MAQUINA AUTOMATICA PARA PUNZONADO Y CORTE DE LLANTAS.
Máquina automática para punzonado y corte de llantas.
Esta destinada para realizar orificios pasantes de punzonado sobre una chapa longitudinal o llanta que discurre en una dirección horizontal mediante punzones y estando destinada también para realizar el corte de dicha chapa para obtener porciones de chapa o piezas.
Se caracteriza porque las operaciones de punzonado y corte se realizan mediante un único elemento de potencia, tal como un cilindro olehidráulico (2) fijado a un bastidor y dispuesto superiormente en una dirección vertical. El vástago de tal cilindro está conectado a un carro portacuchillas (4) que la desplazarse hacia abajo para realizar el corte sobre la chapa (10) arrastra con él a un soporte superior (19) que forma parte de un dispositivo de punzonado (6), cuyos punzones están guiados en un carro frontal inferior (8) que forma parte también del dispositivo de punzonado (6)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200800410.
Solicitante: EISEN XXI, S.L.
Nacionalidad solicitante: España.
Provincia: GUIPÚZCOA.
Inventor/es: BARANDIARAN ECHEGUIA,JUAN IGNACIO.
Fecha de Solicitud: 15 de Febrero de 2008.
Fecha de Publicación: .
Fecha de Concesión: 31 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B21D28/24B
- B23D15/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 15/00 Máquinas de cizallar o dispositivos de cizallado que cortan por medio de hojas que se desplazan paralelamente las unas respecto a las otras. › caracterizadas por la forma de propulsión o de transmisión.
- B26F1/04 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › con punzones capaces de ser accionados de forma selectiva.
Clasificación PCT:
- B21D28/24 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Perforación, es decir, corte de agujeros.
- B23D15/12 B23D 15/00 […] › caracterizadas por la forma de propulsión o de transmisión.
- B26F1/04 B26F 1/00 […] › con punzones capaces de ser accionados de forma selectiva.
Fragmento de la descripción:
Máquina automática para punzonado y corte de llantas.
Objeto de la invención
La presente invención, según se expresa en el enunciado de esta memoria descriptiva, se refiere a una máquina automática para punzonado y corte de llantas, cuya esencialidad se centra en que la operación de punzonado y corte se realiza mediante un único elemento de potencia, preferentemente mediante un cilindro oleohidráulico, de manera que durante el desplazamiento en un sentido de su vástago se realizan las dos operaciones de punzonado y corte, todo ello mediante un proceso automático.
De esta forma se consigue que la máquina sea compacta y de tamaño reducido, lo que repercute en un menor coste de la citada máquina y también en un mejor aprovechamiento de la materia prima de la cual se obtienen las distintas piezas.
Antecedentes de la invención
En la actualidad, las operaciones de punzonado y corte para la obtención de piezas se realiza mediante máquinas que incorporan elementos de potencia, tal como cilindros oleohidráulicos. Esas operaciones de punzonado y corte se realizan por separado, es decir, que el punzonado lo realiza un elemento de potencia y el corte otro elemento de potencia diferente.
La inclusión de elementos de potencia para cada operación implica una mayor complejidad de la máquina, así como unas dimensiones mayores, lo cual encarece dicha máquina y también supone un funcionamiento más dificultoso con la inclusión de mayor número de elementos y piezas.
Descripción de la invención
Con el fin de poder alcanzar los objetivos y evitar los inconvenientes mencionados en los apartados anteriores, la invención propone una máquina automática para punzonado y corte de llantas que se caracteriza porque incorpora un único elemento de potencia, tal como un cilindro oleohidráulico, por ejemplo, para realizar la operación de punzonado y la operación de corte, de manera que ambas se realizan durante el desplazamiento en un sentido del vástago del cilindro, siendo dicho desplazamiento en una dirección vertical en sentido descendente.
El cilindro oleohidráulico actúa a su vez sobre un característico dispositivo de punzonado y un característico dispositivo de corte asociados ambos entre sí, conformando todo ello la esencialidad del conjunto de la máquina de la invención.
La máquina incorpora un robusto bastidor, en cuya parte superior se fija el cilindro oleohidráulico, guiándose verticalmente sobre dicho bastidor un carro portacuchillas constitutivo del dispositivo de corte, de manera que cuando el vástago se desplaza hacia fuera, arrastrará al carro portacuchillas para realizar el corte sobre una chapa alargada o llanta que discurre por el interior de una abertura de paso perteneciente a un carro frontal que forma parte del dispositivo de punzonado y el cual se puede desplazar en una dirección horizontal transversal, perpendicular a la dirección longitudinal horizontal de desplazamiento de la chapa alargada, de la cual se obtienen las respectivas piezas.
El carro frontal se acopla en un guiado inferior solidario del bastidor.
Por otro lado, en el carro frontal se guían, en vertical, dos portapunzones que asoman inferiormente por la abertura de paso, en cuyo extremo se montan los punzones, que tienen sus porciones extremas de corte próximas y enfrentadas con la chapa para realizar los respectivos orificios de punzonado.
Los portapunzones también asoman por encima del carro frontal y poseen unas cabezas para el movimiento ascendente de los portapunzones. Estos portapunzones se encuentran sometidos al empuje de unos resortes guiados por unas varillas centradas sujetas desde la parte superior a una placa que forma parte de un soporte superior donde se fijan dos cilindros en oposición, cuyos vástagos están conectados a unos calces o topes con unos entrantes enfrentados con las varillas centradas. Los punzones también están acoplados en unos pasos del soporte superior, el cual forma parte también integrante del conjunto del dispositivo de punzonado.
El dispositivo de punzonado se guía también transversalmente por su placa superior en una canalización del carro portacuchillas, de manera que en un movimiento primario descendente del mismo desplaza el soporte superior del dispositivo de punzonado y con él, uno o dos punzones realizando los orificios sobre la chapa longitudinal mediante los extremos cortantes inferiores de los punzones.
La activación de los punzones dependerá por tanto de la posición de los calces, de manera que si los mismos se encuentran situados entre la base superior de los portapunzones y la placa del soporte superior en correspondencia con las varillas y resortes, el punzón descenderá y si no es así, el punzón se retirará venciendo el empuje del resorte al entrar en contacto con el material a punzonar y no realizará orificio alguno sobre la chapa. En este caso, el portapunzón deslizará en el orificio de la parte superior del dispositivo de punzonado.
En una fase posterior sin detenerse el desplazamiento vertical del carro portacuchillas se producirá el corte de la chapa longitudinal, obteniéndose una porción de chapa con los orificios realizados con precisión mediante uno o dos punzones.
El dispositivo de punzonado podría incorporar un solo punzón e incluso más de dos si fuera necesario.
La máquina incorpora dispositivos de detección (finales de carrera) para determinar con precisión la posición del carro portacuchillas: una posición de herramientas retiradas en la que el cilindro estará en posición de reposo con su vástago recogido, una posición de punzonado de desplazamiento vertical descendente intermedia indicadora del corte mediante el punzonado y una posición de corte de final de carrera del vástago del cilindro donde se realiza el corte de la chapa o llanta.
La chapa longitudinal apoya sobre una sucesión de rodillos locos, a la vez que es arrastrada mediante rodillos por fricción con tracción por servomotor y medición con precisión mediante encoder.
A continuación para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma, se acompañan unas figuras en las que con carácter ilustrativo y no limitativo se ha representado el objeto de la invención.
Breve descripción de los dibujos
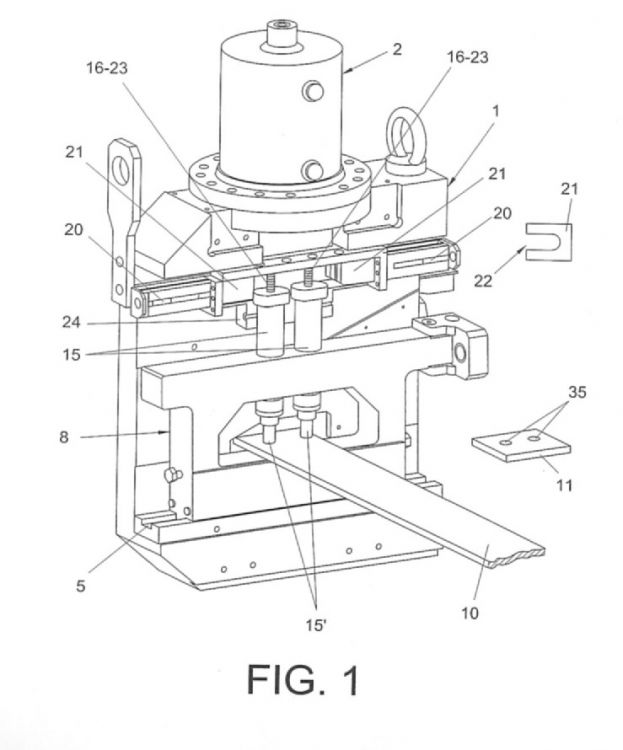
Figura 1.- Muestra una vista en perspectiva de una máquina automática para punzonado y corte de llantas objeto de la invención. Comprende básicamente un dispositivo de punzonado, un dispositivo de corte determinado básicamente por un carro portacuchillas, asociándose ambos dispositivos entre sí y los cuales se activan mediante un único elemento de potencia durante el desplazamiento en un sentido de tal elemento de potencia, tal como el vástago de un cilindro oleohidráulico.
Figura 2.- Muestra una vista en perspectiva donde se representa el conjunto del dispositivo de punzonado.
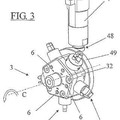
Figura 3.- Muestra una vista en perfil de la máquina de la invención.
Descripción de la forma de realización preferida
Considerando la numeración adoptada en las figuras, la máquina automática para punzonado y corte de llantas se determina a partir de un bastidor 1, en cuya parte superior se fija un cilindro oleohidráulico 2 con desplazamiento vertical de su vástago 3, el cual está fijado a un carro portacuchillas 4 que también se desplaza como es evidente en dirección vertical, a la vez que se guía en el citado bastidor 1.
Este bastidor 1 cuenta en su parte inferior con una guía transversal 5 en una dirección horizontal sobre el que se acopla inferiormente un dispositivo de punzonado 6, acoplándose también en otra guía transversal superior 7 establecida en el carro portacuchillas 4.
El dispositivo de punzonado 6 comprende un carro frontal 8 afectado de una abertura de paso 9 por donde discurre una chapa longitudinal o llanta 10, de la cual se obtendrán las distintas porciones de chapa o piezas 11.
Esta chapa 10 discurre en una dirección horizontal y longitudinal apoyando en una sucesión de rodillos 12 y siendo arrastrada mediante un par de rodillos por fricción en contraposición 13 actuando mediante tracción por servomotor (no representado en las figuras) y cuya posición se controla mediante un enconder (no representado en las figuras) para cortar y punzonar con precisión las distintas porciones de chapa 11.
El carro frontal 8 posee dos orificios pasantes 14 donde se ajustan dos portapunzones verticales 15 que asoman por la abertura...
Reivindicaciones:
1. Máquina automática para punzonado y corte de llantas, que estando destinada para realizar orificios pasantes sobre una chapa longitudinal o llanta que discurre en una dirección horizontal mediante punzones y estando destinada para realizar también el corte de dicha chapa para obtener porciones de chapa o piezas, se caracteriza porque las operaciones de punzonado y corte se realizan mediante un único elemento de potencia, tal como un cilindro oleohidráulico (2) fijado a un bastidor (1) y dispuesto superiormente en una dirección vertical, cuyo vástago (3) está conectado a un carro portacuchillas (4) que al desplazarse hacia abajo para realizar el corte sobre la chapa (10), arrastra con él a un soporte superior (19) que forma parte de un dispositivo de punzonado (6), cuyos portapunzones (15) están guiados en un carro frontal inferior (8) que forma parte también del dispositivo de punzonado (6), realizándose durante el descenso, primero los orificios (35) sobre la chapa longitudinal (10) mediante los punzones (15) y después el corte de esa chapa (10) para obtener las distintas porciones de chapa o piezas (11).
2. Máquina automática para punzonado y corte de llantas, según la reivindicación 1, caracterizada porque el dispositivo de punzonado (6) está acoplado en un guiado inferior transversal (5) del bastidor (1) mediante el carro frontal (8) y también en un guiado superior (7) mediante el soporte superior (19), guiado este último (7) establecido en el carro portacuchillas (4).
3. Máquina automática para punzonado y corte de llantas, según una cualquiera de las reivindicaciones anteriores, caracterizada porque el carro frontal (8) y el soporte superior (19) se asocian mediante unas porciones superiores de los portapunzones (15) que se ajustan en una parte centrada (24) del soporte superior (19).
4. Máquina automática para punzonado y corte de llantas, según las reivindicaciones anteriores, caracterizada porque el desplazamiento de los portapunzones (15) y punzones (15') durante el descenso simultáneo del carro portacuchillas (4) y soporte superior (19) depende de la posición de unos topes móviles independientes (21), los cuales si se encuentran ubicados en la vertical de unos huecos limitados entre unas bases extremas superiores de los portapunzones (15) y una placa (18) del soporte (19), entonces el portapunzón o portapunzones (15) descenderán, mientras que si tales topes (21) se encuentran fuera de la vertical de dichos huecos el desplazamiento hacia abajo del portacuchillas (4) y soporte superior (19), no arrastra con ellos a los portapunzones (15) y punzones (15') los cuales se mantendrán en contacto con la superficie superior de la chapa longitudinal (10) sin perforar la misma.
5. Máquina automática para punzonado y corte de llantas, según una cualquiera de las reivindicaciones 2 a 4, caracterizada porque el desplazamiento transversal del dispositivo de punzonado (6) se realiza mediante un husillo (28) asociado al carro frontal (8) y el cual gira mediante un elemento motor (34) que controla con precisión el desplazamiento transversal del conjunto del dispositivo de punzonado citado (6).
6. Máquina automática para punzonado y corte de llantas, según las reivindicaciones anteriores, caracterizada porque el carro frontal (8) cuenta con una abertura de paso (9) a través de la cual discurre la chapa longitudinal (10) y en la cual asoman los tramos inferiores de los portapunzones (15), donde se montan los punzones (15') cuyos extremos cortantes están enfrentados con unas matrices (31) fijadas a una parte inferior del citado carro frontal (8).
7. Máquina automática para punzonado y corte de llantas, según una cualquiera de las reivindicaciones 4 a 6, caracterizada porque los tacos o topes (21) están conectados a dos cilindros en oposición (20) solidarios del soporte superior (19).
8. Máquina automática para punzonado y corte de llantas, según una cualquiera de las reivindicaciones 4 a 7, caracterizada porque en las bases libres superiores de los portapunzones (15) se colocan unos resortes coaxiales (23) guiados por unas varillas (16), estando dichas varillas (16) sujetas en unas perforaciones (17) establecidas en una placa superior (18) que forma parte del soporte superior (19), de forma que durante el descenso del soporte superior (19), si los topes (21) no están enfrentados con los punzones (15), éstos no descienden, introduciéndose entonces las varillas (16) en las perforaciones (17) y descendiendo el soporte superior (19) en contra de los resortes (23).
9. Máquina automática para punzonado y corte de llantas, según la reivindicación 8, caracterizada porque los topes (21) cuentan con unos entrantes (22) enfrentados con las varillas (16) y resortes (23) para salvar los mismos cuando se sitúan los topes (21) en su posición activa.
10. Máquina automática para punzonado y corte de llantas, según una cualquiera de las reivindicaciones anteriores, caracterizada porque incluye al menos tres dispositivos de detección (32) de la posición de desplazamiento del conjunto del vástago, (3) carro portacuchillas (4) y conjunto del dispositivo de punzonado (6), una posición elevada cuando dicho conjunto está situado en una posición de reposo, una posición intermedia de corte de los punzones (15') y una posición de corte de la chapa (10) para obtener las distintas porciones de llanta (11), estando dichos dispositivos de detección (32) fijados al bastidor (1) de la máquina y vinculados a una pieza (33) solidaria del carro portacuchillas (4).
11. Máquina automática para punzonado y corte de llantas, según una cualquiera de las reivindicaciones anteriores, caracterizada porque el carro portacuchillas (4) se desplaza conducido en unas guías verticales del bastidor (1).
12. Máquina automática para punzonado y corte de llantas, según una cualquiera de las reivindicaciones 8 a 11, caracterizada porque el soporte superior (19) del dispositivo de punzonado (6) se guía en la dirección transversal en el carro portacuchillas (4) mediante su placa superior (18).
13. Máquina automática para punzonado y corte de llantas, según una cualquiera de las reivindicaciones anteriores, caracterizada porque la chapa longitudinal (10) es arrastrada de forma controlada y con precisión mediante un par de rodillos por fricción (13) actuados mediante un servomotor y estando controlado dicho arrastre mediante un encoder.
Patentes similares o relacionadas:
 Un dispositivo de corte para cortar formas en cueros, del 16 de Octubre de 2013, de TESEO S.P.A.: Un dispositivo de corte para cortar formas en un cuero tendido en un plano, adecuado para montar en máquinas para corte de cueros, pudiéndose montar el dispositivo en un […]
Un dispositivo de corte para cortar formas en cueros, del 16 de Octubre de 2013, de TESEO S.P.A.: Un dispositivo de corte para cortar formas en un cuero tendido en un plano, adecuado para montar en máquinas para corte de cueros, pudiéndose montar el dispositivo en un […]
Dispositivo y procedimiento para la fabricación de bolsas, del 3 de Mayo de 2013, de WINDMOLLER & HOLSCHER KG: Dispositivo para la fabricación de bolsas, que constan preferentemente en gran parte de papel, que comprende: una disposición de perforación para la perforación […]
 MAQUINA PUNZONADORA, del 2 de Abril de 2013, de EISEN XXI, S.L: Máquina punzonadora.
Está destinada para realizar perforaciones sobre una pieza plana a punzonar cada vez que desciende una corredera acoplada en […]
MAQUINA PUNZONADORA, del 2 de Abril de 2013, de EISEN XXI, S.L: Máquina punzonadora.
Está destinada para realizar perforaciones sobre una pieza plana a punzonar cada vez que desciende una corredera acoplada en […]
DISPOSITIVO DE TROQUELAR CON PUNZONES REEMPLAZABLES., del 1 de Septiembre de 2005, de GROZ-BECKERT KOMMANDITGESELLSCHAFT: Dispositivo de troquelar , en particular para el troquelado de agujeros en material plano, en particular sustratos cerámicos sin cocer, con un […]
DISPOSITIVO DE PERFORACION., del 1 de Mayo de 2003, de F. ZIMMERMANN GMBH & CO. KG: LA INVENCION SE REFIERE A UN CONJUNTO PERFORADOR PARA REPRESENTAR LETRAS Y NUMEROS, CON UN MECANISMO PERFORADOR DE RUEDAS AJUSTABLE Y CON UN ACCIONAMIENTO PARA LAS […]
MAQUINA PARA PERFORAR/AGUJEREAR TOPES Y CONTRAFUERTES PARA EL CALZADO., del 16 de Mayo de 2002, de IGLESIAS VILLAPLANA,JOSE: Máquina para perforar/agujerear topes y contrafuertes para el calzado, de cualquier tamaño y material. La máquina extrae el tope o contrafuerte desde un depósito mediante […]
Procedimiento y dispositivo para perforar transversalmente una banda de papel continua., del 16 de Marzo de 2002, de KOENIG & BAUER AKTIENGESELLSCHAFT: Procedimiento, donde a una banda de papel se le aplica en su recorrido a través de una rotativa de alimentación continua tras abandonar el cambiador de bobinas […]
RODILLO DE AGUJAS, del 28 de Noviembre de 2011, de WINDMOLLER & HOLSCHER KG: Rodillo de agujas para perforar o recoger piezas o bandas del material con un cuerpo de rodillo de agujas y agujas (72, 72') que sobresalen […]