PROCEDIMIENTO PARA LA RECEPCION DE UNA PRIMERA CANTIDAD DE OBJETOS Y LA TRANSFERENCIA DE UNA SEGUNDA CANTIDAD DE OBJETOS Y DISPOSITIVO CORRESPONDIENTE.
Procedimiento para la recepción de una primera cantidad m1 de objetos (2),
en particular productos farmacéuticos, desde un sistema de alimentación (10) y para la transferencia de una segunda cantidad m2 de objetos (2) a un sistema de recepción (50), llevándose a cabo un control temporal en línea durante el proceso entre la recepción de la primera cantidad m1 de objetos (2) y la entrega de la segunda cantidad m2 de objetos (2), según el cual se almacenan los objetos (2) temporalmente o se almacenan, antes de la entrega de la segunda cantidad m2 de objetos (2), en una cantidad máxima de una a diez veces la segunda cantidad m2, preferentemente en una cantidad máxima de tres a cinco veces la segunda cantidad m2 , y de forma que en el procedimiento la recepción, el control en línea durante el proceso, el almacenamiento intermedio o el almacenamiento y la entrega de los objetos (2) se lleva a cabo dentro de un radio (5) predeterminado alrededor de un eje de giro (29) de un sistema de transporte (20), donde el radio no sobrepasa una a quince veces la extensión máxima de los objetos (2), preferentemente cuatro a seis veces la extensión máxima de los objetos (2), realizándose la recepción de la primera cantidad m1 de objetos (2) en un primer medio ciclo y la entrega de la segunda cantidad m2 de objetos (2) en un segundo medio ciclo, donde un primer soporte de transporte (22) del sistema de transporte (20) realiza siempre el primer medio ciclo y un segundo soporte de transporte (23) del sistema de transporte (20) siempre realiza el segundo medio ciclo, girando el primer y el segundo soportes de transporte (22, 23) alrededor del eje de giro (29) del sistema de transporte (20) y realizando el sistema de transporte (20) el primer y segundo medio ciclo con un movimiento idéntico
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/061313.
Solicitante: GRUENENTHAL GMBH
HARRO HOFLIGER VERPACKUNGSMASCHINEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ZIEGLERSTRASSE 6,52078 AACHEN.
Inventor/es: SCHATEIKIS,DIETER, BOHN,MARKUS.
Fecha de Publicación: .
Fecha Concesión Europea: 27 de Enero de 2010.
Clasificación Internacional de Patentes:
- B65G47/51A1C
Clasificación PCT:
- B65G47/51 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › según señales no programadas, p. ej. que responden a la situación del aprovisionamiento en el punto de destino.
Fragmento de la descripción:
Procedimiento para la recepción de una primera cantidad de objetos y la transferencia de una segunda cantidad de objetos y dispositivo correspondiente.
La invención se refiere a un procedimiento para la recepción de una primera cantidad de objetos m1, en particular productos farmacéuticos, desde un dispositivo de alimentación y para la transferencia de una segunda cantidad m2 de objetos a un dispositivo de recepción.
Tales procedimientos son conocidos en sí. Por ejemplo, normalmente, durante los procesos de fabricación es necesario recoger objetos de forma continua o por lotes, por ejemplo productos individuales fabricados en una primera estación de trabajo, y posteriormente transferirlos bien de forma continua o bien en conjunto a una segunda estación de trabajo. Con frecuencia, en estos procedimientos conocidos es necesario utilizar dispositivos costosos o tomar medidas especiales para que el flujo de producción desde la primera estación de trabajo hasta la segunda estación de trabajo funcione sin problemas, teniendo especial importancia aquí la disposición espacial de las diferentes estaciones de trabajo y también la organización del flujo de producción en función del tiempo. Esto es especialmente importante cuando diferentes estaciones de trabajo, por ejemplo la conformación de productos, el tratamiento de productos, el embalaje de productos y similares, se realizan en diferentes máquinas con diferentes capacidades de procesamiento, diferentes cuotas de calidad o de rechazo y diferentes intervalos de mantenimiento.
En general se pretende conseguir que el recorrido de los productos sea lo menos problemático posible a través del conjunto de la cadena de producción, desde el procesamiento en etapas previas hasta el embalaje o embalado de los productos listos para su envío, debiendo realizarse todo ello con el mayor ahorro de espacio posible y de la forma más rentable posible; es decir, por ejemplo una capacidad de procesamiento sobredimensionada y, por tanto no aprovechada, en una estación de trabajo normalmente resulta en unos costes de inversión innecesariamente altos, ya que, al fin y al cabo, la capacidad total de producción es tan grande como el eslabón más débil de toda la cadena de producción.
En los procedimientos conocidos para la recepción de una cantidad de productos y la transferencia de otra cantidad de productos existe la desventaja de que habitualmente tales procedimientos necesitan mucho espacio, en particular en caso de que sea necesario el almacenamiento, o un almacenamiento intermedio, de objetos o productos y si, además, se pretende realizar un control de calidad, por ejemplo en forma de un control en línea, en línea durante el proceso.
La publicación US 5.415.295 A describe una planta de clasificación automática para pastillas, donde la planta de clasificación comprende una mesa de transporte giratoria con cuatro soportes de transporte distanciados radialmente del eje de giro, teniendo cada soporte de transporte varias pinzas, de modo que la mesa de transporte puede recibir al mismo tiempo una cantidad n de pastillas desde un dispositivo de alimentación y transferir una cantidad n de pastillas a una mesa de control.
El objeto de la invención consiste, por tanto, en evitar las desventajas de los procedimientos conocidos y en proponer un método de procedimiento lo más rentable posible y estable durante el tiempo de funcionamiento para la recepción o entrega de objetos.
Este objeto se alcanza según la invención mediante un procedimiento según la reivindicación 1.
Preferentemente, los objetos se desplazan un recorrido a lo largo del eje de giro, se hacen giran alrededor del eje de giro un ángulo de giro y la primera cantidad m1 es diferente de la segunda cantidad m2. Así, es posible desplazar los objetos no solamente en el espacio sino también desplazarlos de un modo especialmente adaptado a cada estación de trabajo, por ejemplo cambiando su orientación y su posición. Con ello es posible, según la invención, una orientación óptima, en particular con un especial ahorro de espacio y de coste, para la disposición del conjunto de un sistema de producción que utiliza el procedimiento según la invención.
Es también preferente que la primera cantidad m1 de objetos se reciba esencialmente de modo simultáneo y que la segunda cantidad m2 de objetos se transfiera esencialmente de modo simultáneo. Además preferentemente la primera cantidad m1 de objetos se entrega durante un ciclo de recepción y la segunda cantidad m2 de objetos se transfiere durante un ciclo de entrega, solapándose ambos ciclos de recepción y entrega al menos en el tiempo. Así, según la invención es posible un procesamiento de los objetos por ciclos o bien un paso de los mismos por ciclos a través de la planta de producción, pudiendo adaptarse de modo óptimo las cantidades m1 y m2 en límites relativamente amplios a las correspondientes exigencias de las diferentes estaciones de trabajo.
Además según la invención es preferente que los objetos se almacenen de forma intermedia o se guarden temporalmente después del control en línea durante el proceso. Así, se evita un almacenamiento o un almacenamiento intermedio de objetos que no corresponden a los criterios de calidad, ya que éstos pueden separarse antes del almacenamiento o del almacenamiento intermedio. Además, es posible así, según la invención, que el paso de producción de los objetos sea constante y que una cuota de rechazo puntualmente mayor no resulte en una interrupción de la cadena de producción, con las correspondientes consecuencias perjudiciales, o que tales consecuencias negativas se presenten sólo después de una reducción duradera de la calidad de producción (comparativamente improbable).
Por otro lado, preferentemente el control en línea durante el proceso se lleva a cabo simultáneamente, en cada caso, para un grupo de objetos que corresponde a la primera cantidad m1. Con ello es posible, ventajosamente, que el control en línea durante el proceso se realice en el mismo módulo cíclico que la recepción de la primera cantidad de objetos, lo que simplifica el desarrollo de todo el procedimiento y, por tanto, lo estructura de modo más rentable.
Por otro lado, preferentemente la primera cantidad m1 de objetos es de cinco a cincuenta, en particular dieciséis, y la segunda cantidad m2 de objetos es de uno a quince, en especialmente cinco, siendo la primera cantidad m1 de objetos preferentemente mayor que la segunda cantidad m2. Debido a esto, según la invención es posible conseguir relaciones de capacidad ágiles para las plantas de producción o para las diferentes estaciones de trabajo de tales plantas de producción, en particularmente de productos farmacéuticos, utilizando el procedimiento según la invención.
Otro objeto de la presente invención es un sistema según la reivindicación 8.
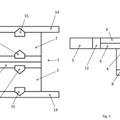
Según la invención, el sistema de transporte tiene un brazo que determina el eje de giro y un primer soporte de transporte distanciado radialmente del eje de giro y un segundo soporte de transporte distanciado radialmente del eje de giro. De esta forma es posible llevar a cabo de modo fácil y sencillo un cambio de posición del objeto en un espacio muy pequeño, donde, además, la precisión del posicionamiento alcanza un grado especialmente alto.
Además preferentemente el soporte de transporte está distanciado axialmente a lo largo del brazo en aproximadamente la mitad del recorrido. Con ello es posible realizar un desplazamiento semicíclico del objeto de manera que, en un primer semiciclo, se reciben los objetos y se desplazan para el control mediante el dispositivo de control, y, en un segundo semiciclo, que se produce (para otros objetos) simultáneamente al primer semiciclo, se conducen los objetos del control en línea durante el proceso hasta el sistema de almacenamiento intermedio.
Además preferentemente el eje de giro de un sistema según la invención es esencialmente vertical o en el procedimiento según la invención el eje de giro es esencialmente vertical. Los objetos se pueden girar entonces de manera y modo sencillo y, en caso dado, adicionalmente, alrededor de su propio eje (eje vertical) y alimentar así de forma óptima las estaciones de trabajo siguientes o retirarse de modo óptimo de las estaciones de trabajo precedentes.
De preferencia se tiene previsto, además, que el sistema de almacenamiento intermedio comprenda...
Reivindicaciones:
1. Procedimiento para la recepción de una primera cantidad m1 de objetos (2), en particular productos farmacéuticos, desde un sistema de alimentación (10) y para la transferencia de una segunda cantidad m2 de objetos (2) a un sistema de recepción (50), llevándose a cabo un control temporal en línea durante el proceso entre la recepción de la primera cantidad m1 de objetos (2) y la entrega de la segunda cantidad m2 de objetos (2), según el cual se almacenan los objetos (2) temporalmente o se almacenan, antes de la entrega de la segunda cantidad m2 de objetos (2), en una cantidad máxima de una a diez veces la segunda cantidad m2, preferentemente en una cantidad máxima de tres a cinco veces la segunda cantidad m2 , y de forma que en el procedimiento la recepción, el control en línea durante el proceso, el almacenamiento intermedio o el almacenamiento y la entrega de los objetos (2) se lleva a cabo dentro de un radio (5) predeterminado alrededor de un eje de giro (29) de un sistema de transporte (20), donde el radio no sobrepasa una a quince veces la extensión máxima de los objetos (2), preferentemente cuatro a seis veces la extensión máxima de los objetos (2), realizándose la recepción de la primera cantidad m1 de objetos (2) en un primer medio ciclo y la entrega de la segunda cantidad m2 de objetos (2) en un segundo medio ciclo, donde un primer soporte de transporte (22) del sistema de transporte (20) realiza siempre el primer medio ciclo y un segundo soporte de transporte (23) del sistema de transporte (20) siempre realiza el segundo medio ciclo, girando el primer y el segundo soportes de transporte (22, 23) alrededor del eje de giro (29) del sistema de transporte (20) y realizando el sistema de transporte (20) el primer y segundo medio ciclo con un movimiento idéntico.
2. Procedimiento según la reivindicación 1, caracterizado porque los objetos (2) se desplazan en un trayecto (25) a lo largo del eje de giro (29), porque los objetos (2) giran alrededor del eje de giro (29) un ángulo de giro (24) y porque la primera cantidad m1 es diferente de la segunda cantidad m2.
3. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la primera cantidad m1 de objetos (2) se recibe en principio simultáneamente y porque la segunda cantidad m2 de objetos (2) se entrega en principio simultáneamente.
4. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la primera cantidad m1 de objetos (2) se entrega durante un ciclo de recepción y porque la segunda cantidad m2 de objetos (2) se entrega durante un ciclo de entrega, solapándose en el tiempo al menos parcialmente el ciclo de recepción y el ciclo de entrega.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque los objetos (2) se almacenan temporalmente de modo intermedio o se almacenan después del control en línea durante el proceso.
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el control en línea durante el proceso se realiza simultáneamente para un grupo de objetos (2) que corresponde respectivamente a la primera cantidad m1 de objetos (2).
7. Procedimiento según cualquiera de las reivindicaciones anteriores caracterizado porque la primera cantidad m1 de objetos (2) es cinco a cincuenta, en particular dieciséis, y porque la segunda cantidad m2 de objetos (2) es uno a quince, en particular cinco, siendo la primera cantidad m1 de objetos (2) preferentemente mayor que la segunda cantidad m2.
8. Dispositivo para la realización de un procedimiento según cualquiera de las reivindicaciones 1 a 7, según el cual la recepción de la primera cantidad m1 de objetos (2) desde el sistema de alimentación (10) se realiza en un primer medio ciclo y la entrega de la segunda cantidad m2 de objetos (2) al sistema de recepción (50) se realiza en un segundo medio ciclo, comprendiendo el dispositivo:
Un dispositivo de control (30) para realizar un control en línea de los objetos durante el proceso;
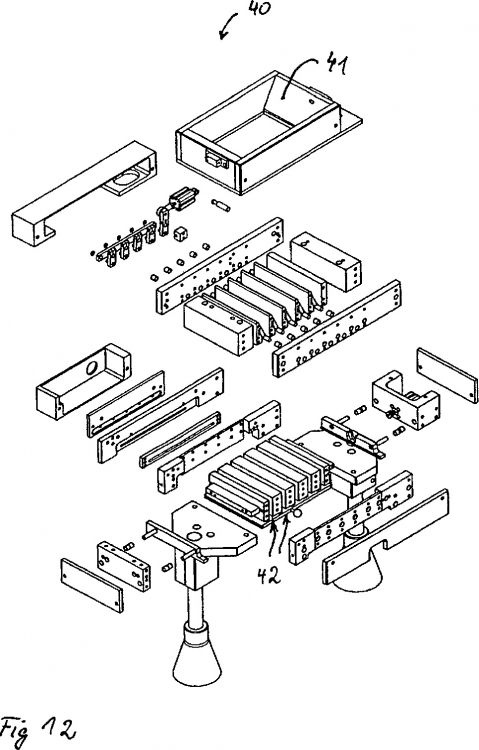
un sistema de almacenamiento (40) para el almacenamiento intermedio de los objetos en una cantidad máxima de una a diez veces la segunda cantidad m2, preferentemente una cantidad máxima de tres a cinco veces la segunda cantidad m2, y
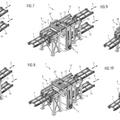
un sistema de transporte (20) que tiene un brazo (21) que determina un eje de giro (29) y un primer soporte de transporte (22) que sobresale radialmente del eje de giro (29) y un segundo soporte de transporte (23) que sobresale radialmente del eje de giro (29), de modo que el primer y segundo soporte de transporte (22, 23) giran alrededor del eje de giro (29), mientras que el primer soporte de transporte (22) siempre realiza el primer medio ciclo y el segundo soporte de transporte (23) realiza siempre el segundo medio ciclo,
estando el dispositivo diseñado de manera que la recepción, el control en línea durante el proceso, el almacenamiento intermedio y la entrega de objetos (2) se realizan dentro de un radio (5) predeterminado alrededor de un eje de giro (29), radio que no sobrepasa una a quince veces la mayor extensión de los objetos (2), preferentemente cuatro a seis veces la mayor extensión de los objetos (2).
9. Dispositivo según la reivindicación 8, caracterizado porque los soportes de transporte (22, 23) están distanciados a lo largo del brazo (21) axialmente en aproximadamente la mitad del trayecto (25).
10. Sistema según cualquiera de las reivindicaciones 8 ó 9, caracterizado porque el eje de giro (29) tiene un recorrido esencialmente vertical.
11. Sistema según cualquiera de las reivindicaciones 8 a 10, caracterizado porque el sistema de almacenamiento intermedio (40) tiene como almacén una tolva (41).
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Aparato mejorado para paletizar automáticamente recipientes y método respectivo, del 12 de Febrero de 2020, de UNITEC S.P.A: Aparato para cargar una pluralidad de recipientes , particularmente que contienen productos vegetales, sobre palés, que comprende: - un primer conjunto que consiste […]
Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel o materiales absorbentes similares, del 20 de Noviembre de 2019, de GAMBINI S.p.A: Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel […]
Sistema de transferencia para transferir artículos, del 6 de Noviembre de 2019, de Sluis Cigar Machinery B.V: Sistema de transferencia para transferir artículos , tales como partes de un dispositivo de fumar simulado, cuyo sistema de transferencia […]
 Dispositivo y método de alimentación por acumulación, del 31 de Octubre de 2019, de Gebo Packaging Solutions France: Procedimiento de alimentación de una superficie de recepción instalada entre dos puestos en una línea de tratamiento industrial de productos en cadena, que […]
Dispositivo y método de alimentación por acumulación, del 31 de Octubre de 2019, de Gebo Packaging Solutions France: Procedimiento de alimentación de una superficie de recepción instalada entre dos puestos en una línea de tratamiento industrial de productos en cadena, que […]
 Dispositivo de almacenamiento para contenedores apilables, del 25 de Septiembre de 2019, de Siemens Mobility GmbH: Dispositivo de almacenamiento para contenedores apilables usados para transportar piezas de equipaje en el sistema transportador clasificador […]
Dispositivo de almacenamiento para contenedores apilables, del 25 de Septiembre de 2019, de Siemens Mobility GmbH: Dispositivo de almacenamiento para contenedores apilables usados para transportar piezas de equipaje en el sistema transportador clasificador […]
Sistema tampón para productos de masa, del 1 de Abril de 2019, de Radie B.V: Sistema tampón para productos de masa, que comprende: - un primer transportador para suministrar productos de masa; - un segundo transportador […]
Dispositivo para la acumulación y liberación de productos, en particular, para suministrar tales productos a líneas de embalaje, del 26 de Febrero de 2019, de CT PACK S.R.L.: Dispositivo para la acumulación y liberación de productos (P), del tipo que comprende: - una unidad de acumulación principal con una abertura de recepción y una […]