PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MAQUINAS PARA LA FABRICACION EN CONTINUO DE PIEZAS DE HORMIGON PRETENSADAS O ARMADAS.
Perfeccionamientos introducidos en las máquinas para la fabricación en continuo de piezas de hormigón pretensadas o armadas.
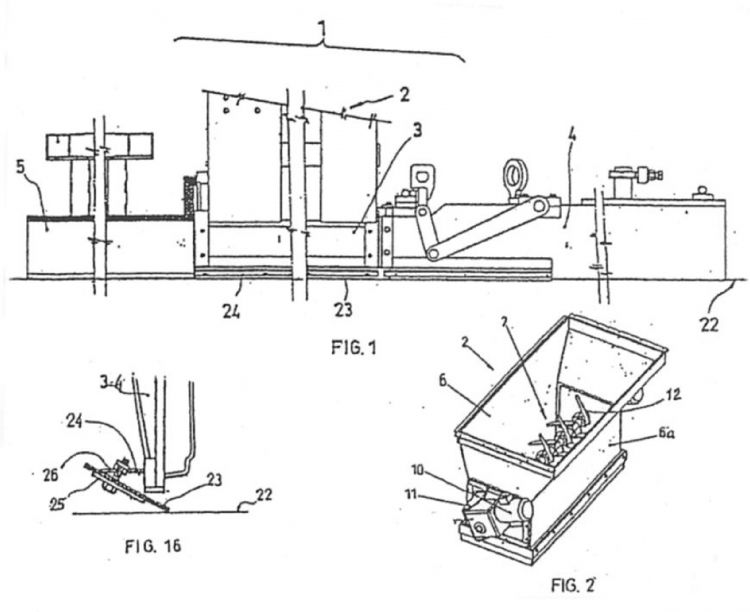
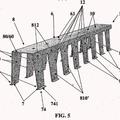
Caracterizados por consistir en la disposición en el interior de la tolva fija (2) un conjunto esclarificador y removedor (7) del hormigón, constituido por un eje horizontal (8) giratorio, accionado por dos motorreductores eléctricos sincronizados (10), y provisto de una serie de aspas batidoras (12) fijadas por bridas (13, 13''), dispuestas de forma diametralmente opuesta, y caracterizados por disponer a la salida del molde afinador (5) de una placa de relajación y desaireación (16) o (19), completado con un exhaustor (17) para salida de aire de esa zona final de la máquina (1) y caracterizados por disponer unos dispositivos de cierre laterales, consistentes, cada uno, en un soporte metálico longitudinal (14) solidario al molde vibrador (3) y al molde de retención (4), y por una pieza rectangular (23) de longitud idéntica a la del soporte metálico (24), elaborada en material flexible resistente al rozamiento que actúa a modo de labio flexible de cierre, por presión, sobre la pista de fabricación (22) fijado al soporte metálico (24) mediante una pletina de fijación (25) sujeta por tornillos (26)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200700250.
Solicitante: PRENSOLAND, S.A..
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: PARAREDA PRATS,JOAN.
Fecha de Solicitud: 31 de Enero de 2007.
Fecha de Publicación: .
Fecha de Concesión: 22 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B28B23/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 23/00 Dispositivos especialmente adaptados para la fabricación de objetos conformados dotados de elementos total o parcialmente embutidos en el material de moldeo (B28B 21/00 tiene prioridad; combinados con moldes para la fabricación de elementos de edificios prefabricados B28B 7/22). › en los que los elementos embutidos son refuerzos.
Clasificación PCT:
- B28B23/02 B28B 23/00 […] › en los que los elementos embutidos son refuerzos.
Fragmento de la descripción:
Perfeccionamientos introducidos en las máquinas para la fabricación en continuo de piezas de hormigón pretensadas o armadas.
Campo de la invención
La presente patente de invención se refiere a unos perfeccionamientos introducidos en las máquinas para la fabricación en continuo de piezas de hormigón pretensado o armadas, del tipo de las que están constituidas por un chasis desplazable sobre unos raíles que definen una pista de fabricación, en la que se disponen armaduras activas pretensadas o pasivas, conformantes del armado de las piezas de hormigón a obtener, estando situadas sobre dicho chasis una sobretolva móvil para la recepción del hormigón, una tolva fija de alimentación de un molde vibrador, un molde anterior de retención, un molde vibrador provisto de los noyos para la compactación de las piezas de hormigón y un molde posterior o afinador, provisto también de noyos, para dar la forma definitiva y el afinado de las piezas de hormigón.
Los perfeccionamientos objeto de la presente patente, se refieren, concretamente, en primer lugar a la tolva fija de alimentación del molde vibrador y al propio molde vibrador; en segundo lugar, se refieren al molde afinador, formador del perfil definitivo de la pieza a fabricar; y en tercer lugar, recaen en los dispositivos de cierre lateral para los conjuntos del molde vibrador y molde anterior de retención, constituidos por un soporte metálico y una pieza de material flexible, que actúa como labio de cierre.
Estado de la técnica
En la patente de invención española nº 428477 referente a "Perfeccionamientos para la fabricación continua de vigas, placas y similares de hormigón" se describe una instalación compuesta por unos raíles anclados en el suelo, entre los que se dispone, una máquina provista de las tolvas pertinentes sobre las que se vierte hormigón y de unos moldes inferiores de manera que al avanzar la máquina va conformando las vigas o elementos armados.
La máquina descrita en la citada patente, ya contemplaba la utilización de tres moldes: Uno delantero o de retención, uno central o vibrador, provisto de noyos o paredes que definen la sección de las piezas a obtener, y uno posterior o afinador y también contemplaba la utilización de dos tolvas: una fija, que vierte hormigón sobre las armaduras formadas por los cables y otra móvil o de alimentación que alimenta la anterior.
El molde afinador va montado sobre una zona sobresaliente del chasis, donde están dispuestas unas guías metálicas a las cuales queda acoplado mediante unos soportes de alineación, y se fija el chasis por su zona superior y por su cara anterior, lo que permite su fácil extracción.
El molde puede incorporar, en su parte posterior, una chapa deflectora para mejorar el acabado superficial de las losas de hormigón, cuando es éste el producto que se elabora.
Esta máquina no soluciona totalmente la fabricación continua de las piezas de hormigón que se desea y presenta unos inconvenientes, que dificultan su uso y su máximo rendimiento y que se mencionan a continuación.
La tolva fija que alimenta el molde vibrador, situada encima de éste y separada por unas juntas elásticas que evitan que la vibración del molde se transmita a la tolva, está formada por una parte superior rectangular en forma de embudo y de una parte inferior también rectangular, pero de paredes rectas y paralelas.
Dicha tolva debe estar siempre llena de hormigón hasta la zona media donde termina la parte superior en forma de embudo y empieza la parte recta, debiendo el operario controlar dicho nivel, parando la máquina si por falta de hormigón el nivel fuera inferior al detallado, ya que la compactación del hormigón en el molde vibrador se logra por la propia vibración y por la presión que le confiere la columna de hormigón contenida en la tolva fija y que gravita sobre dicho molde, lo cual permite solo un pequeño margen de desnivel en dicha columna de hormigón.
El hormigón depositado en la tolva fija va pasando gradualmente al molde vibrador extrusionándose para formar la pieza prefabricada.
Según el perfil de la pieza a fabricar y según el tipo de hormigón (grado de plasticidad), el hormigón de la tolva fija no desciende con uniformidad, quedándose en algunos casos apelmazado, descendiendo solamente el del centro y quedándose retenido el que está en contacto con las paredes de la tolva, lo que produce atascos y malformaciones en el proceso de moldeado.
Para evitar este problema es obligado el empleo de hormigón más fluido que, debido a la mayor relación agua-cemento, hace disminuir la resistencia de dicho hormigón.
De acuerdo con lo explicado en los párrafos anteriores, el hormigón que queda apelmazado en el interior de la tolva empieza a endurecer en pocos minutos, restando fluidez al hormigón que desciende hacia el molde, lo que se traduce en una velocidad de moldeado menor, la posibilidad de desgarros en el hormigón en su moldeado continuo y el peligro de que parte del hormigón que se había quedado apelmazado descienda finalmente hacia el molde obturándolo, lo que obliga a la detención del proceso continuo de moldeado con las consiguientes pérdidas de tiempo y material.
Debido a la considerable capacidad volumétrica del molde vibrador junto con la tolva fija, se origina un problema importante, ya que al llegar la máquina al final de la pista (final de moldeado), el nivel de hormigón en el interior de la tolva debe continuar en su punto alto, lo que obliga a extraer y tirar o emplear para otros menesteres, el hormigón que queda en su interior, para llevar a cabo la limpieza de dicha tolva.
La puesta en práctica de la patente de referencia, ha evidenciado todos estos inconvenientes que deben ser eliminados, y a ello se encaminan los perfeccionamientos objeto de la presente patente.
En lo relativo a los inconvenientes que surgen al final del proceso, a la salida del molde afinador, es frecuente que las piezas fabricadas presenten una superficie poco alisada, con ligeras irregularidades que restan valor al acabado.
Es imprescindible que el molde afinador disponga de los complementos suficientes para garantizar la salida del aire contenido en el hormigón, impidiendo de este modo que se originen coqueras en la superficie de las piezas a obtener. Estos complementos mejoran sensiblemente el acabado superficial de las piezas.
Son conocidas las máquinas moldeadoras que efectúan el cierre lateral de los moldes de retención y vibrador mediante gomas especiales de sección cuadrada colocadas también longitudinalmente, las cuales ejercen presión contra los moldes y contra la pista de fabricación. Estas gomas de cierre están presionadas por unos prensores cilíndricos (generalmente tres o cuatro), colocados con una inclinación de 45º respecto a la pista, los cuales están accionados por fuertes resortes (muelles), por husillos de apriete o por sistemas hidráulicos.
En este sistema, para lograr una total eficacia del cierre lateral, debe presionarse fuertemente las gomas de cierre lo cual se traduce, en primer lugar, en una fuerte presión contra el molde vibrador, restándole fuerza vibradora-compactadora, ya que se origina una tendencia a inmovilizarlo y, en segundo lugar, una presión contra la pista, ejerciendo una importante fuerza de frenado que se traduce en la necesidad de aplicar una mayor potencia y, por tanto, un aumento de la energía energía consumida para el motor de avance de la máquina moldeadora y un desgaste importante, por roce, de las citadas gomas de cierre.
Estas gomas de cierre lateral, en la actualidad deben ser colocadas en la máquina moldeadora (una a cada lado), cuando la máquina ya está posicionada en la pista de fabricación y proceder a su apriete, lo cual además de representar un trabajo adicional, puede repercutir en el resultado de la vibración-compactación del hormigón, según el apriete haya sido en exceso o en defecto. Por todo ello había que cuidar esta operación de colocación de dichas gomas para no alterar la calidad del producto fabricado o moldeado.
Descripción de los perfeccionamientos objeto de la invención
Los perfeccionamientos objeto de la presente invención, consisten, en primer lugar, en la disposición en el interior de la tolva fija de un mecanismo esclarificador y renovador del hormigón, que aporta una ventaja funcional importante durante la utilización de la máquina moldeadora en cuestión.
Según la invención, en el interior de la tolva fija (2), se dispone un eje (8) que la atraviesa...
Reivindicaciones:
1. Perfeccionamientos introducidos en las máquinas para la fabricación en continuo de piezas de hormigón pretensadas o armadas, caracterizados por comprender en el conjunto de su estructura (1), una tolva fija (2), alimentadora del hormigón hacia el molde posterior vibrador (3), un usual molde inferior de retención (4) y un molde de retención (3), formador del perfil definitivo de la pieza elaborada, estando provisto en el interior de la tolva fija (2), y concretamente en su parte inferior rectangular (6a) de un conjunto esclarificador y removedor (7) del hormigón, así como por prever sobre el molde afinador (5) una placa (16) de relajación y aireación, completada con un exhaustor (17) que permite la salida del aire desde esa zona del mencionado molde afinador (5), y disponer de un cierre lateral que se extiende entre el molde vibrador (3) y el molde de retención (4) sobre la pista de fabricación (22), cuyo cierre está formado básicamente por una placa flexible (23) a modo de labio de cierre de longitud equivalente al propio cierre.
2. Perfeccionamientos introducidos en máquinas para la fabricación en continuo de piezas de hormigón pretensadas o armadas, según la reivindicación anterior, caracterizados por el hecho de que el conjunto esclarificador y removedor (7) del hormigón está constituido por un eje longitudinal y horizontal cilíndrico (8), unido mediante casquillos (9) a unos respectivos motorreductores eléctricos sincronizados (10), convenientemente sujetos mediante unos soportes (11) a la parte inferior (6a) de la tolva fija (2), quedando sobre dicho eje unidas unas aspas batidoras (12) solidarias de la respectiva brida de fijación (13), de base cilíndrica, sujeta alrededor del eje (8) a otra idéntica y diametralmente opuesta (13'), y con su aspa en sentido contrario de manera que el conjunto de cada dos pares de aspas cubrirán en zonas de 90º, todo el espacio alrededor del eje (8) y alcanzando así la totalidad del espacio interior de la tolva fija (2).
3. Perfeccionamientos introducidos en máquinas para la fabricación en continuo de piezas de hormigón pretensadas o armadas, según la reivindicación 1ª, caracterizados por el hecho de que sobre el molde afinador (5) y en su zona superior delantera, figura una placa de relajación y desaireación (16), rectangular y horizontal, provista en su parte superior de un exhaustor transversal (17), de sección trapecial y pared extrema vertical, e inclinada la contraria, poseyendo dicha placa horizontal (16) parte de su cara inferior (16a) ligeramente inclinada hacia arriba, en dirección a la unión con la embocadura (18) del exhaustor (17) para el paso del necesario flujo de salida de aire desde la parte superior del molde afinador (5).
4. Perfeccionamientos introducidos en máquinas para la fabricación en continuo de piezas de hormigón pretensadas o armadas, según las reivindicaciones 1ª y 3ª, que se caracterizan por el hecho de que la placa de relajación y aireación (16), presenta una variante de realización consistente en que la placa propiamente dicha (19), va provista en su cara inferior de una zona (19a) ligeramente inclinada hacia la embocadura (20), quedando situada sobre la prolongación (5a) del molde afinador (5), cuyo extremo queda cubierto por una placa de cierre (21).
5. Perfeccionamientos introducidos en máquinas para la fabricación en continuo de piezas de hormigón pretensadas o armadas, según la reivindicación 1ª, caracterizados por comprender unos dispositivos de cierre ubicados en ambos laterales, consistente, cada uno, en un soporte metálico longitudinal (24), solidario al molde vibrador (3), en su primer tramo, y al molde de retención (4) en su segundo tramo y por una pieza rectangular (23), de longitud idéntica a la del soporte metálico (24), elaborada en material flexible de alta resistencia al rozamiento, pieza que actúa a modo de labio flexible de cierre, por presión sobre la pista de fabricación (22), cuyo labio (23) queda unido a su soporte metálico (24) con ayuda de una pletina de fijación (25) y de tornillos (26) y recibe al mismo tiempo, una determinada presión a causa del peso del propio hormigón contenido en el citado molde vibrador (3).
Patentes similares o relacionadas:
Pieza prefabricada, del 23 de Octubre de 2019, de Kappema Fertigteilindustrie GmbH: Pieza prefabricada hecha de una pluralidad de elementos dispuestos sustancialmente paralelos entre sí, que se producen a partir de un compuesto […]
Método de apoyo para apoyar una construcción de armadura, del 2 de Octubre de 2019, de Progress Holding A.G: Método de apoyo para apoyar una construcción de armadura en la fabricación de piezas de hormigón prefabricadas, en donde […]
Método y planta de fabricación para colar productos de hormigón, del 18 de Enero de 2019, de Elematic Oyj: Un método para colar productos de hormigón con un proceso (1, 1') de colada en línea circulante, que comprende al menos dos líneas de producción […]
Método de fabricación de un panel, del 19 de Octubre de 2018, de Kachigian LP: Un metodo de fabricacion de un panel continuo , que comprende: insertar al menos una parte de una pluralidad de estructuras de celosia […]
 Viga de muro aislante de encofrado integrado, del 6 de Abril de 2016, de H&H TECHNOLOGIES: Viga de muro aislante de encofrado integrado, comportando esta viga :
- una base que comporta una placa rígida que presenta una […]
Viga de muro aislante de encofrado integrado, del 6 de Abril de 2016, de H&H TECHNOLOGIES: Viga de muro aislante de encofrado integrado, comportando esta viga :
- una base que comporta una placa rígida que presenta una […]
 SISTEMA Y MÉTODO PARA LA FABRICACIÓN DE RECUBRIMIENTOS MODULARES, del 9 de Abril de 2015, de INNOVACIONS TECNOLOGIQUES, S.A. - I.T.S.A.: Sistema para la fabricación de recubrimientos modulares; que comprende: - unos moldes con una serie de tabiques intermedios que delimitan […]
SISTEMA Y MÉTODO PARA LA FABRICACIÓN DE RECUBRIMIENTOS MODULARES, del 9 de Abril de 2015, de INNOVACIONS TECNOLOGIQUES, S.A. - I.T.S.A.: Sistema para la fabricación de recubrimientos modulares; que comprende: - unos moldes con una serie de tabiques intermedios que delimitan […]
Procedimiento de fabricación de una viga de celosía y equipo adecuado para su puesta en práctica, del 14 de Enero de 2015, de KP1: Procedimiento de fabricación de una viga de celosía que comprende una armadura pasiva en forma de celosía metálica con por lo menos una barra […]
Dispositivo y procedimiento para la producción de elementos perfilados de hormigón, del 23 de Abril de 2014, de HOLZBERGER, MATTHIAS: Dispositivo de encofrado deslizante para la fabricación de elementos de hormigón perfilados con una pieza de moldeo móvil sobre una trayectoria de fabricación […]