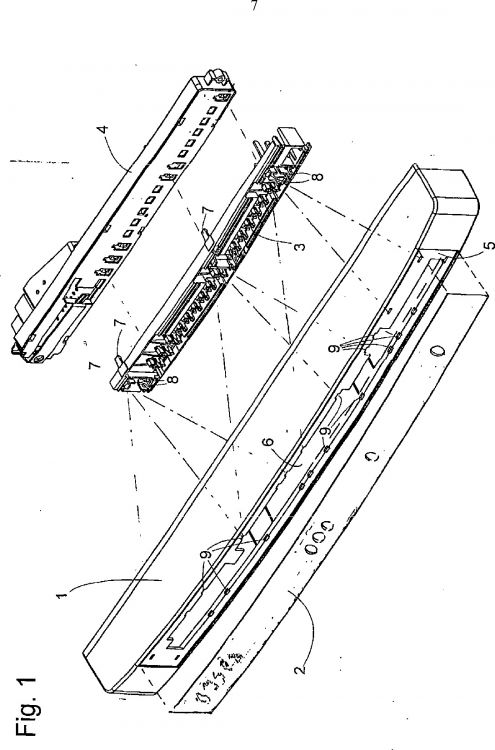
En la Figura 1, una vista en perspectiva de las piezas individuales de un panel de acuerdo con la invención en una representación despiezada; En la Figura 2, el método para la unión del inserto con el cuerpo de soporte; y En la Figura 3, un corte por el panel de acuerdo con la invención.En la representación despiezada de la Figura 1 se observa un cuerpo de soporte 1, que está fabricado a partir de un plástico, por ejemplo, ABS, por moldeo por inyección, un inserto 2 de una lámina de plástico fuerte, rígida, un adaptador 3 y un circuito de control 4. En un lado frontal del cuerpo de soporte 1 se forma una escotadura 5, que está adaptada en forma y profundidad al inserto 2, de tal forma que el mismo, cuando se monta en la escotadura 5, rellena la misma completamente y termina de manera enrasada en sus bordes con el cuerpo de soporte 1. En el fondo de la escotadura 5 se forma una ventana de gran superficie 6 hasta un espacio hueco interno del cuerpo de soporte 1, que se proporciona para, fijado por el adaptador 3, alojar el circuito de control 4. El adaptador 3 presenta para esto varios ganchos de retención 7, 8, de los cuales el gancho de retención 7 sirve para el anclaje del adaptador 3 en la cubierta del circuito de control 4 y los ganchos de retención 8 se proporcionan para encajar en muescas 9 en el borde de la ventana 6, que están presentes en varios conjuntos para posibilitar el montaje del adaptador 3 en el cuerpo de soporte 1 en una pluralidad de posiciones.
El inserto 2 consiste esencialmente en un material de plástico permeable a infrarrojos, que está provisto en su lado posterior orientado hacia el cuerpo de soporte 1 de una capa decorativa, por ejemplo, por serigrafía. Esta capa decorativa no tiene que ser necesariamente permeable a infrarrojos. El material del cuerpo de soporte 1, por el contrario, absorbe infrarrojos.
La Figura 2 ilustra el método para la unión de inserto 2 y cuerpo de soporte 1. Para esto se mueve una fuente de radiación infrarroja 11, por ejemplo, una bombilla que emite infrarrojos o un láser IR, a lo largo del lado anterior del panel, de tal forma que el rayo de la fuente de infrarrojos 11 describe en el panel un trayecto 12 alrededor de la ventana 6 (no visible en la figura). Ya que el material del inserto 2 es permeable a infrarrojos, el calor del rayo de infrarrojos se libera esencialmente a la altura de la capa decorativa y la superficie del cuerpo de soporte 1 que se pone en contacto con la misma y suelda las mismas entre sí, como se indica por un sombreado denso en la zona 13 del trayecto 12 en la Figura 2.
De forma apropiada, el inserto 2 y su capa decorativa se fabrican a partir de un material resistente frente a mayores temperaturas que el cuerpo de soporte 1, y la potencia de la fuente de infrarrojos está dimensionada de tal forma que el cuerpo de soporte 1 se funde superficialmente por el rayo de infrarrojos, sin embargo, no el inserto 2 ni la capa decorativa. De esta manera se garantiza un aspecto agradable del panel terminado.
Como consecuencia de una segunda configuración de la invención, el inserto 2 se provee en su lado posterior antes de la inclusión en la escotadura 5 del cuerpo de soporte 1 de una capa de un adhesivo termoactivable. Preferiblemente, la capa se aplica solamente en una zona de borde del inserto 2, de tal forma que no se cruza con la ventana 6. Por irradiación con la fuente de infrarrojos 11 se activa el adhesivo y genera una unión permanente entre el cuerpo de soporte 1 y el inserto 2 sobre toda su superficie de contacto. La Figura 3 muestra un corte esquemático a través de un panel producido de este modo, donde la capa de adhesivo (representada de forma exageradamente gruesa) se indica con 14.
La temperatura de activación del adhesivo se sitúa claramente por debajo de la temperatura de fusión del material del cuerpo de soporte 1 o del inserto 2, de tal manera que se puede evitar una fusión de uno o del otro durante la fijación del inserto 2. De esta manera se disminuye por un lado el requisito de energía del método frente al caso considerado anteriormente de la soldadura por infrarrojos, por otro lado, no existe riesgo de que la fijación provoque modificaciones visibles desde el exterior en el inserto 2, que alteren
su aspecto agradable y, por tanto, lo puedan inutilizar.
Reivindicaciones:
1. Panel para la cubierta de un aparato, con un cuerpo de soporte (1) provisto de un escotadura (5) y un inserto (2) incluido en la escotadura (5), caracterizado por que el inserto consiste esencialmente en un material de plástico permeable a infrarrojos y por que el inserto (2) se fija en la escotadura
(5) por soldadura o por activación de una capa localizada entre el cuerpo de soporte (1) y el inserto (2) de un adhesivo termoactivable por radiación infrarroja.
2. Panel de acuerdo con la reivindicación 1, caracterizado por que una unión entre el inserto (2) y el cuerpo de soporte (1) está limitada a una zona de borde (12, 13) del inserto (2).
3. Aparato con un panel de acuerdo con una de las reivindicaciones precedentes, caracterizado por que un circuito de control (4) del aparato se aloja en el cuerpo de soporte (1) hueco.
4. Aparato de acuerdo con la reivindicación 3, caracterizado por que el circuito de control (4) presenta al menos un elemento de indicación visual y por que el inserto (2) es translúcido al menos en el entorno del elemento de indicación.
5. Método para la producción de un panel para la cubierta de un aparato,
de acuerdo con una de las reivindicaciones 1 ó 2, con las etapas a) proporción de un cuerpo de soporte (1) con una escotadura (5) y un inserto (2); b) inclusión del inserto (2) en la escotadura (5); c) irradiación con infrarrojos de una zona de unión (12, 13) prevista entre el inserto (2) y el cuerpo de soporte (1).
6. Método de acuerdo con la reivindicación 5, caracterizado por que la zona de unión (12, 13) se extiende a lo largo de una zona de borde del inserto (2) y por que la zona de borde se explora de forma sucesiva con un radiador de infrarrojos (11).
7. Método de acuerdo con la reivindicación 6, caracterizado por que por la exploración con el radiador de infrarrojos (11) se activa una capa de un adhesivo termoactivable (14) entre el inserto (2) y el cuerpo de soporte (1).
Patentes similares o relacionadas:
Proceso para la producción de costura para tela de papelería e industrial y costura producida por ese método, del 15 de Julio de 2020, de ALBANY INTERNATIONAL CORP.: Un método para soldar una porción del área de costura de una tela tejida industrial, caracterizado por comprender los pasos de: proporcionar a dicha área […]
Método de soldadura de láser de una luz de automóvil, del 1 de Julio de 2020, de Marelli Automotive Lighting Italy S.p.A: Método de fabricación de una luz de automóvil que comprende los pasos de: - proporcionar un cuerpo de contenedor delimitado por un primer perfil […]
Dispositivo de montaje, del 1 de Abril de 2020, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Dispositivo de montaje para soldar simultáneamente varios portasensores con un parachoques bajo la acción de una presión de apriete, en donde el parachoques presenta […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Aparato para hacer un faro automovilístico y método de soldadura de láser simultánea de un faro automovilístico, del 1 de Enero de 2020, de Marelli Automotive Lighting Italy S.p.A: Un aparato de soldadura para fabricar un faro automovilístico que comprende: - medios de bloqueo de un cuerpo de contenedor y de […]
Máquina de procesamiento láser y método de ajuste de ángulo de enfoque de máquina de procesamiento láser, del 1 de Enero de 2020, de Panasonic Industrial Devices SUNX Co., Ltd: Una máquina de procesamiento láser que comprende: un oscilador láser que emite luz láser (L); una unidad de escaneo que se […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Sistemas de unión de membrana IV, del 13 de Noviembre de 2019, de BECTON, DICKINSON AND COMPANY: Un sistema de administración intravenosa que comprende: una unidad de goteo que comprende: una pared exterior conformada […]