PROCEDIMIENTO PARA LA FABRICACION DE COMPONENTES PERFORADOS Y/O DE DOS COLORES, EN PARTICULAR PARA EL CALZADO EN GENERAL.
Procedimiento para la fabricación de unos componentes perforados (10),
en particular para el calzado en general, caracterizado porque comprende las etapas de colocar un elemento laminar (1) de caucho y similar, en un molde (2) que forma una pluralidad de cavidades (3) delimitadas por unos bordes (4) cuyo extremo libre está dispuesto en el plano de partida del molde; superponer en dicho elemento laminar (1) una lámina (5) de material plástico que desempeña una función de liberación y en la que se coloca una capa (6) destinada a conferir resistencia mecánica a dicha lámina (5) y a alejar el caucho de las zonas de dicho molde (2) con cierre por contacto; cerrar dicho molde (2) con una cubierta (7), aplicar presión conjuntamente con calefacción con el fin de rellenar dichas cavidades (3) con dicho caucho y similar y simultáneamente alejar dicho caucho y similar de dichos bordes (4), y retirar dicha capa (6) y dicha lámina (5) conjuntamente sin ningún rastro de caucho y similar en dichos bordes (4)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05011464.
Solicitante: VIBRAM S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA C. COLOMBO, 5,21041 ALBIZZATE (VARESE).
Inventor/es: BRAMANI,MARCO.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Mayo de 2005.
Fecha Concesión Europea: 5 de Agosto de 2009.
Clasificación Internacional de Patentes:
- A43B13/16 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 13/00 Suelas (plantillas A43B 17/00 ); Suela y tacón de una sola pieza. › Suelas divididas (con varias capas de materiales diferentes A43B 13/12).
- B29D31/50C
- B29D31/518B
- B29D31/518M
Clasificación PCT:
- A43B13/16 A43B 13/00 […] › Suelas divididas (con varias capas de materiales diferentes A43B 13/12).
- B29C33/68 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Hojas de desmoldeo.
- B29C37/00 B29C […] › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C43/18 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
- B29C43/20 B29C 43/00 […] › Fabricación de objetos multicapas o multicolores.
- B29D31/50
- B29D31/518
Clasificación antigua:
- A43B13/16 A43B 13/00 […] › Suelas divididas (con varias capas de materiales diferentes A43B 13/12).
- B29C33/68 B29C 33/00 […] › Hojas de desmoldeo.
- B29C37/00 B29C […] › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C43/18 B29C 43/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
- B29C43/20 B29C 43/00 […] › Fabricación de objetos multicapas o multicolores.
- B29D31/50
- B29D31/518
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de componentes perforados y/o de dos colores, en particular para el calzado en general.
La presente invención se refiere a un procedimiento para la fabricación de componentes perforados y/o de dos colores, en particular para el calzado en general.
Como es conocido, un componente laminar para el calzado, tal como, por ejemplo, una suela, una plantilla, una pieza de accesorio y así sucesivamente, en dos colores, se proporciona actualmente mediante procedimientos para el montaje manual de piezas de accesorio premoldeadas, o técnicas de moldeo por inyección o mediante técnicas de compresión y similares, que adolecen de varias limitaciones con respecto a la complejidad del artículo que se proporciona.
Como se puede intuir, actualmente, de hecho, resulta imposible conseguir densidades elevadas de dominios elastoméricos para cada superficie de unidad, incluso dominios completamente separados el uno del otro, dado que sería necesario, en caso de aplicar las piezas de accesorio manualmente, aplicar un número muy elevado de piezas de accesorio, y esto hace que sea inaplicable desde un punto de vista industrial. Si se desea proporcionar unas zonas perforadas, además, existirían problemas sustanciales en conseguir una distribución uniforme del material, si fuera necesario obtener unas zonas perforadas de alta densidad.
Otro problema consiste en que en los productos conocidos de dos o múltiples colores, con el fin de proporcionar unas líneas de separación claras y perimetrales entre un color y el otro, se tiene que utilizar moldes con bordes de contención por todo el perfil de separación perimetral del color. Dichos bordes de contención resultan esenciales para controlar la separación entre un color y el otro. Dichos bordes de separación requieren rodear cada zona, o isla, de color predeterminado con una barrera de color en bajo relieve, que funciona a modo de elemento de separación con respecto a la zona de base afectada por el otro color.
El estado de la técnica comprende el documento EP-1216807 que da a conocer un procedimiento para producir un sándwich de tejido-elastómero en el campo de ropa, equipaje, calzado y deporte técnico. El procedimiento consiste en proporcionar un tejido con huecos diminutos entre sus fibras, colocar el tejido sobre un molde con partes de descanso para el tejido y zonas de cavidades con respecto a las partes de descanso, aplicar un elastómero al lado del tejido opuesto al lado orientado hacia el molde, aplicar presión para hacer que el elastómero fluya a través de los huecos diminutos previstos en las zonas de cavidad con el fin de rellenar dichas zonas de cavidad con el elastómero, y en extraer el sándwich del molde.
La patente US nº 6.508.015 da a conocer una suela exterior respirable para el calzado, en el que la suela exterior comprende una estructura de dos capas. La estructura de dos capas contiene una capa elástica, permeable al vapor de agua y una capa exterior que cubre menos del 70% de la capa interior. La actividad de respiración de la suela exterior es garantizada por la estructura preferentemente microporosa de la capa interior y la configuración de la capa exterior. La configuración de la capa exterior es tal que la superficie de la capa interior disponible para el intercambio de agua de vapor se ve limitada lo menos posible. Se consigue una estructura microporosa de la plantilla, mediante un plástico sinterizado.
El propósito de la invención consiste en solucionar el problema anterior al proporcionar un procedimiento y un molde para obtener componentes perforados y/o de dos colores, que permita proporciona, a partir de una capa de caucho vulcanizado o similar, un componente dotado de zonas perforadas intencionalmente y con zonas opcionales de dos colores que asimismo pueden ser mutuamente separadas, con una dimensión y densidad que no se pueden conseguir actualmente.
Dentro de este propósito, un objetivo de la invención consiste en proporcionar unos dominios de caucho de colores diferentes y/o con características químicas, físicas y mecánicas diferentes, que pueden ser colocados y distribuidos de cualquier manera, sin de este modo afectar considerablemente los costes de fabricación y sin la barrera de color que rodea cada uno de los dominios de caucho.
Otro objetivo de la presente invención consiste en proporcionar un procedimiento para la fabricación de componentes perforados y/o de dos colores que asimismo permita proporcionar componentes laminares que presentan unas formas complejas con unas partes laterales que se elevan.
Otro objetivo de la presente invención consiste en proporcionar un procedimiento que gracias a sus características constructivas particulares sea capaz de ofrecer las mejores garantías de fiabilidad y seguridad en la utilización.
Otro objetivo de la presente invención consiste en proporcionar un procedimiento que se pueda obtener fácilmente a partir de unos elementos y materiales comerciales comunes, y que además resulte competitivo meramente desde un punto de vista económico.
Este propósito y otros objetivos que se pondrán de manifiesto más claramente a continuación, se alcanzan mediante un procedimiento para la fabricación de componentes perforados y/o de dos colores, en particular para el calzado en general, caracterizado porque comprende las siguientes etapas: colocar un elemento laminar, realizado en caucho o similar, en un molde que forma una pluralidad de cavidades delimitadas por unos bordes cuyo extremo libre está dispuesto en el plano de partida del molde; superponer en dicho elemento laminar una lámina de material plástico que desempeña una función de liberación y sobre la que se coloca una capa para conferir resistencia mecánica a dicha lámina y facilitar el alejamiento del caucho de dichos bordes; cerrar dicho molde con una cubierta, aplicar presión conjuntamente con calor para rellenar dichas cavidades con dicho caucho y similar, y alejar simultáneamente dicho caucho y similar de dichos bordes, y retirar dicha capa y dicha lámina conjuntamente sin ningún rastro de caucho o similar en dichos bordes.
Otras características y ventajas de la presente invención se pondrán de manifiesto más claramente a partir de la descripción de una forma de realización preferida pero no exclusiva de un procedimiento para la fabricación de componentes perforados y de un procedimiento para la fabricación de componentes laminares de dos colores, ilustrada a título de ejemplo no limitativo en los dibujos adjuntos, en los que:
la Figura 1 representa una vista esquemática explosionada en sección de un molde y de una cubierta para obtener un componente laminar perforado;
la Figura 2 representa una vista explosionada del molde después de colocar el elemento laminar y de la lámina y de la capa;
la Figura 3 representa una vista de la etapa de cerrar el molde con el relleno de las cavidades;
la Figura 4 representa una vista esquemática en sección de la suela extraída del molde;
la Figura 5 representa una vista explosionada en sección de un molde para obtener un componente laminar de dos colores, que ilustra los distintos componentes;
la Figura 6 representa una vista en sección de la etapa para proporcionar el primer color, con la aplicación de la cubierta intermedia con el fin de aplicar presión;
la Figura 7 representa una vista de la etapa para liberar la lámina y la capa;
la Figura 8 representa una vista de la etapa para aplicar la capa del segundo color;
la Figura 9 representa una vista de la etapa final de moldeo;
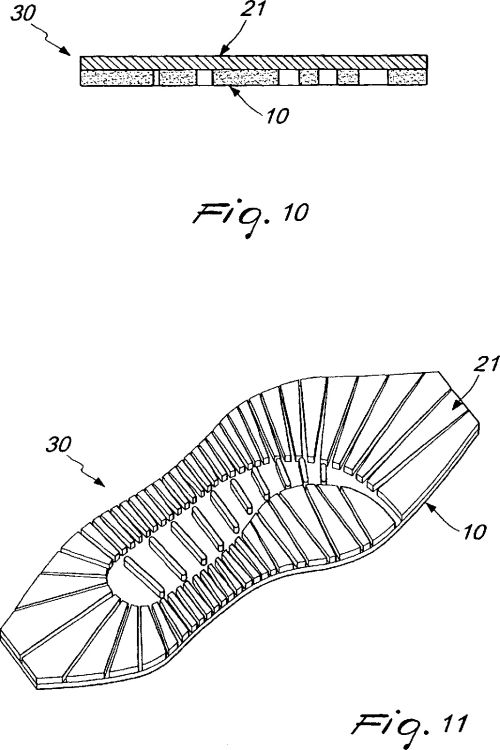
la Figura 10 representa una vista en sección del componente laminar resultante;
la Figura 11 representa una vista esquemática en perspectiva del componente laminar de dos colores.
Haciendo referencia a los dibujos, y en particular a las Figuras 1 a 4, el procedimiento para la fabricación de componentes perforados, particularmente para el calzado en general, según la invención, consiste en colocar en primer lugar un elemento laminar de caucho o similar, designado con el número de referencia 1, sobre un molde 2, que forma una pluralidad de cavidades 3, separadas por unos bordes 4, cuyo extremo libre está dispuesto en el plano del cierre del molde.
La expresión "caucho y similar" se utiliza para designar unos productos calandrados de caucho, constituidos substancialmente por mezclas de caucho que pueden ser vulcanizados tanto mediante la reticulación de sulfuro y agentes aceleradores con la reticulación...
Reivindicaciones:
1. Procedimiento para la fabricación de unos componentes perforados (10), en particular para el calzado en general, caracterizado porque comprende las etapas de colocar un elemento laminar (1) de caucho y similar, en un molde (2) que forma una pluralidad de cavidades (3) delimitadas por unos bordes (4) cuyo extremo libre está dispuesto en el plano de partida del molde; superponer en dicho elemento laminar (1) una lámina (5) de material plástico que desempeña una función de liberación y en la que se coloca una capa (6) destinada a conferir resistencia mecánica a dicha lámina (5) y a alejar el caucho de las zonas de dicho molde (2) con cierre por contacto; cerrar dicho molde (2) con una cubierta (7), aplicar presión conjuntamente con calefacción con el fin de rellenar dichas cavidades (3) con dicho caucho y similar y simultáneamente alejar dicho caucho y similar de dichos bordes (4), y retirar dicha capa (6) y dicha lámina (5) conjuntamente sin ningún rastro de caucho y similar en dichos bordes (4).
2. Procedimiento para proporcionar unos componentes de dos colores (30), en particular para el calzado en general, caracterizado porque comprende las etapas de colocar un elemento laminar (1), de caucho y similar, en un molde (2) que forma una pluralidad de cavidades (3) delimitadas por unos bordes (4) cuyo extremo libre está dispuesto en el plano de partida del molde; superponer en dicho elemento laminar (1) una lámina (5) de material plástico que desempeña una función de liberación y en la que se coloca una capa (6) destinada a conferir resistencia mecánica a dicha lámina (5) y a alejar el caucho de dichos bordes (4), cerrar dicho molde (2) con una cubierta (7), aplicar presión conjuntamente con calentamiento con el fin de rellenar dichas cavidades (3) con dicho caucho y similar y alejar simultáneamente dicho caucho y similar de dichos bordes (4), retirar dicha capa (6) y dicha lámina (5) conjuntamente sin ningún rastro de caucho y similar en dichos bordes (4), superponer un segundo elemento laminar (21), aplicar presión conjuntamente con calentamiento con el fin de realizar el acoplamiento con dicho elemento laminar (1), y vulcanizar los elementos laminares (1, 21).
3. Procedimiento según uno o varias de las reivindicaciones anteriores, caracterizado porque dicho elemento laminar (1) presenta un espesor comprendido entre 1 y 8 mm.
4. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque dicha lámina (5) de material plástico presenta un espesor comprendido entre 15 y 100 µm, preferentemente entre 20 y 40 µm.
5. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque dicha capa (6) está constituida por una capa de tejido.
6. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque dicho tejido (6) presenta un espesor comprendido entre 0,2 y 2 mm, preferentemente entre 0,5 y 1,5 mm.
7. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque dicho calentamiento se produce a una temperatura comprendida entre 140ºC y 220ºC, preferentemente entre 155ºC y 195ºC.
8. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque la presión y el calentamiento se mantienen durante un periodo de tiempo comprendido entre 10 y 30 segundos.
9. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque dicho molde (2) presenta un borde perimetral rebajado (8) rodeado por un canal de compensación (9) con el fin de acomodar el exceso de material.
10. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque proporciona una etapa inicial para preformar dicho elemento laminar (1) de caucho y similar con el fin de obtener componentes laminares con unas partes laterales elevadas.
11. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque con el fin de obtener unos componentes de dos colores (30), se realiza la etapa de aplicar presión con calentamiento mediante una cubierta intermedia (20) dispuesta por encima de dicho molde (2) y se acopla mediante una cubierta conformada (22), que forma un rebaje para acomodar por lo menos parcialmente dicho segundo elemento laminar (21).
Patentes similares o relacionadas:
SUELA PARA CALZADO PLANO CON TACÓN TRANSFORMABLE, del 2 de Julio de 2020, de INDUSTRIAS SAMAR'T. S.A.: 1. Suela para calzado con tacón transformable que, formada por un cuerpo sensiblemente plano, de contorno coincidente con el contorno del calzado a que se […]
BOTA AJUSTABLE EN ANCHO Y LARGO, del 18 de Junio de 2020, de VIDCAPP ITHEF SL: Bota ajustable en largo y ancho que comprende: una pieza base anterior (BA), una pieza base posterior (BP), un lateral derecho (LR), un lateral izquierdo (LL), y un sistema […]
Estructuras de suela y artículos de calzado que tienen cámaras llenas de fluido moderadas por placa y/o miembros del tipo de espuma para atenuación de la fuerza de impacto, del 1 de Enero de 2020, de NIKE Innovate C.V: Una estructura de suela para un artículo de calzado, que comprende: un componente de suela exterior de la parte trasera […]
Estructura de suela con motivos tridimensionales distintivos, del 11 de Septiembre de 2019, de CHAEI HSIN ENTERPRISE CO., LTD: Estructura de suela que comprende: un cuerpo formado mediante un modo de moldeo de espuma y que corresponde a un pie humano, donde el cuerpo incluye múltiples nervaduras […]
Artículo de calzado, del 17 de Julio de 2019, de Fu, David: Un artículo de calzado que comprende una suela generalmente alargada de modo que se ajuste al pie de una persona y lo soporte, teniendo […]
Estructuras de suela y artículos de calzado provistos de elementos de amortiguación de la fuerza de impacto de tipo espuma y/o cámaras rellenas de fluido moderados por placas, del 9 de Abril de 2019, de NIKE Innovate C.V: Una estructura de suela para un artículo de calzado , que comprende: un componente de suela exterior que incluye una superficie principal exterior (110a) […]
Calzado con suela exterior dividida, del 3 de Abril de 2019, de GAVRIELI BRANDS LLC: Un zapato que comprende: una parte superior , formando la parte superior una porción interior para recibir un pie de una mujer, la porción […]
Calzado con amortiguación, del 24 de Octubre de 2018, de EUSTAQUIO CANTO CANO, S.L.: Calzado con amortiguación que comprende un cuerpo de calzado con una porción de talón, un tacón y al menos una almohadilla adaptada para absorber […]